
一种模切刀具轴的加工工艺.pdf

玄静****写意

1/10
2/10

3/10
4/10
5/10

6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种模切刀具轴的加工工艺.pdf
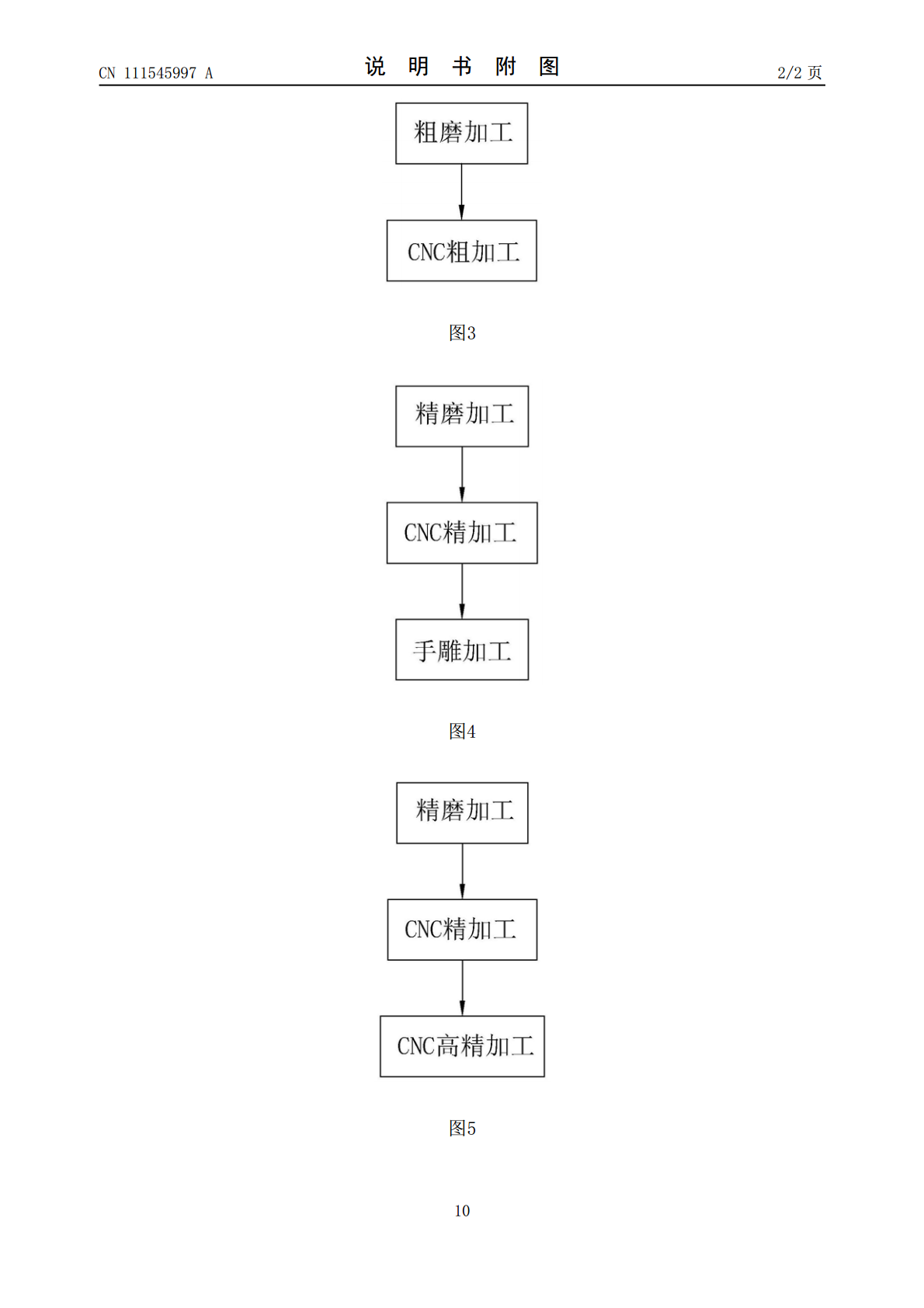
本发明涉及一种模切刀具轴的加工工艺,尤其是涉及模切生产加工的技术领域。本发明解决加工的刀具轴合格率低,精度不高的问题。一种模切刀具轴的加工工艺,其工艺步骤为:步骤A,毛坯加工,对刀具轴毛坯进行加工,模切刀具轴的各个尺寸,确保加工精度步骤B,粗加工,粗磨并加工模切刀具轴的直径、图形及刃宽留量;步骤C,热处理加工,对粗加工后的刀具轴做热处理加工;步骤D,精加工,精磨并加工刀具轴上的尺寸、图形及刃宽留量,使刀具轴的刀刃宽细一致;步骤E,检验,检验刀具轴成品,合格入库。本发明对刀具轴进行多次加工,使其尺寸精度更高
一种覆铜板模切加工设备及模切加工工艺.pdf
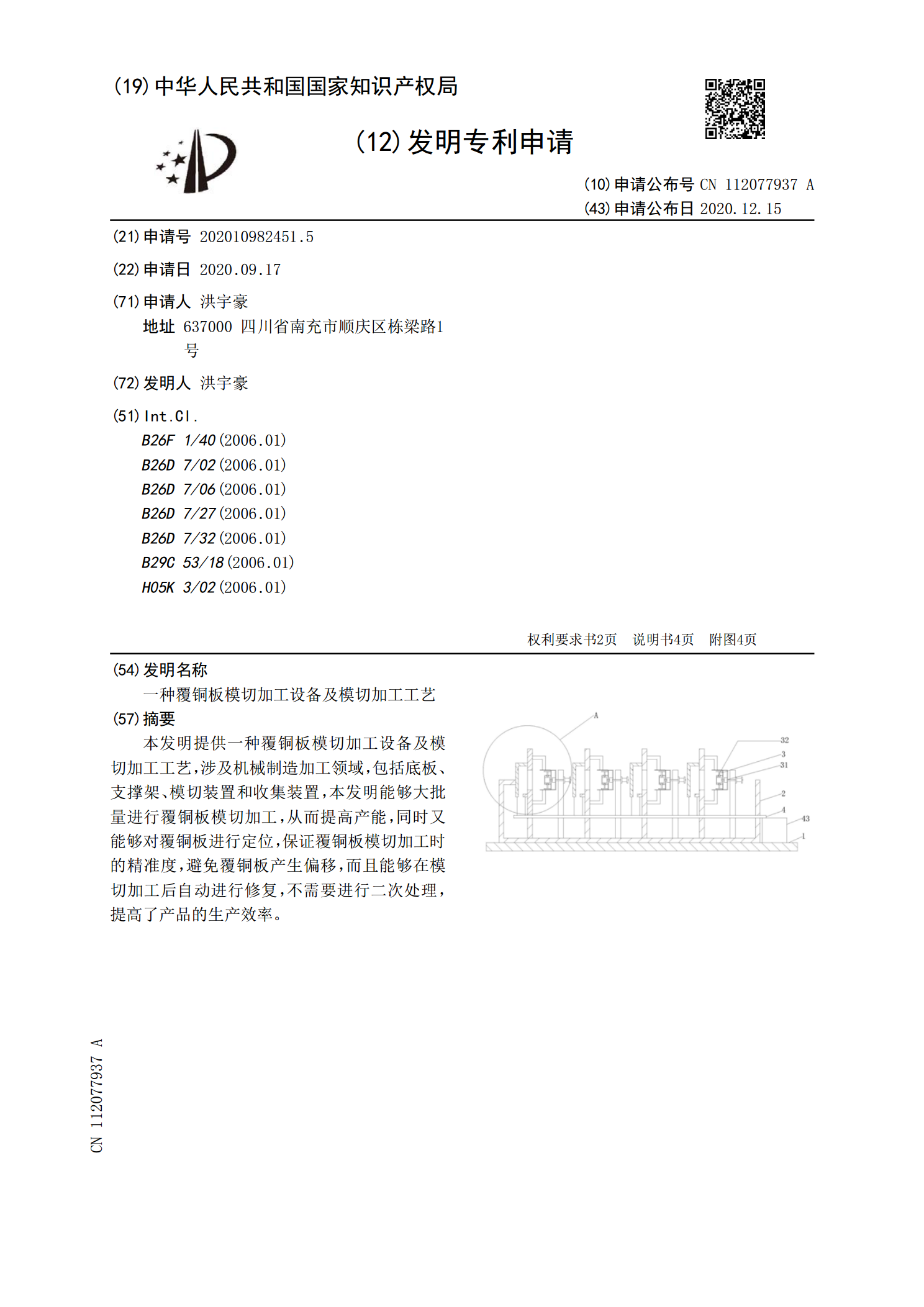
本发明提供一种覆铜板模切加工设备及模切加工工艺,涉及机械制造加工领域,包括底板、支撑架、模切装置和收集装置,本发明能够大批量进行覆铜板模切加工,从而提高产能,同时又能够对覆铜板进行定位,保证覆铜板模切加工时的精准度,避免覆铜板产生偏移,而且能够在模切加工后自动进行修复,不需要进行二次处理,提高了产品的生产效率。

一种模切刀具高精度可微调齿轮、轴联接结构.pdf
本发明涉及一种模切刀具高精度可微调齿轮、轴联接结构,包括刀具、转轴及传动齿轮,刀具与转轴同轴固装,转轴与传动齿轮同轴固装,其特征在于:在传动齿轮的内侧面制有功能轮廓架,该功能轮廓架的内部制有半圆形调整槽,在该功能轮廓架的上部向心安装一固定螺丝,在该固定螺丝的两侧的功能轮廓架上对称安装有调整螺丝;所述转轴上制有半月形轴头,该半圆形轴头嵌装入所述功能轮廓架的半圆形调整槽内,半月形轴头的两侧边与半圆形调整槽的两侧上边缘具有一定间隙,所述固定螺丝的下部啮合安装于转轴上部所制的定位孔内,所述调整螺丝的下部顶装于半月

一种模切材料有缝拼接加工工艺及其模切产品.pdf
本发明公开了一种模切材料有缝拼接加工工艺及其模切产品,涉及电子行业的胶粘件模切技术领域。该加工工艺通过分别加工出横向上下边框,以及纵向边框,再利用设备的异步贴合功能,将纵向边框分别拼接在横向边框上,使得环状产品所需原材料模切中避免了内轮廓废料的产生。拼接好材料时,内框各形状成型后,再利用传统模切技术加工产品外形。整个工艺过程由圆刀或平刀模切设备自动完成。本发明实施例提供的模切材料有缝拼接工艺,只产生模切工艺正常的周边留边废料,不产生内框面积的废料,因此,提高了材料的利用率,避免了材料的浪费。
一种刀具加工工艺.pdf
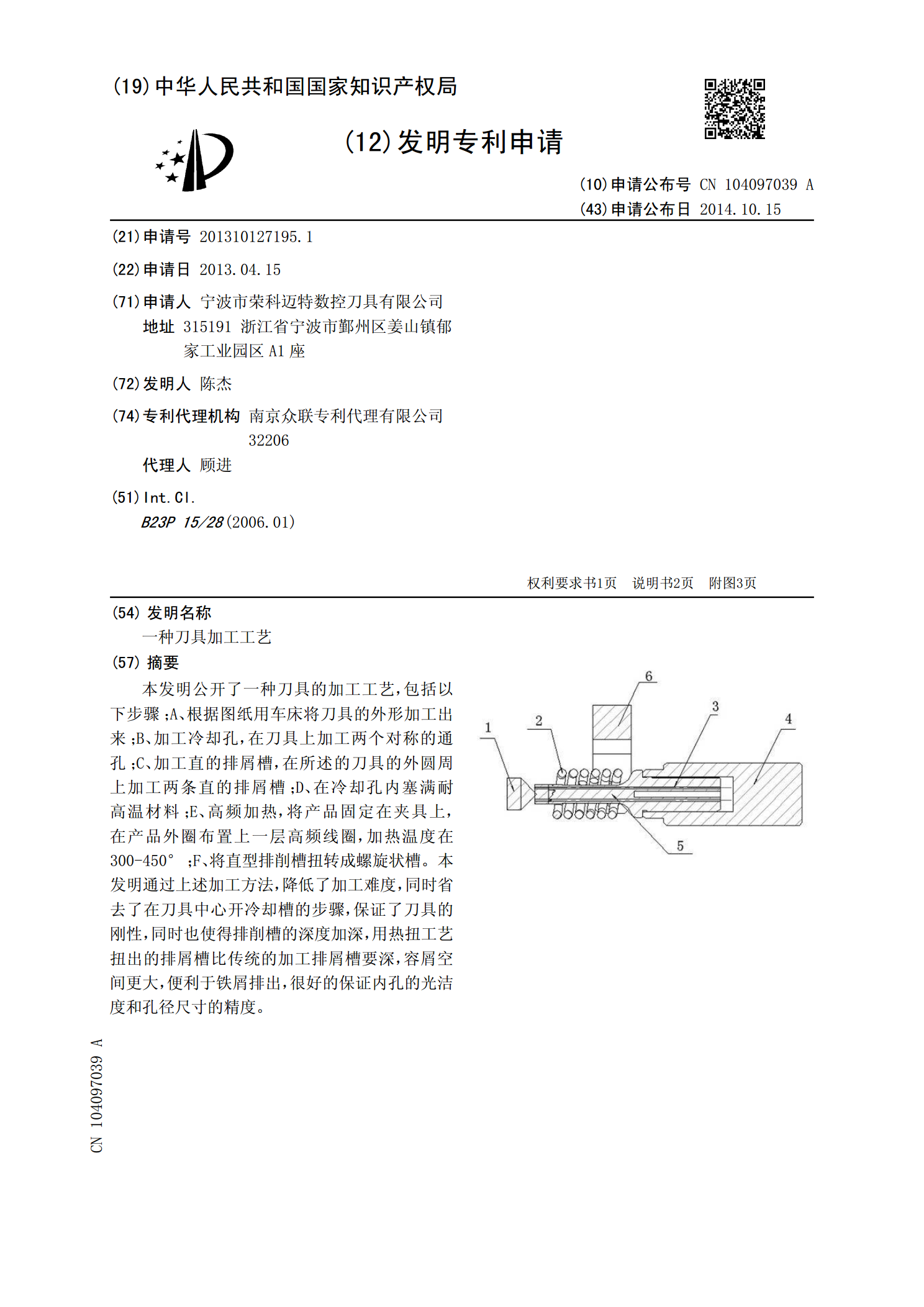
本发明公开了一种刀具的加工工艺,包括以下步骤;A、根据图纸用车床将刀具的外形加工出来;B、加工冷却孔,在刀具上加工两个对称的通孔;C、加工直的排屑槽,在所述的刀具的外圆周上加工两条直的排屑槽;D、在冷却孔内塞满耐高温材料;E、高频加热,将产品固定在夹具上,在产品外圈布置上一层高频线圈,加热温度在300-450°;F、将直型排削槽扭转成螺旋状槽。本发明通过上述加工方法,降低了加工难度,同时省去了在刀具中心开冷却槽的步骤,保证了刀具的刚性,同时也使得排削槽的深度加深,用热扭工艺扭出的排屑槽比传统的加工排屑槽要