
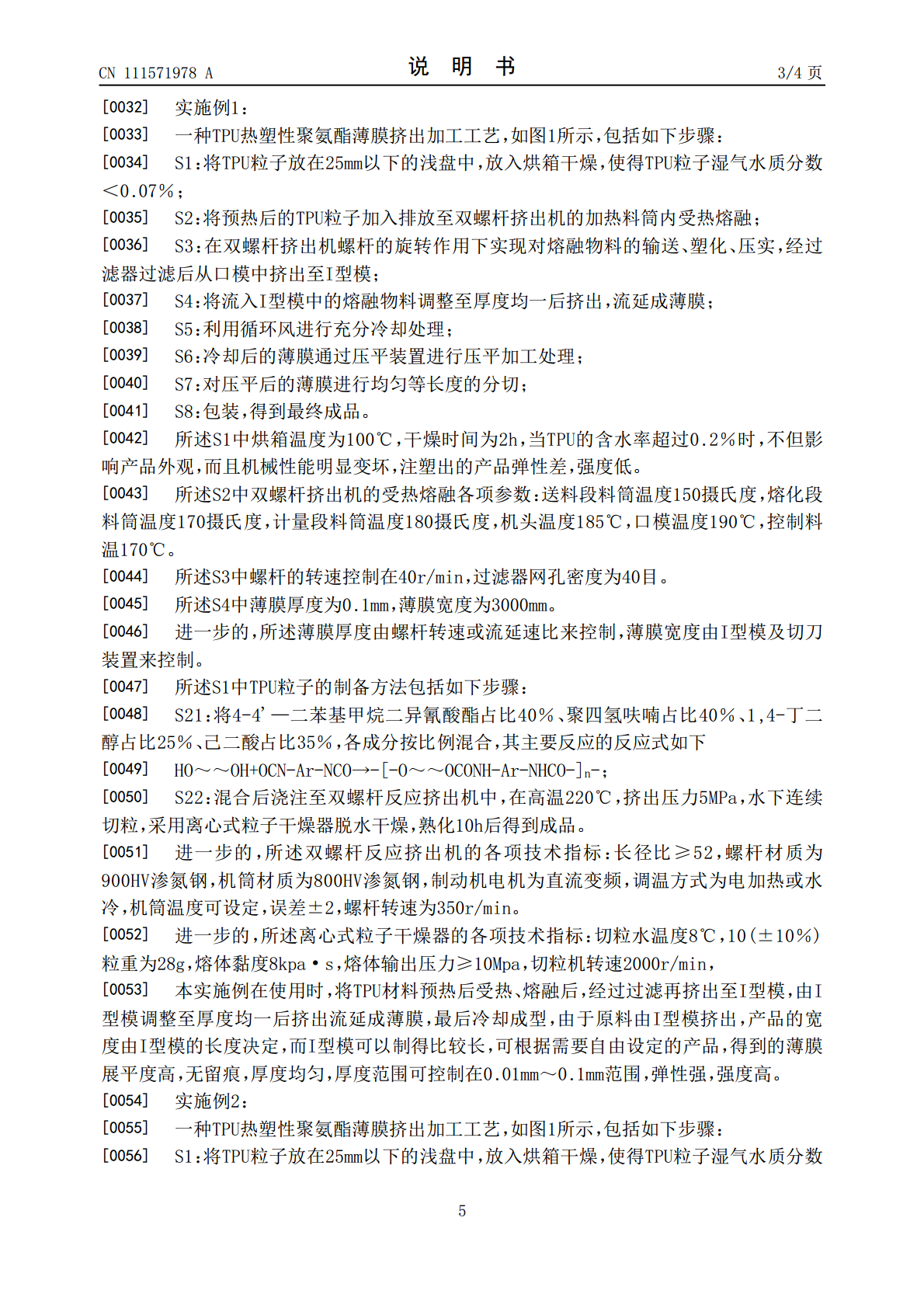
一种TPU热塑性聚氨酯薄膜挤出加工工艺.pdf

和裕****az

1/7
2/7
3/7
4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种TPU热塑性聚氨酯薄膜挤出加工工艺.pdf
本发明公开了一种TPU热塑性聚氨酯薄膜挤出加工工艺,涉及TPU薄膜制作技术领域;为了解决产品质量不佳问题;具体包括如下步骤:将TPU粒子放在25mm以下的浅盘中,放入烘箱干燥,使得TPU粒子湿气水质分数<0.07%;将预热后的TPU粒子加入排放至双螺杆挤出机的加热料筒内受热熔融;在双螺杆挤出机螺杆的旋转作用下实现对熔融物料的输送、塑化、压实。本发明将TPU材料预热后受热、熔融后,经过过滤再挤出至I型模,由I型模调整至厚度均一后挤出流延成薄膜,最后冷却成型,可根据需要自由设定产品的长度,得到的薄膜展平度高,
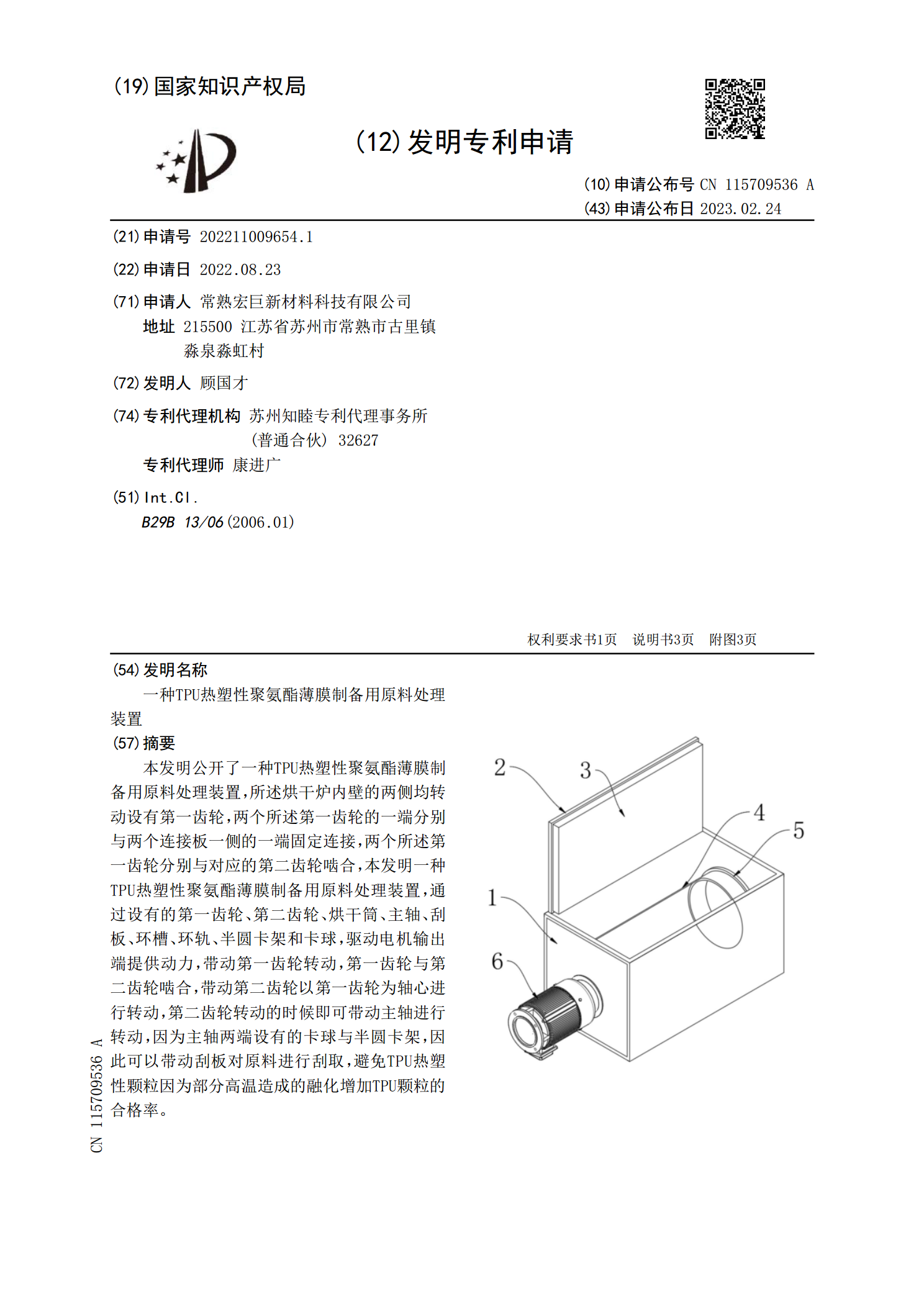
一种TPU热塑性聚氨酯薄膜制备用原料处理装置.pdf
本发明公开了一种TPU热塑性聚氨酯薄膜制备用原料处理装置,所述烘干炉内壁的两侧均转动设有第一齿轮,两个所述第一齿轮的一端分别与两个连接板一侧的一端固定连接,两个所述第一齿轮分别与对应的第二齿轮啮合,本发明一种TPU热塑性聚氨酯薄膜制备用原料处理装置,通过设有的第一齿轮、第二齿轮、烘干筒、主轴、刮板、环槽、环轨、半圆卡架和卡球,驱动电机输出端提供动力,带动第一齿轮转动,第一齿轮与第二齿轮啮合,带动第二齿轮以第一齿轮为轴心进行转动,第二齿轮转动的时候即可带动主轴进行转动,因为主轴两端设有的卡球与半圆卡架,因此

HG_T_5070-2016_热塑性聚氨酯(TPU)_薄膜.pdf
学兔兔www.bzfxw.com学兔兔www.bzfxw.com学兔兔www.bzfxw.com学兔兔www.bzfxw.com学兔兔www.bzfxw.com学兔兔www.bzfxw.com
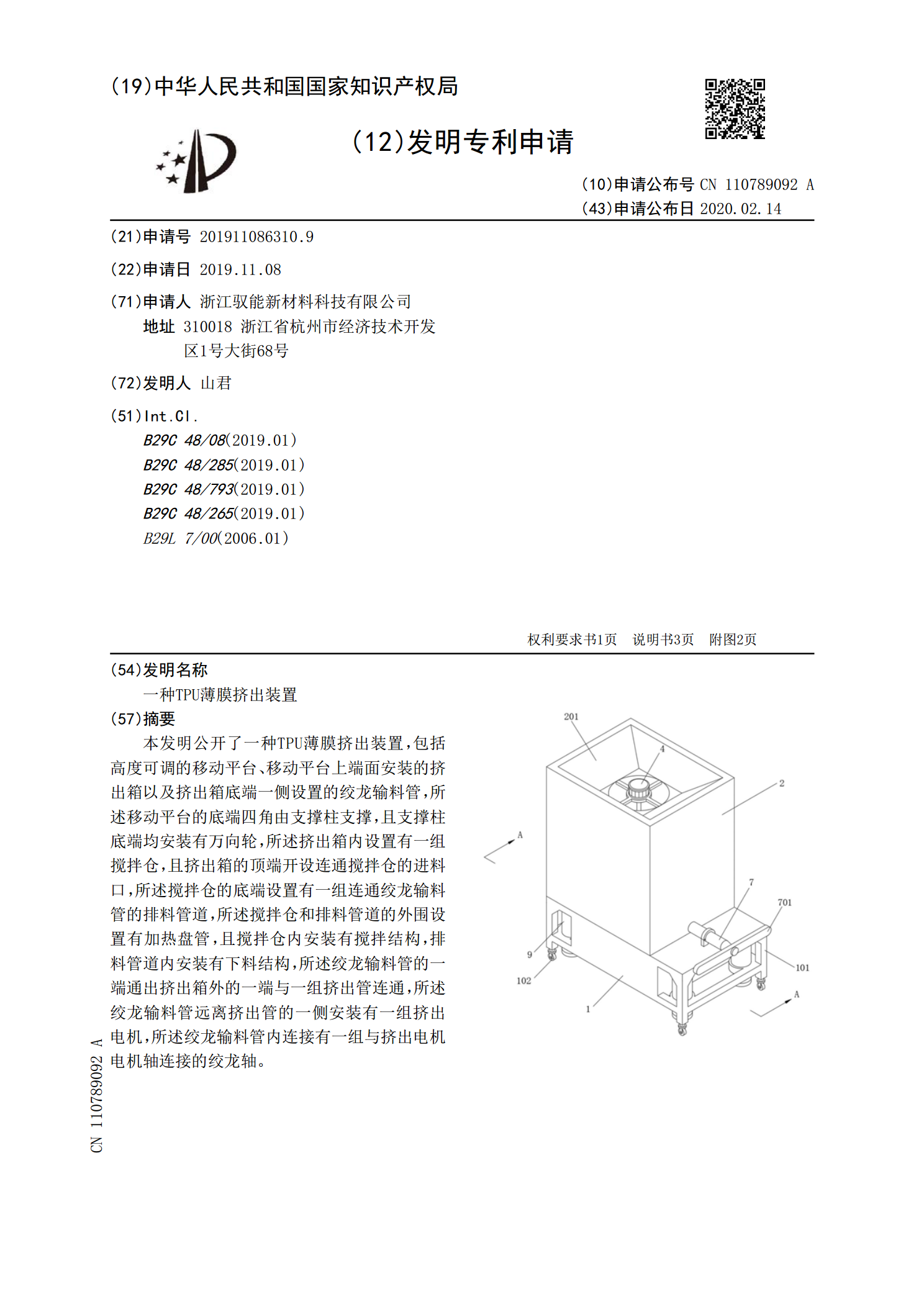
一种TPU薄膜挤出装置.pdf
本发明公开了一种TPU薄膜挤出装置,包括高度可调的移动平台、移动平台上端面安装的挤出箱以及挤出箱底端一侧设置的绞龙输料管,所述移动平台的底端四角由支撑柱支撑,且支撑柱底端均安装有万向轮,所述挤出箱内设置有一组搅拌仓,且挤出箱的顶端开设连通搅拌仓的进料口,所述搅拌仓的底端设置有一组连通绞龙输料管的排料管道,所述搅拌仓和排料管道的外围设置有加热盘管,且搅拌仓内安装有搅拌结构,排料管道内安装有下料结构,所述绞龙输料管的一端通出挤出箱外的一端与一组挤出管连通,所述绞龙输料管远离挤出管的一侧安装有一组挤出电机,所述
一种TPU薄膜流延挤出装置.pdf
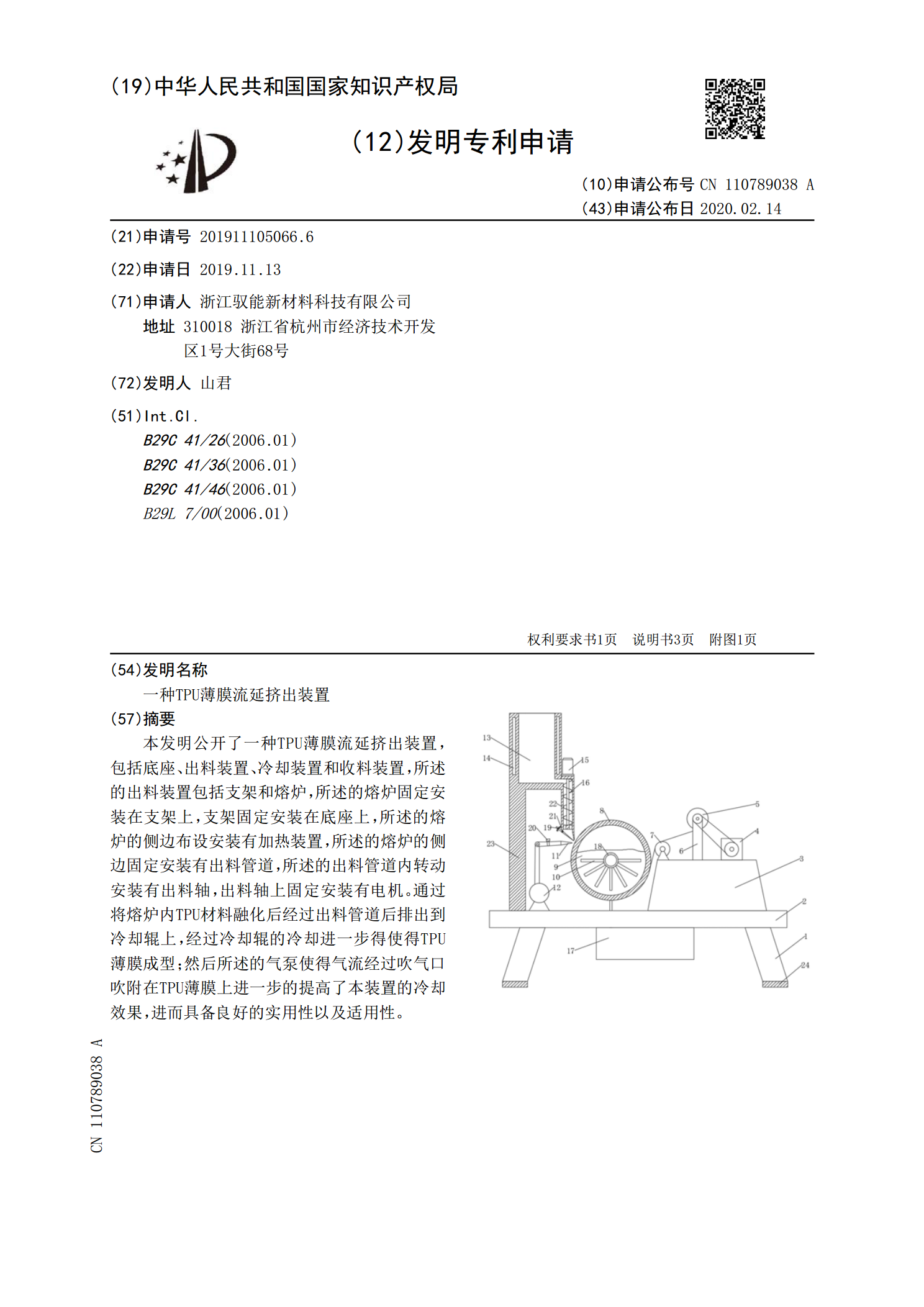
本发明公开了一种TPU薄膜流延挤出装置,包括底座、出料装置、冷却装置和收料装置,所述的出料装置包括支架和熔炉,所述的熔炉固定安装在支架上,支架固定安装在底座上,所述的熔炉的侧边布设安装有加热装置,所述的熔炉的侧边固定安装有出料管道,所述的出料管道内转动安装有出料轴,出料轴上固定安装有电机。通过将熔炉内TPU材料融化后经过出料管道后排出到冷却辊上,经过冷却辊的冷却进一步得使得TPU薄膜成型;然后所述的气泵使得气流经过吹气口吹附在TPU薄膜上进一步的提高了本装置的冷却效果,进而具备良好的实用性以及适用性。