
金属冲压件翻边处成型凸包方法及专用冲压模具组.pdf

俊英****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属冲压件翻边处成型凸包方法及专用冲压模具组.pdf
本申请涉及一种金属冲压件翻边处成型凸包方法及专用冲压模具组,该方法包括以下步骤:基本形状冲压:将带状的板材输送至冲压设备的中,通过冲压模具将板材冲压成型为金属冲压件的基本形状,以形成第一加工体;拉边长凸起冲压:在第一加工体即将形成凸包处冲压成型拉边长凸起以形成第二加工体;裁切冲压:在第二加工体设置有拉边长凸起处冲压裁切处理,且将拉边长凸起裁切为预留部分和废弃部分以形成第三加工体,预留部分位于第三加工体上,废弃部分位于裁切废料上;凸包翻边一体冲压:在第三加工体的周边冲压成型出翻边和凸包以形成第四加工体。本申

凸筋类凸台冲压件的冷镦压用模具和成型方法.pdf
一种凸筋类凸台冲压件的冷镦压用模具,该模具包括凸模、上模、哈弗和锁紧块;所述的凸模用于支撑凸台的内壁、且凸模的侧壁与凸台的内侧壁相贴合、并凸台的内侧顶壁与凸模的上顶面之间设置有间隙;所述的上模位于凸模和待冷镦压的凸台冲压件的上部,且上模的下底面与凸台冲压件凸筋所在的位置的上边缘齐平;所述的哈弗位于待冷镦压的凸台冲压件外周面,哈弗的上端面与上模的下端面相贴合,哈弗的下端面与凸模的下端面齐平,哈弗的内侧壁上设置有供冷镦压时、凸台冲压件上的凸筋向外侧形变的预留空隙,哈弗的内侧壁预留空隙之外的内侧壁与凸台冲压件外

一种具有孔内翻边成型功能的冲压模具.pdf
本发明公开了一种具有孔内翻边成型功能的冲压模具,属于冲压模具技术领域,包括下模机构:其包括下模板和下模座,所述下模座通过垫板固定在下模板上,所述下模座上设置有导柱,所述下模座上设置有凹模,所述下模座和所述下模板之间设置有卸料机构,所述卸料机构延伸至所述凹模内;本发明通过凸模作用在凹模上形成初步的冲压形状,折弯气缸推动平压板使工件边缘平缓向凹模内翻边折弯,实现单工位完成孔内翻边折弯,从而节约了模具工位,提高加工效率;通过限位框支撑在盲孔槽内,使上模座与下模座之间留有一定的间隙,便于平压板的活动,并设置缓冲柱

一种背板凸包的冲压模具.pdf
本发明提供背板凸包的冲压模具,包括底模,所述底模上端面四个棱角处均安装导向柱,所述底模上侧设有压板,所述导向柱上端贯穿压板,所述底模上端面开设球槽,所述球槽内设有半球罩,所述球槽内表面左侧和右侧均开设定位槽,所述定位槽内部下端面开设第一螺纹盲孔,所述半球罩外表面左侧和右侧均固定定位板,所述定位板设置在定位槽内,且定位板上端面开设沉头孔,所述沉头孔内设有内六角螺栓,所述压板下端面中部位置安装冲压杆,所述冲压杆下端安装半球头,所述半球头上端面中部位置开设第二螺纹盲孔,所述冲压杆下端固定螺柱,与现有技术相比,本
冲压成型方法、冲压模具及冲压系统.pdf
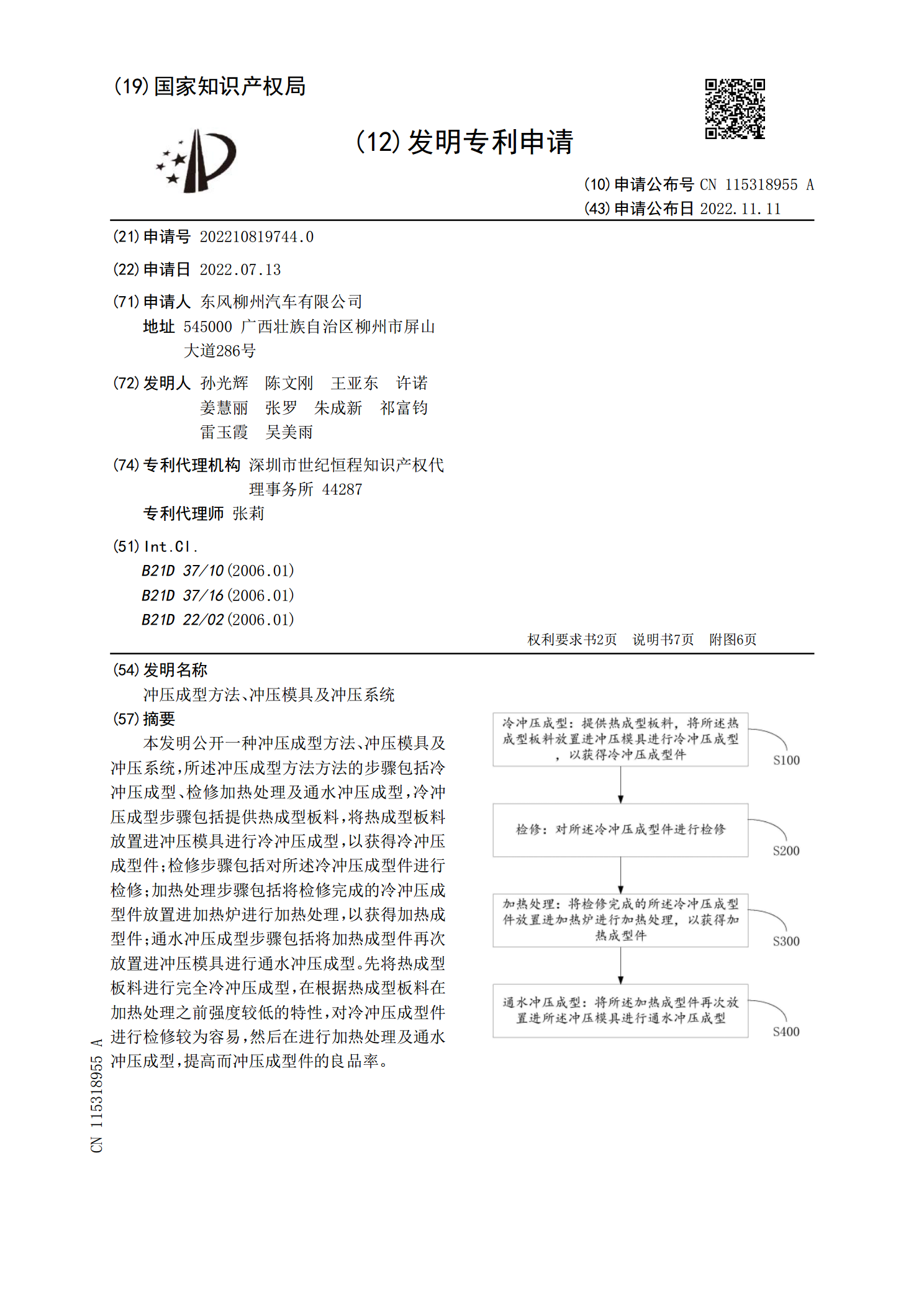
本发明公开一种冲压成型方法、冲压模具及冲压系统,所述冲压成型方法方法的步骤包括冷冲压成型、检修加热处理及通水冲压成型,冷冲压成型步骤包括提供热成型板料,将热成型板料放置进冲压模具进行冷冲压成型,以获得冷冲压成型件;检修步骤包括对所述冷冲压成型件进行检修;加热处理步骤包括将检修完成的冷冲压成型件放置进加热炉进行加热处理,以获得加热成型件;通水冲压成型步骤包括将加热成型件再次放置进冲压模具进行通水冲压成型。先将热成型板料进行完全冷冲压成型,在根据热成型板料在加热处理之前强度较低的特性,对冷冲压成型件进行检修较