
多工位电子束焊接装置设计及控制.docx

雨巷****可歆


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

多工位电子束焊接装置设计及控制.docx
多工位电子束焊接装置设计及控制摘要:本文针对小零件电子束焊单件焊接效率低下的问题根据现场实际设计了电子束焊多工位焊接装置一次抽真空可焊接多个零件实现工作过程中工位转换的自动控制。关键词:电子束焊;多工位焊接;自动控制中图分类号:TG506文献标识码:A电子束焊机工作时需将工作仓抽真空达到工艺规定的真空度才能进行电子束焊接工作。在较大的电子束焊机上焊接小型零件时抽真空时间所占比例非常大可达焊接工作周期的80%。为提高小零件的焊接效率本文设计了多
多工位电子束焊接装置设计及控制.docx
多工位电子束焊接装置设计及控制摘要:本文针对小零件电子束焊单件焊接效率低下的问题根据现场实际设计了电子束焊多工位焊接装置一次抽真空可焊接多个零件实现工作过程中工位转换的自动控制。关键词:电子束焊;多工位焊接;自动控制中图分类号:TG506文献标识码:A电子束焊机工作时需将工作仓抽真空达到工艺规定的真空度才能进行电子束焊接工作。在较大的电子束焊机上焊接小型零件时抽真空时间所占比例非常大可达焊接工作周期的80%。为提高小零件的焊接效率本文设计了多
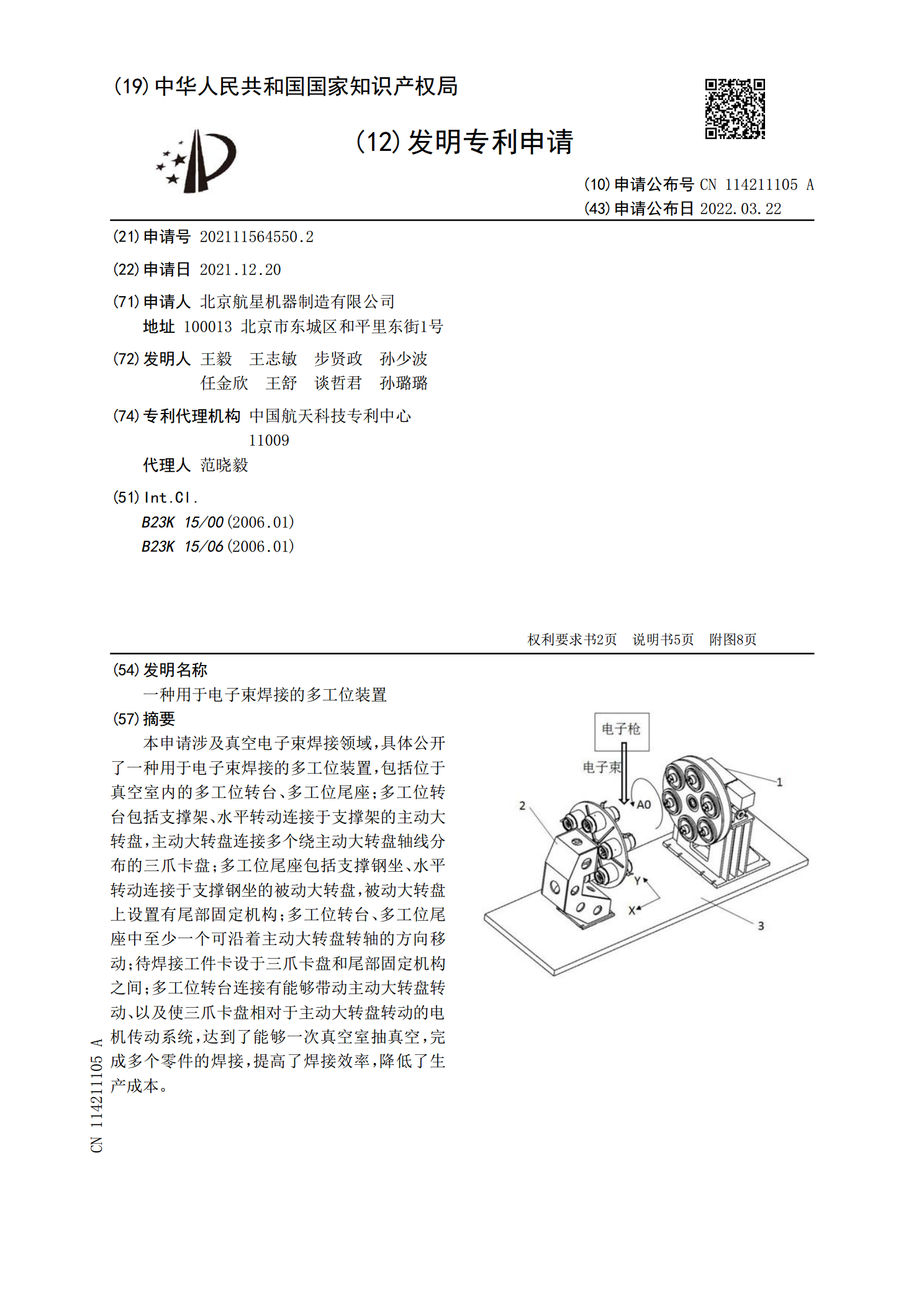
一种用于电子束焊接的多工位装置.pdf
本申请涉及真空电子束焊接领域,具体公开了一种用于电子束焊接的多工位装置,包括位于真空室内的多工位转台、多工位尾座;多工位转台包括支撑架、水平转动连接于支撑架的主动大转盘,主动大转盘连接多个绕主动大转盘轴线分布的三爪卡盘;多工位尾座包括支撑钢坐、水平转动连接于支撑钢坐的被动大转盘,被动大转盘上设置有尾部固定机构;多工位转台、多工位尾座中至少一个可沿着主动大转盘转轴的方向移动;待焊接工件卡设于三爪卡盘和尾部固定机构之间;多工位转台连接有能够带动主动大转盘转动、以及使三爪卡盘相对于主动大转盘转动的电机传动系统,
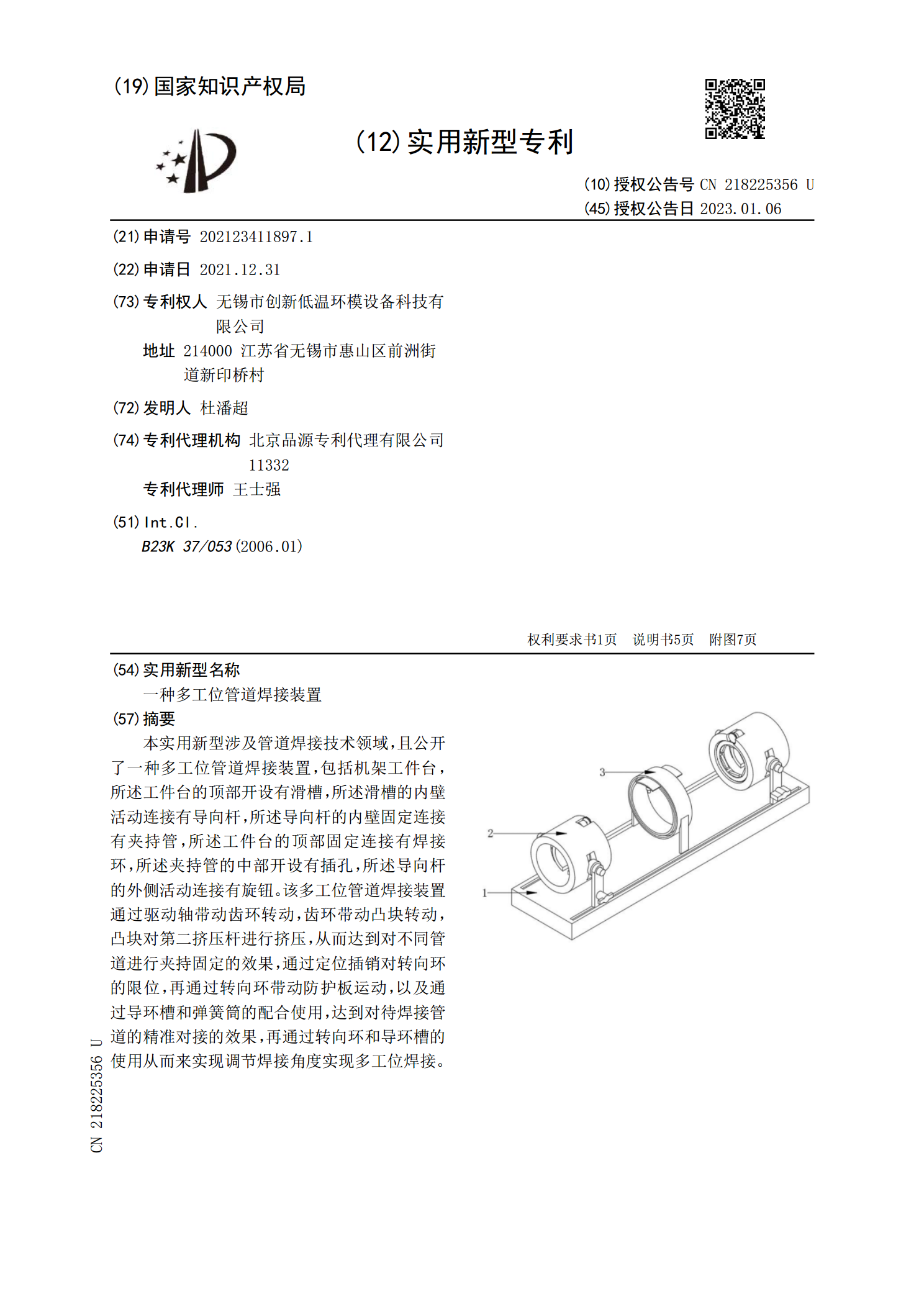
一种多工位管道焊接装置.pdf
本实用新型涉及管道焊接技术领域,且公开了一种多工位管道焊接装置,包括机架工件台,所述工件台的顶部开设有滑槽,所述滑槽的内壁活动连接有导向杆,所述导向杆的内壁固定连接有夹持管,所述工件台的顶部固定连接有焊接环,所述夹持管的中部开设有插孔,所述导向杆的外侧活动连接有旋钮。该多工位管道焊接装置通过驱动轴带动齿环转动,齿环带动凸块转动,凸块对第二挤压杆进行挤压,从而达到对不同管道进行夹持固定的效果,通过定位插销对转向环的限位,再通过转向环带动防护板运动,以及通过导环槽和弹簧筒的配合使用,达到对待焊接管道的精准对接

焊接工位除尘装置的设计与应用.docx
焊接工位除尘装置的设计与应用焊接工位除尘装置的设计与应用摘要:焊接是一种常见的工业生产过程,其产生的焊接烟尘对人体健康和环境造成严重影响。本文通过对焊接工位除尘装置的设计与应用进行研究,旨在解决焊接过程中产生的烟尘排放问题。首先介绍了焊接烟尘的危害和现有的除尘技术。然后,详细阐述了焊接工位除尘装置的设计原则和结构。最后,通过实验验证了该装置在除尘效率和工作性能方面的可行性。关键词:焊接;烟尘;除尘装置;设计;应用1.引言焊接是一种常见的工业生产过程,在各种行业中得到广泛应用。然而,焊接过程中产生的焊接烟尘