
一种气门油封级进模具.pdf

Jo****34


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种气门油封级进模具.pdf
本发明提供一种气门油封级进模具,涉及级进类模具技术领域,以解决在传统的级进模具的精度不够,导致不能批量的进行对尺寸要求极高的零件进行生产,降低了气门油封级进模具的生产效率的问题,包括底座;所述底座为长方体结构,且居中左侧固定安装小基座盘。本发明中由于大基座盘包括预留孔、二号抽槽、冲底孔、倒角槽、下产品口和切废料槽,大基座盘的居中上端分别竖向开设一排圆形的空心槽孔,且从大基座盘的左侧顶端安装一对圆形的预留孔,一对预留孔的居中开设二号抽槽,且在右侧的预留孔右端连接开设冲底孔,和冲底孔右侧并排开设倒角槽,且下产

一种高耐磨气门增压油封.pdf
本发明公开了一种发动机高耐磨气门增压油封,包括橡胶本体、骨架及PTFE贴片,通过三种不同材质同时硫化粘合成型。成型后,在PTFE贴片上生成与气门杆过盈配合的主唇口,PTFE贴片唇口呈环形锯齿状,在橡胶本体上,生成与气门杆过盈配合的背压气唇。在橡胶本体2上,还设有环形分布的4个凸台,凸台的表面与气门杆呈间隙配合。由于PTFE贴片设有环形锯齿状多唇口结构,能长时间保证在高速、高压的工作条件下使用,同时也不易于磨损;在PTFE贴片唇口下部设有背压气唇,能够在涡轮增压条件下,有效控制发动机机油进入到气缸的漏油量,
一种可承受正负压交替的气门油封.pdf
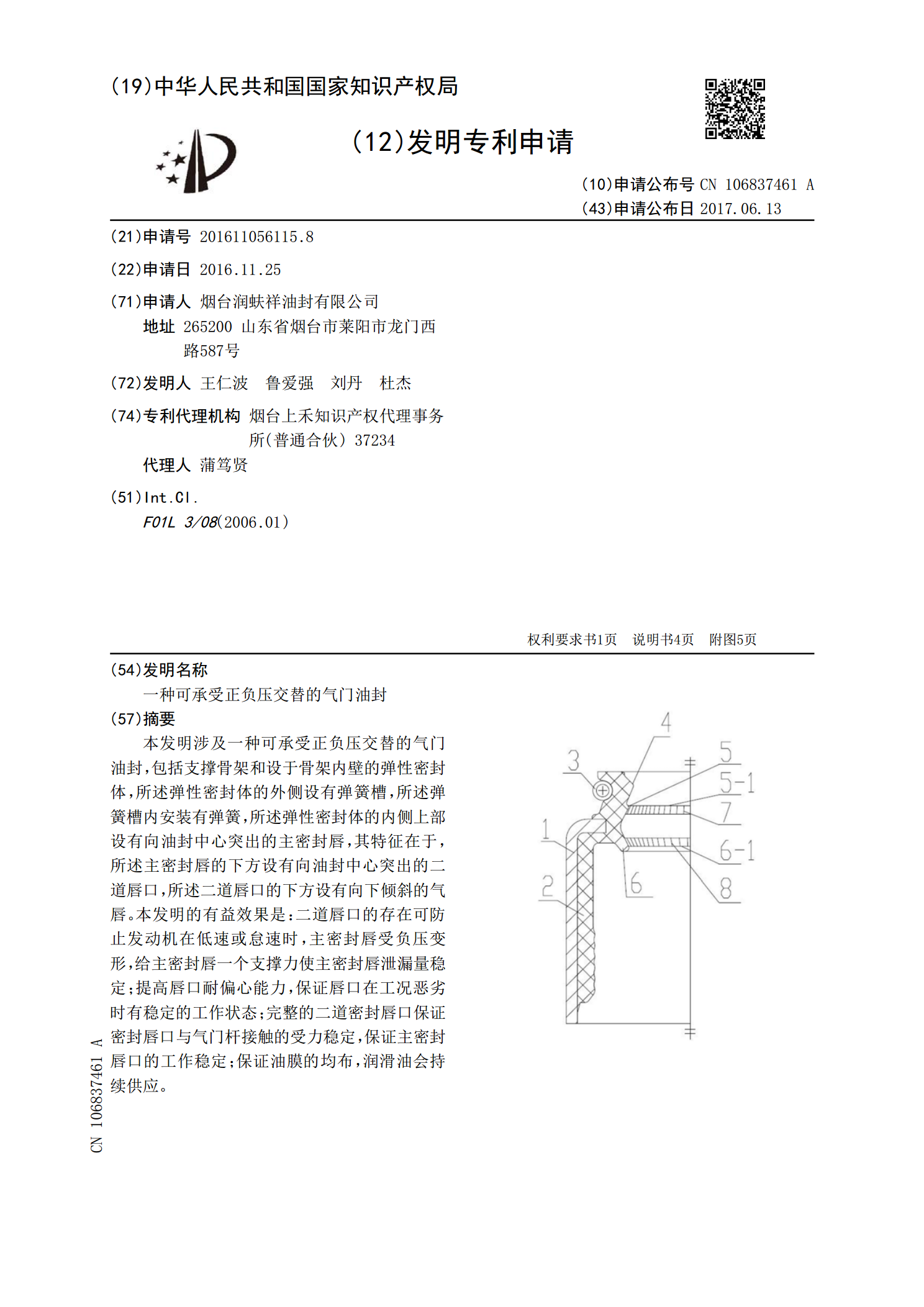
本发明涉及一种可承受正负压交替的气门油封,包括支撑骨架和设于骨架内壁的弹性密封体,所述弹性密封体的外侧设有弹簧槽,所述弹簧槽内安装有弹簧,所述弹性密封体的内侧上部设有向油封中心突出的主密封唇,其特征在于,所述主密封唇的下方设有向油封中心突出的二道唇口,所述二道唇口的下方设有向下倾斜的气唇。本发明的有益效果是:二道唇口的存在可防止发动机在低速或怠速时,主密封唇受负压变形,给主密封唇一个支撑力使主密封唇泄漏量稳定;提高唇口耐偏心能力,保证唇口在工况恶劣时有稳定的工作状态;完整的二道密封唇口保证密封唇口与气门杆

一种自动气门油封压装喷油机构.pdf
本发明公开了一种自动气门油封压装喷油机构,包括压头、驱动件以及喷油组件,其中:所述压头的第一端与所述驱动件的输出端连接,所述压头的第二端凹设有压装槽,所述压装槽的内轮廓面与气门油封的外轮廓面相适应;所述喷油组件的出油端设置于所述压装槽内,所述喷油组件的出油端的出油口通过所述气门油封的顶部开口延伸至所述气门油封内。与现有技术相比,本发明通过于压头内设置喷油组件,压头取料时可以喷油润滑气门油封内壁,并在压装后对气门导管进行喷油润滑,避免在装配气门时再次喷油降低效率,保证了气门油封内部喷油润滑和气门导管内部喷油

一种密封性好的气门油封骨架制造工艺.pdf
本发明公开了一种密封性好的气门油封骨架制造工艺,制造流程:铁壳回厂检验、模锻、皮膜和接着;氟橡胶添加制造流程:加模具、胶料裁切、加硫成型和检验包装。铁壳送入模锻设备内,在铁壳内侧开出T口环形槽;铁壳送入皮膜工序进行脱脂,向装有铁壳的容器中加入脱脂液;去脂后的铁壳送入加有磷化液的容器中;表面处理后的铁壳送入加有硫化液的容器中;铁壳放入加有接着剂的容器中,第一次浸泡时通过搅拌机进行搅拌两小时,温度控制在200℃,第二次浸泡时通过搅拌机进行搅拌两小时,温度控制在160℃,浸泡后将铁壳烘干制得油封骨架。本发明具有