
宽叶片螺旋钻杆加工工艺论文.docx

书生****66


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

宽叶片螺旋钻杆加工工艺论文.docx
宽叶片螺旋钻杆加工工艺论文1宽叶片螺旋钻杆加工工艺技术研究目前重庆院设计的宽叶片螺旋钻杆外径尺寸为Φ73、Φ89长度尺寸为550、600、800、1000、1500。以使用量最大的63ZGLL73×1000宽叶片螺旋钻杆为例进行具体的加工工艺技术研究。63ZGLL73×1000宽叶片螺旋钻杆由63ZG1000光钻杆在外圆绕制了螺旋叶片通过双面焊将螺旋叶片与钻杆固定。1.1叶片下料工艺根据Φ63宽叶片螺旋钻杆的订单数量确定叶片的下料方式有2种:一类
宽叶片螺旋钻杆加工工艺论文.docx
宽叶片螺旋钻杆加工工艺论文1宽叶片螺旋钻杆加工工艺技术研究目前重庆院设计的宽叶片螺旋钻杆外径尺寸为Φ73、Φ89长度尺寸为550、600、800、1000、1500。以使用量最大的63ZGLL73×1000宽叶片螺旋钻杆为例进行具体的加工工艺技术研究。63ZGLL73×1000宽叶片螺旋钻杆由63ZG1000光钻杆在外圆绕制了螺旋叶片通过双面焊将螺旋叶片与钻杆固定。1.1叶片下料工艺根据Φ63宽叶片螺旋钻杆的订单数量确定叶片的下料方式有2种:一类

双头宽叶片螺旋钻杆螺旋叶片成型工艺.docx
双头宽叶片螺旋钻杆螺旋叶片成型工艺双头宽叶片螺旋钻杆螺旋叶片成型工艺一、背景双头宽叶片螺旋钻杆螺旋叶片是一种用于坑道掘进、地铁隧道、高速铁路等的关键设备。该设备主要由钻杆和螺旋叶片组成,螺旋叶片是钻杆的核心部分,其成型质量直接影响钻杆和整个设备的性能和寿命。因此,钻杆螺旋叶片成型工艺的优化和提高至关重要。二、现状分析目前,双头宽叶片螺旋钻杆螺旋叶片的生产主要采用锻造、模锻、冷拔等传统工艺,但这些工艺存在一些缺点,如生产效率低、成本高、能耗大、制造周期长等。此外,螺旋叶片的精度和表面质量无法得到有效保证,影

双头宽叶片螺旋钻杆螺旋叶片焊接工艺技术研究.docx
双头宽叶片螺旋钻杆螺旋叶片焊接工艺技术研究双头宽叶片螺旋钻杆螺旋叶片焊接工艺技术研究摘要:双头宽叶片螺旋钻杆是工程机械领域中常用的部件之一,其叶片的焊接工艺对于整个钻杆的质量和使用寿命具有重要影响。本文通过对双头宽叶片螺旋钻杆焊接工艺技术进行研究和分析,提出了一种优化的焊接工艺,旨在提高叶片的焊接质量和耐久性。关键词:双头宽叶片螺旋钻杆,焊接工艺,叶片,质量,耐久性第一章引言1.1研究背景双头宽叶片螺旋钻杆在工程机械领域中广泛应用,其叶片的质量和耐久性对于整个钻杆的性能具有重要的影响。目前,一般采用手工焊
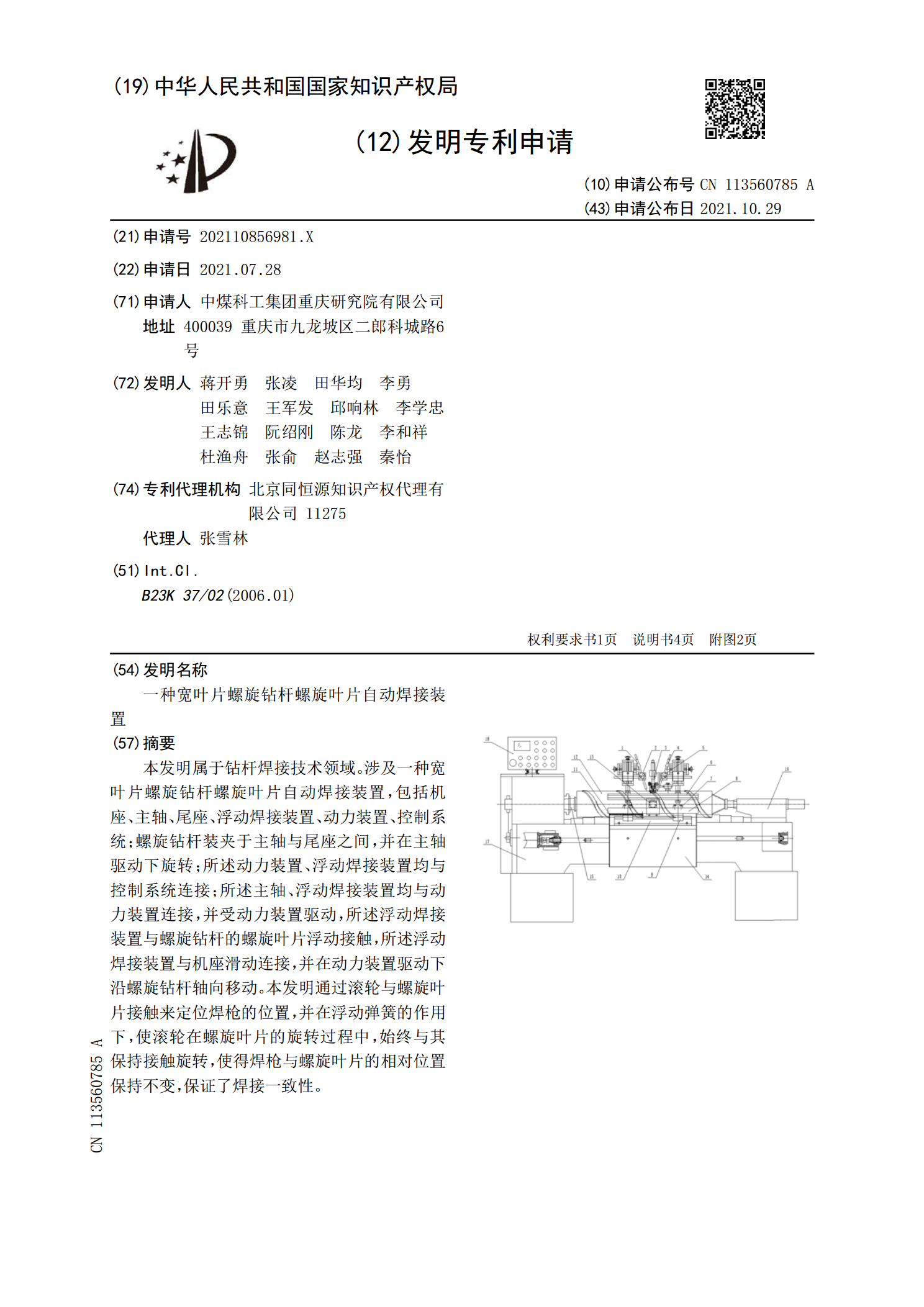
一种宽叶片螺旋钻杆螺旋叶片自动焊接装置.pdf
本发明属于钻杆焊接技术领域。涉及一种宽叶片螺旋钻杆螺旋叶片自动焊接装置,包括机座、主轴、尾座、浮动焊接装置、动力装置、控制系统;螺旋钻杆装夹于主轴与尾座之间,并在主轴驱动下旋转;所述动力装置、浮动焊接装置均与控制系统连接;所述主轴、浮动焊接装置均与动力装置连接,并受动力装置驱动,所述浮动焊接装置与螺旋钻杆的螺旋叶片浮动接触,所述浮动焊接装置与机座滑动连接,并在动力装置驱动下沿螺旋钻杆轴向移动。本发明通过滚轮与螺旋叶片接触来定位焊枪的位置,并在浮动弹簧的作用下,使滚轮在螺旋叶片的旋转过程中,始终与其保持接触