
一种制造初拉力弹簧的方法和装置.pdf

听云****君哇


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种制造初拉力弹簧的方法和装置.pdf
本发明提供一种制造初拉力弹簧的方法和装置,所述方法包括:将未绕制的钢丝绕制在芯棒(2)上,得到初次绕制的钢丝,将初次绕制的钢丝的第一端固定在所述芯棒(2)上;将所述制造初拉力弹簧的装置(3)套设在芯棒(2)外,从所述初次绕制的钢丝的第二端起,沿所述初次绕制的钢丝的旋向的相反方向转动所述制造初拉力弹簧的装置(3),使得所述初次绕制的钢丝逐圈释放,得到套设在所述制造初拉力弹簧的装置(3)外侧的具有初拉力的螺旋钢丝;在具有初拉力的螺旋钢丝的两端制作钩环,得到弹簧。保留下来的扭剪应力可达到材料的屈服极限,钢丝不易

弹簧装置、用于制造弹簧环的方法、离心摆装置和扭矩传递装置.pdf
本发明涉及一种用于离心摆装置(300)的弹簧装置,该离心摆装置(300)具有可围绕转动轴线转动的摆块承载件(302)、沿着摆轨可移动地设置在摆块承载件(302)上的摆块(304)以及用于以径向向外指向的弹簧力加载摆块(304)的弹簧装置,其中弹簧装置具有带有多个弹簧环部段的至少一个闭合的弹簧环(314),并且弹簧环部段具有不同的预应力;本发明还涉及一种用于制造这种弹簧装置的弹簧环(314)的方法;一种用于离心摆装置(300)的弹簧装置,所述弹簧装置具有多个轴向并排设置的弹簧弧形部段;一种具有这种弹簧装置的
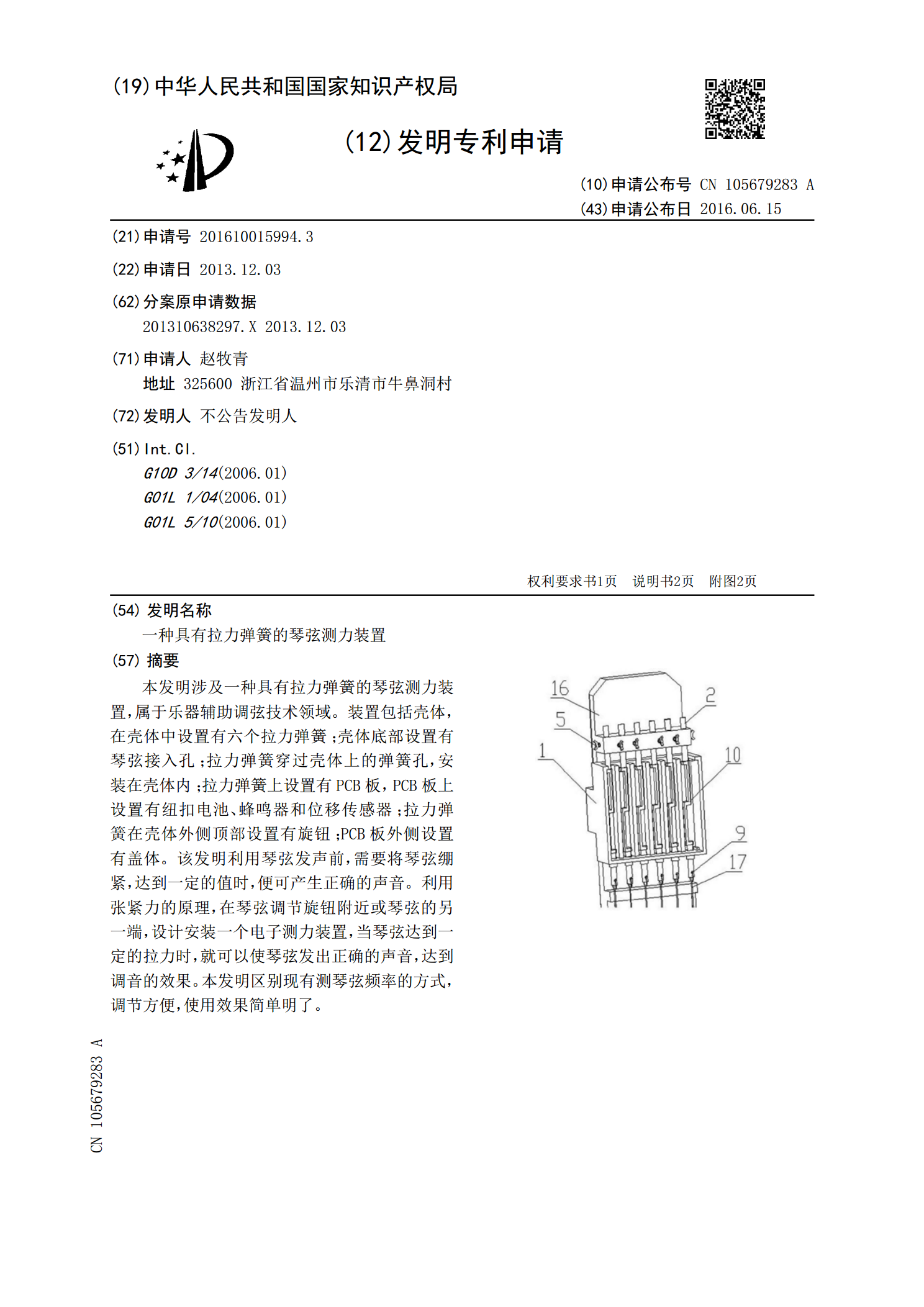
一种具有拉力弹簧的琴弦测力装置.pdf
本发明涉及一种具有拉力弹簧的琴弦测力装置,属于乐器辅助调弦技术领域。装置包括壳体,在壳体中设置有六个拉力弹簧;壳体底部设置有琴弦接入孔;拉力弹簧穿过壳体上的弹簧孔,安装在壳体内;拉力弹簧上设置有PCB板,PCB板上设置有纽扣电池、蜂鸣器和位移传感器;拉力弹簧在壳体外侧顶部设置有旋钮;PCB板外侧设置有盖体。该发明利用琴弦发声前,需要将琴弦绷紧,达到一定的值时,便可产生正确的声音。利用张紧力的原理,在琴弦调节旋钮附近或琴弦的另一端,设计安装一个电子测力装置,当琴弦达到一定的拉力时,就可以使琴弦发出正确的声音
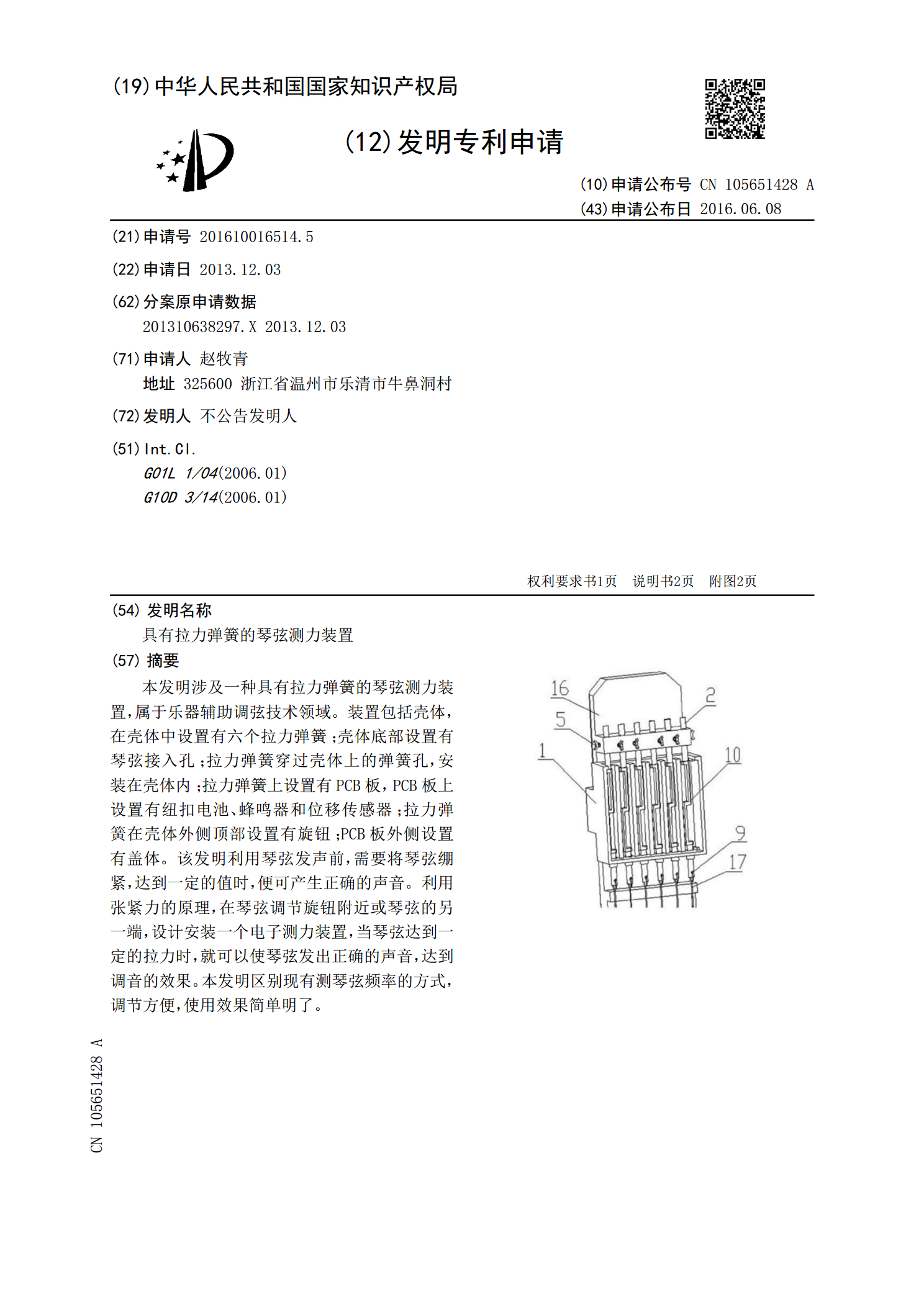
具有拉力弹簧的琴弦测力装置.pdf
本发明涉及一种具有拉力弹簧的琴弦测力装置,属于乐器辅助调弦技术领域。装置包括壳体,在壳体中设置有六个拉力弹簧;壳体底部设置有琴弦接入孔;拉力弹簧穿过壳体上的弹簧孔,安装在壳体内;拉力弹簧上设置有PCB板,PCB板上设置有纽扣电池、蜂鸣器和位移传感器;拉力弹簧在壳体外侧顶部设置有旋钮;PCB板外侧设置有盖体。该发明利用琴弦发声前,需要将琴弦绷紧,达到一定的值时,便可产生正确的声音。利用张紧力的原理,在琴弦调节旋钮附近或琴弦的另一端,设计安装一个电子测力装置,当琴弦达到一定的拉力时,就可以使琴弦发出正确的声音

一种原料晾晒用跟踪日照弹簧拉力装置.pdf
本发明涉及原料晾晒领域,具体为一种原料晾晒用跟踪日照弹簧拉力装置。该装置的弹簧座中设置压力弹簧,拉杆和齿条通过压力弹簧刚性同轴连接;齿条的一端伸至弹簧座中压力弹簧的一端,齿条的另一端与齿条预拉紧顶杆上的挂钩相对应;拉杆的一端伸至弹簧座中压力弹簧的另一端,拉杆的另一端与可调距离定位块相对应;齿条的一侧与转轴上的齿轮相啮合,阳光照度计设置于齿轮的齿盘上,阳光照度计随齿轮转动角度,使阳光照度计始终正面对着日光;齿条的另一侧与啮合齿轮啮合,啮合齿轮与摩擦轮安装于转轴上,摩擦轮通过摩擦带与摩擦带调整座连接,摩擦带调