
家用吸尘器外壳注塑成型工艺.pdf

是你****元呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
家用吸尘器外壳注塑成型工艺.pdf
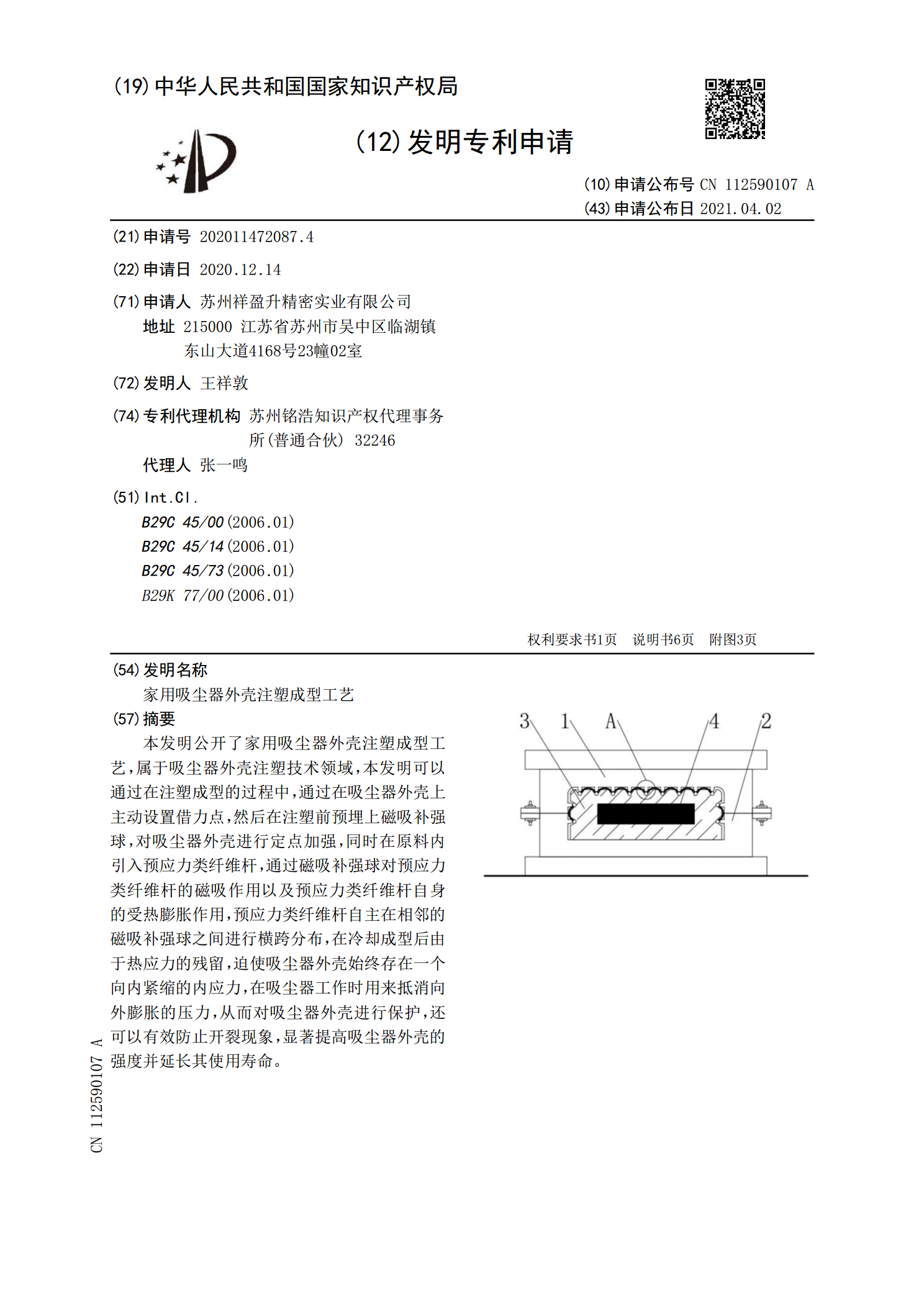
本发明公开了家用吸尘器外壳注塑成型工艺,属于吸尘器外壳注塑技术领域,本发明可以通过在注塑成型的过程中,通过在吸尘器外壳上主动设置借力点,然后在注塑前预埋上磁吸补强球,对吸尘器外壳进行定点加强,同时在原料内引入预应力类纤维杆,通过磁吸补强球对预应力类纤维杆的磁吸作用以及预应力类纤维杆自身的受热膨胀作用,预应力类纤维杆自主在相邻的磁吸补强球之间进行横跨分布,在冷却成型后由于热应力的残留,迫使吸尘器外壳始终存在一个向内紧缩的内应力,在吸尘器工作时用来抵消向外膨胀的压力,从而对吸尘器外壳进行保护,还可以有效防止开

注塑成型注塑成型工艺.ppt
Ⅰ.注塑成型(射出成形)是什麼?注塑過程:合模→注塑→保壓→冷卻(塑化)→開模→脫模■Plastic的成型加工法Ⅱ.注塑成型機(InjectionMoldingMachine)■注塑成型機的區分<形態別的機種分類><形體(鎖模)方式分類>◆曲臂式(Toggle)的構造■注塑機的構造和名稱設置形體(鎖模力)注塑油壓電氣裝置的基礎部位形體(鎖模)注塑一般在Frame上面放置油壓和電氣控制部在Frame內部內裝油壓機器的一部分(板操作側)設置在Frame外部.③

一种注塑成型包布工艺以及产品外壳.pdf
本发明实施例公开了一种注塑成型包布工艺以及产品外壳,用于解决现有的塑料外壳包布工艺中布料与塑料外壳需要通过粘合剂进行结合,导致生产工序时间长,降低生产效率的技术问题。本发明实施例包括以下步骤S1、对预设模具注塑第一材料,使所述预设模具内形成硬塑胶件;S2、提供面料,将所述面料放入至所述预设模具内,并使所述面料与所述硬塑胶件之间留有预设间隙;S3、对预设模具注塑第二材料,使所述面料与所述硬塑胶件之间的预设间隙形成软胶层,所述面料通过所述软胶层与所述硬塑胶件结合。

注塑成型工艺.ppt
注塑成型工艺回目录页成型缺陷概要成型缺陷概要成型缺陷概要成型缺陷成因P(受力)的影响V(体积)的影响T(温度)的影响成型影响因素成型缺陷预防非工艺性缺陷非工艺性缺陷融体流动规律融体流动图示融体流动图示融体流动图示融体流动图示成型缺陷对策成型缺陷对策成型缺陷对策成型缺陷对策多级注塑概述多级注塑设定多级注塑技术应用示例1多级注塑技术应用示例2多级注塑技术应用示例4多级注塑技术应用示例4多级注塑技术应用示例5多级注塑技术应用示例6多级注塑技术应用示例7多级注塑技术应用示例8多级注塑技术应用示例9多级注塑技术应

注塑成型工艺.ppt
注塑成型工艺回目录页成型缺陷概要成型缺陷概要成型缺陷概要成型缺陷成因P(受力)的影响V(体积)的影响T(温度)的影响成型影响因素成型缺陷预防非工艺性缺陷非工艺性缺陷融体流动规律融体流动图示融体流动图示融体流动图示融体流动图示成型缺陷对策成型缺陷对策成型缺陷对策成型缺陷对策多级注塑概述多级注塑设定多级注塑技术应用示例1多级注塑技术应用示例2多级注塑技术应用示例4多级注塑技术应用示例4多级注塑技术应用示例5多级注塑技术应用示例6多级注塑技术应用示例7多级注塑技术应用示例8多级注塑技术应用示例9多级注塑技术应