
注塑成型注塑成型工艺.ppt

曾琪****是我

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共96页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注塑成型注塑成型工艺.ppt
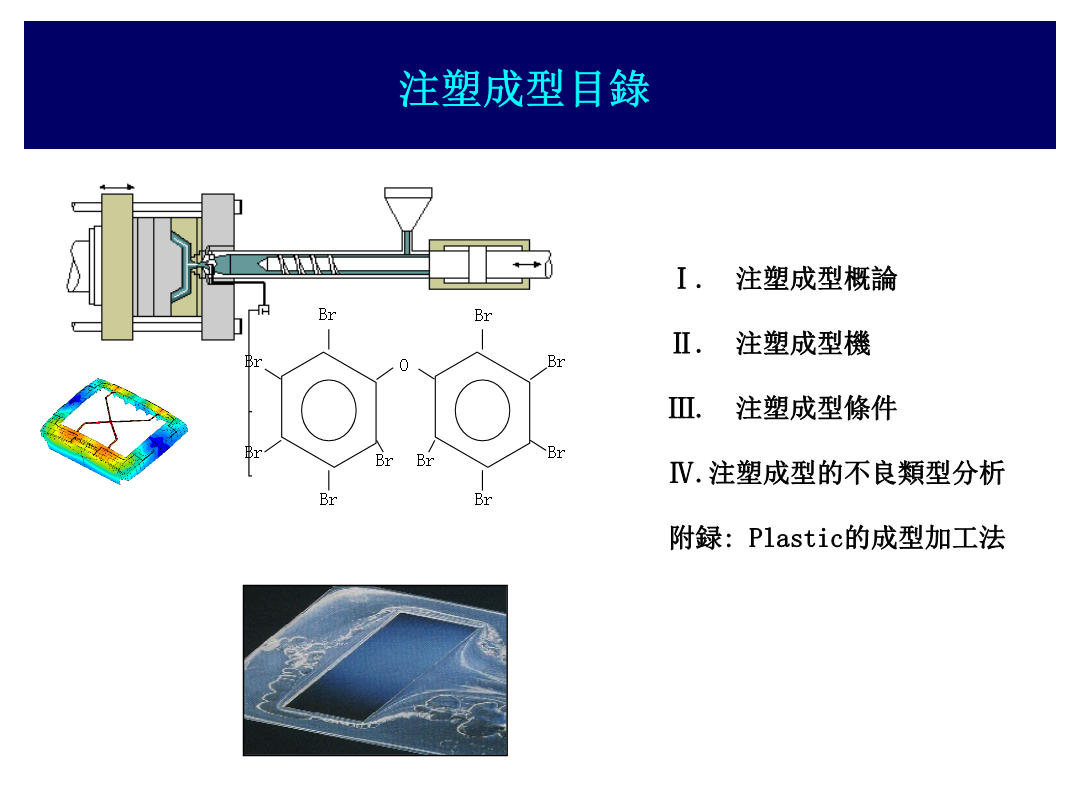
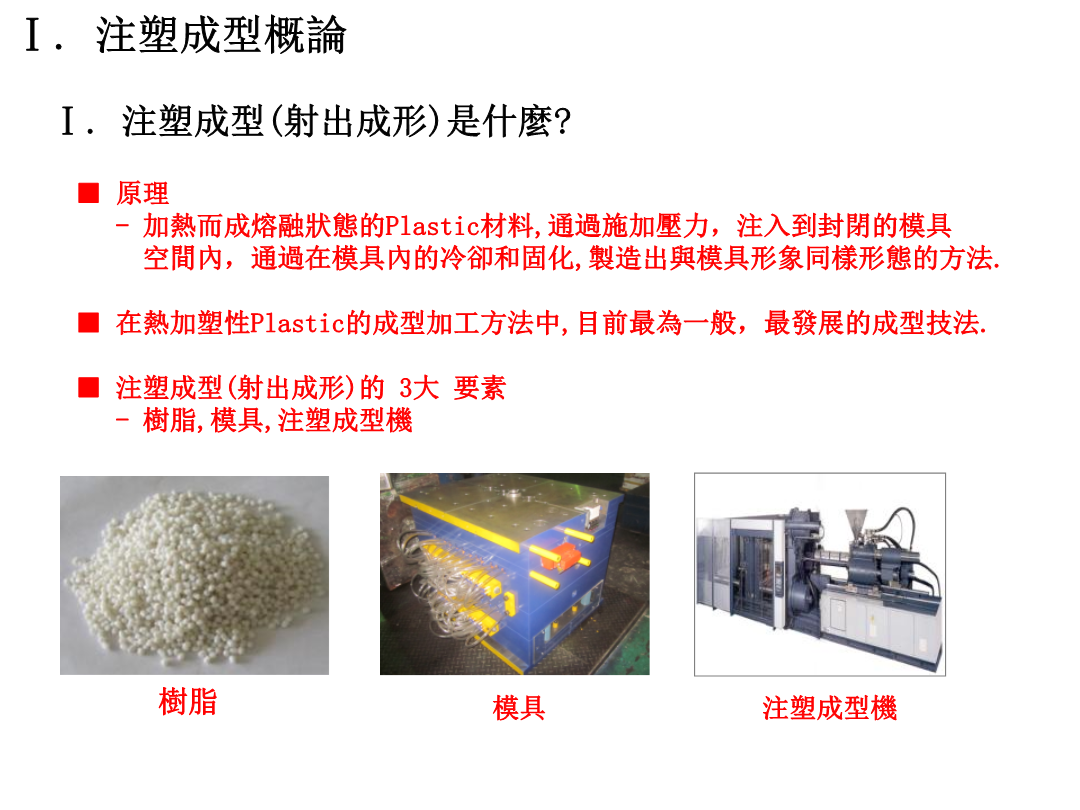
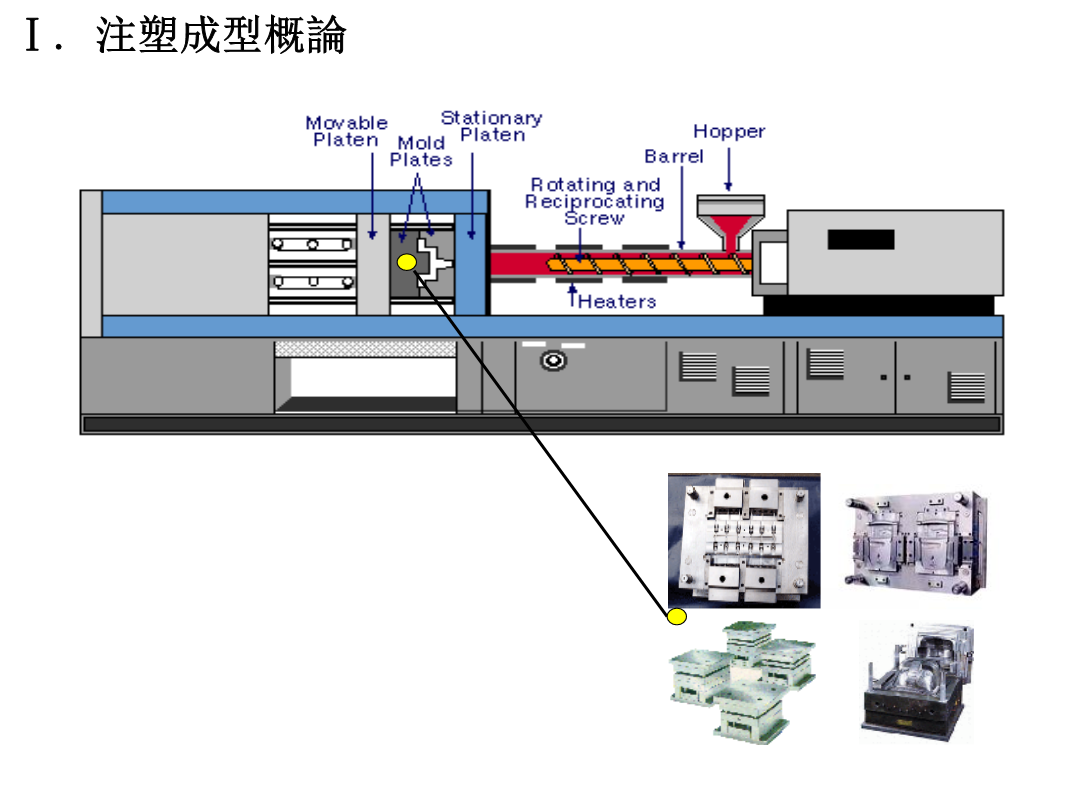
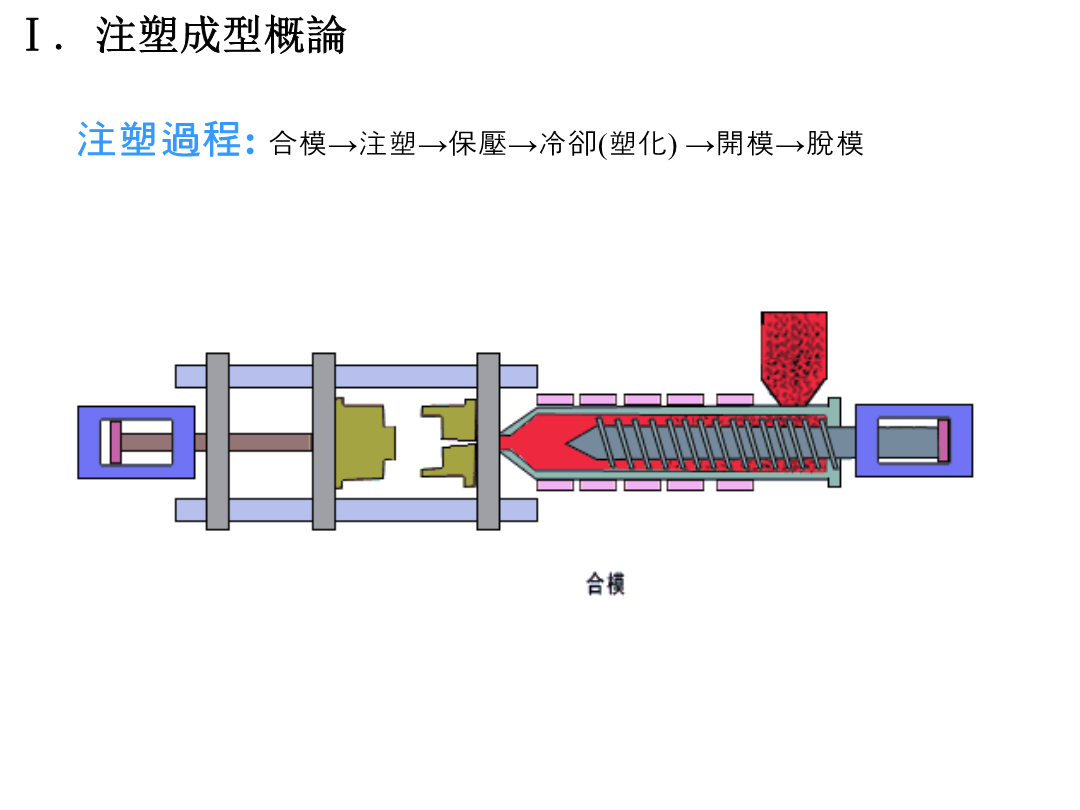
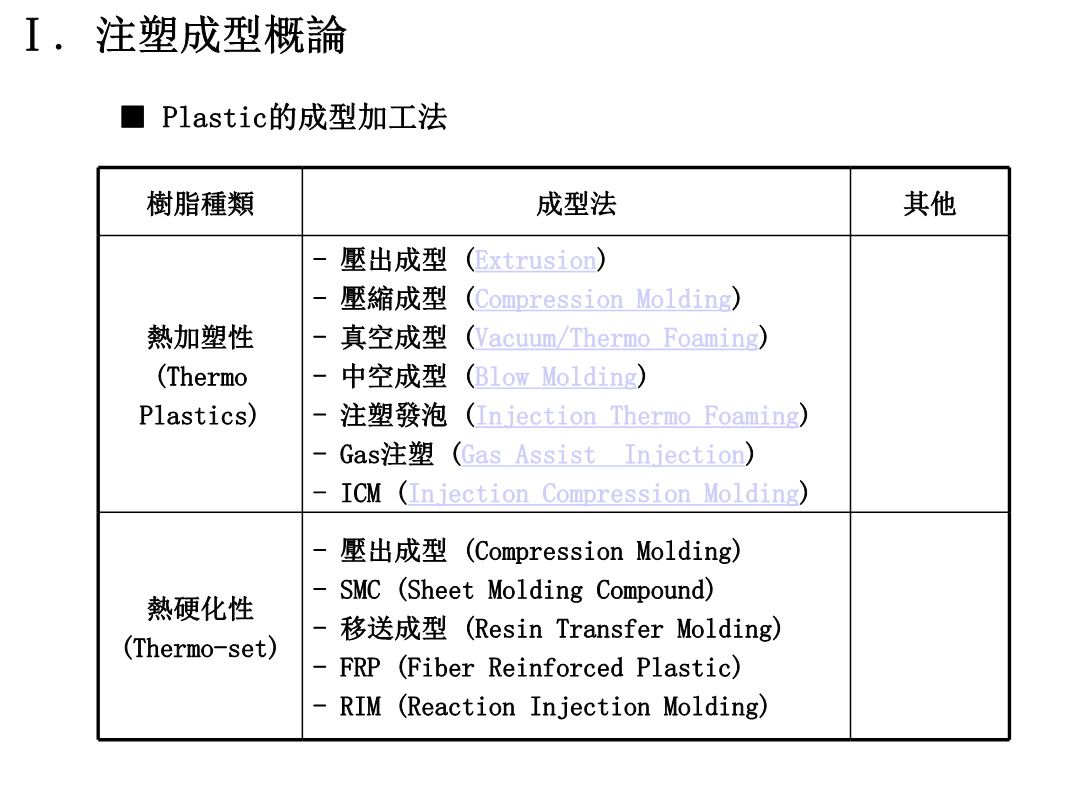
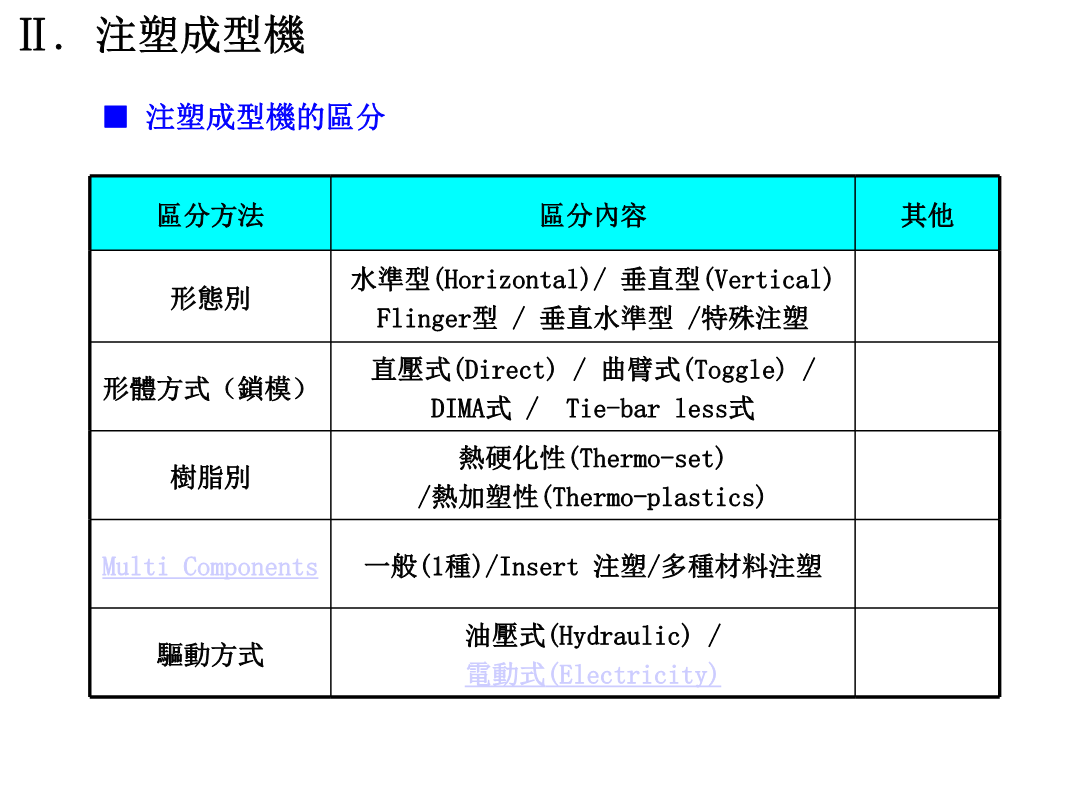
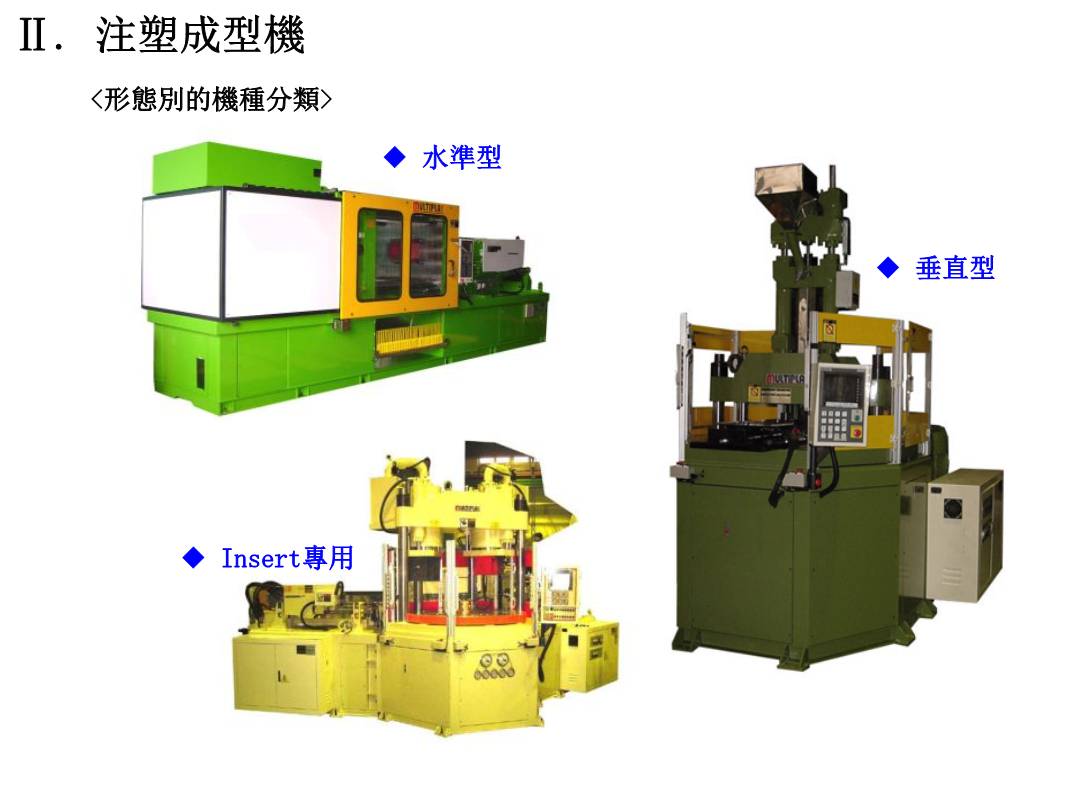
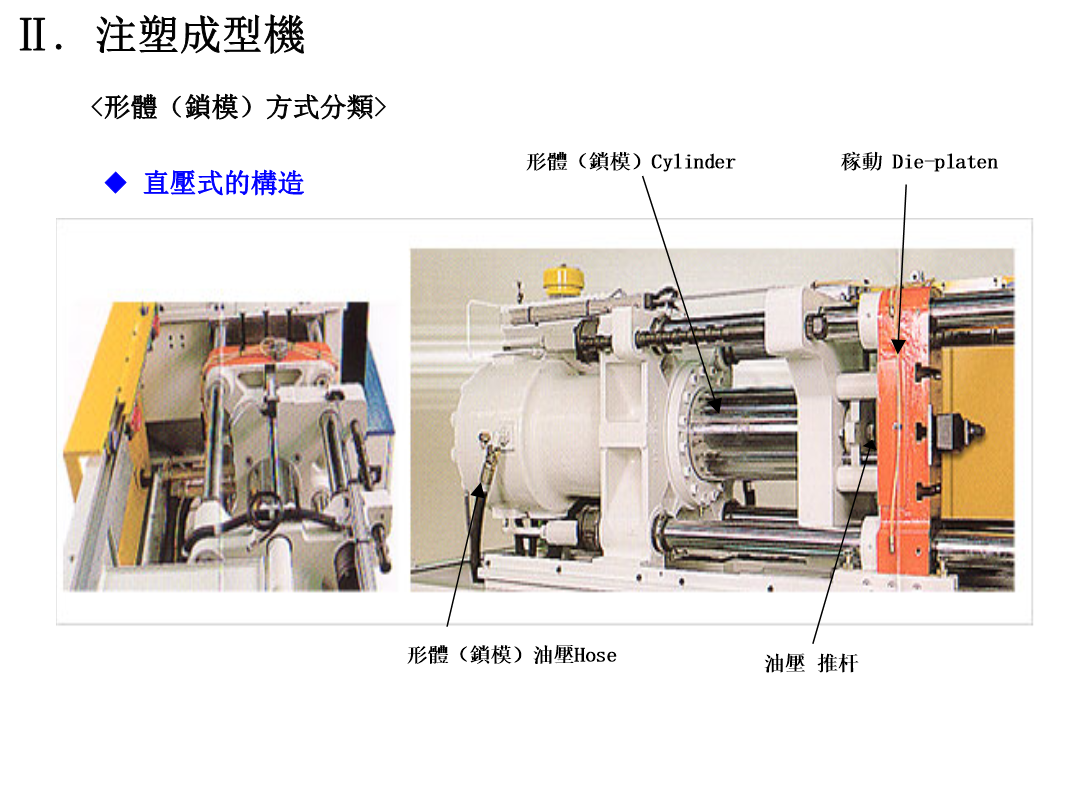
Ⅰ.注塑成型(射出成形)是什麼?注塑過程:合模→注塑→保壓→冷卻(塑化)→開模→脫模■Plastic的成型加工法Ⅱ.注塑成型機(InjectionMoldingMachine)■注塑成型機的區分<形態別的機種分類><形體(鎖模)方式分類>◆曲臂式(Toggle)的構造■注塑機的構造和名稱設置形體(鎖模力)注塑油壓電氣裝置的基礎部位形體(鎖模)注塑一般在Frame上面放置油壓和電氣控制部在Frame內部內裝油壓機器的一部分(板操作側)設置在Frame外部.③

注塑成型工艺.ppt
注塑成型工艺2008年10月18目录塑料的基本概念塑料的分类1、热稳定性热稳定性较好的树脂——聚乙烯、聚丙烯、聚苯乙烯等;热稳定性差的树脂——硬聚氯乙烯(HPVC)、软聚氯乙烯(SPVC)、聚甲醛(POM)和防火塑料等。2、熔融指数(FMI)熔融指数较低的树脂——HPVC、SPVC、PC、PMMA等;熔融指数较高的树脂——聚苯乙烯、聚乙烯、聚丙烯、尼龙等。3、塑料的含水率与干燥温度塑料制品的设计要点塑料制品的设计要点塑料制品的设计要点防止和避免塑料的变形和翘曲。设置加强筋的方向应与料流方向尽量保持一致,以
注塑成型工艺.ppt
注塑成型工艺回目录页成型缺陷概要成型缺陷概要成型缺陷概要成型缺陷成因P(受力)的影响V(体积)的影响T(温度)的影响成型影响因素成型缺陷预防非工艺性缺陷非工艺性缺陷融体流动规律融体流动图示融体流动图示融体流动图示融体流动图示成型缺陷对策成型缺陷对策成型缺陷对策成型缺陷对策多级注塑概述多级注塑设定多级注塑技术应用示例1多级注塑技术应用示例2多级注塑技术应用示例4多级注塑技术应用示例4多级注塑技术应用示例5多级注塑技术应用示例6多级注塑技术应用示例7多级注塑技术应用示例8多级注塑技术应用示例9多级注塑技术应

注塑成型工艺.ppt
注塑成型工艺回目录页成型缺陷概要成型缺陷概要成型缺陷概要成型缺陷成因P(受力)的影响V(体积)的影响T(温度)的影响成型影响因素成型缺陷预防非工艺性缺陷非工艺性缺陷融体流动规律融体流动图示融体流动图示融体流动图示融体流动图示成型缺陷对策成型缺陷对策成型缺陷对策成型缺陷对策多级注塑概述多级注塑设定多级注塑技术应用示例1多级注塑技术应用示例2多级注塑技术应用示例4多级注塑技术应用示例4多级注塑技术应用示例5多级注塑技术应用示例6多级注塑技术应用示例7多级注塑技术应用示例8多级注塑技术应用示例9多级注塑技术应

注塑成型工艺.ppt
注塑成型工艺回目录页成型缺陷概要成型缺陷概要成型缺陷概要成型缺陷成因P(受力)的影响V(体积)的影响T(温度)的影响成型影响因素成型缺陷预防非工艺性缺陷非工艺性缺陷融体流动规律融体流动图示融体流动图示融体流动图示融体流动图示成型缺陷对策成型缺陷对策成型缺陷对策成型缺陷对策多级注塑概述多级注塑设定多级注塑技术应用示例1多级注塑技术应用示例2多级注塑技术应用示例4多级注塑技术应用示例4多级注塑技术应用示例5多级注塑技术应用示例6多级注塑技术应用示例7多级注塑技术应用示例8多级注塑技术应用示例9多级注塑技术应