
一种内球面加工工艺.pdf

琰琬****买买


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种内球面加工工艺.pdf
一种内球面加工工艺,包括以下步骤:步骤一:使用夹套装夹外圆,在上端面用钻头钻内孔,再用圆柱形铣刀粗加工内孔,单边留余量1mm;步骤二:使用球形铣刀对步骤一粗加工后的内孔进行半精铣,单边留余量0.1mm;步骤三:使用球形铣刀对步骤二半精铣后的内型面进行精铣。一次加工成型,保证零件尺寸及粗糙度。本发明可减少内球面的加工工序,提高效率,降低成本,且能保证零件尺寸精度。

差速器壳内腔球面加工工艺改进分析.docx
差速器壳内腔球面加工工艺改进分析标题:差速器壳内腔球面加工工艺改进分析摘要:随着汽车制造技术的不断发展,差速器壳的加工工艺也得到了广泛关注。作为汽车传动系统的重要部件之一,差速器壳内腔的球面加工工艺对差速器的性能和寿命具有重要影响。本论文针对传统球面加工工艺存在的问题和不足,提出了一种改进的球面加工工艺,并进行了分析和评估。1.引言差速器壳内腔是安装差速器的重要部位,需要具备高精度、高强度和高耐磨性,以满足汽车传动系统的要求。然而,传统的球面加工工艺存在加工精度低、磨损严重等问题,亟待改进和优化。2.传统
一种球面玻璃加工工艺.pdf
本发明公开了一种球面玻璃加工工艺,包括玻璃装载、玻璃加热、玻璃热弯成型和玻璃卸载,其特征在于,所述玻璃加热是通过加热炉内设置于加热辊道组上、下方的上、下加热丝对玻璃同时进行加热,所述玻璃上方加热温度高于所述玻璃下方加热温度,所述玻璃上方进行分区加热,所述玻璃上方加热温度由外缘到中间逐渐递减;所述玻璃热弯成型是将加热后的所述玻璃移出加热炉并运送至成型辊道,使充分软化后的玻璃在自身重力作用下随成型辊道逐渐成型,同时在上、下风栅的强制通风下降温钢化,本发明可以高效的生产球面玻璃,而且在生产的过程中可以有效的控制

内球面挤压工艺.docx
内球面挤压工艺内球面挤压工艺是一种常见的金属加工技术,广泛应用于航空航天、汽车、船舶、机械等工业领域。它通过将金属材料加热至可塑性状态后,将其放置于一对形状特殊的模具中,然后施加一定的压力,使得金属材料在模具中形成所需的内球面形状。内球面挤压工艺具有高效、精确、节约原材料等优点,所以被广泛应用于各个工业领域。内球面挤压工艺的工艺流程一般包括原材料准备、模具设计、加热处理、坯料放置、施加压力和冷却等步骤。首先是原材料的选择,一般常用的金属材料有铝、铜、钢等。在选择材料时需要考虑其塑性和热导率等因素。然后,根
一种缸体球面加工工艺及夹具.pdf
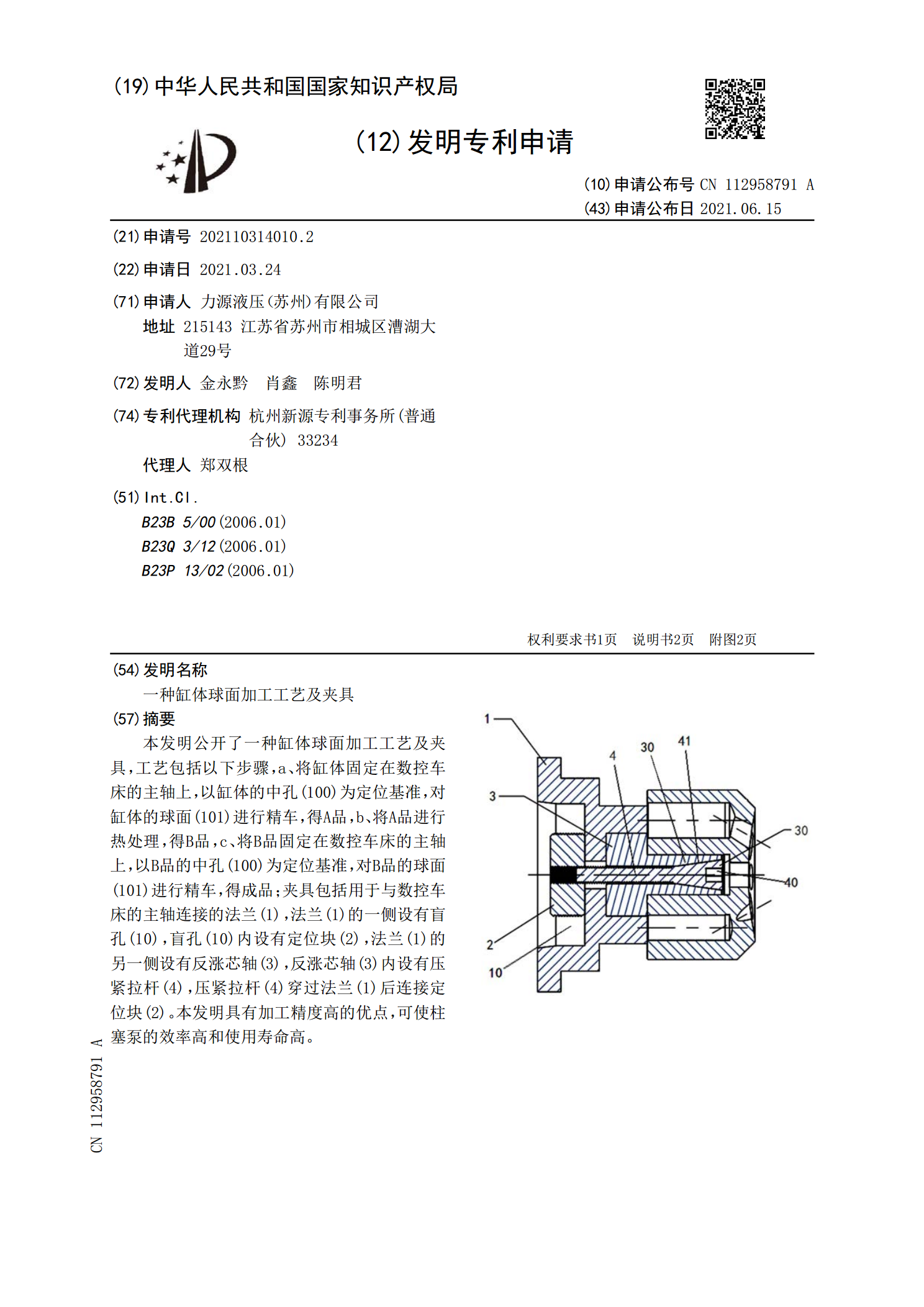
本发明公开了一种缸体球面加工工艺及夹具,工艺包括以下步骤,a、将缸体固定在数控车床的主轴上,以缸体的中孔(100)为定位基准,对缸体的球面(101)进行精车,得A品,b、将A品进行热处理,得B品,c、将B品固定在数控车床的主轴上,以B品的中孔(100)为定位基准,对B品的球面(101)进行精车,得成品;夹具包括用于与数控车床的主轴连接的法兰(1),法兰(1)的一侧设有盲孔(10),盲孔(10)内设有定位块(2),法兰(1)的另一侧设有反涨芯轴(3),反涨芯轴(3)内设有压紧拉杆(4),压紧拉杆(4)穿过法