
一种铝合金压铸件的压铸装置及方法.pdf

冬易****娘子


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种铝合金压铸件的压铸装置及方法.pdf
本发明公开了一种铝合金压铸件的压铸装置及方法,属于压铸技术领域,本发明可以通过在模具内设置可移动的消气筒,利用在浇注铝合金熔体后,移动至熔体内进行吸气处理,其在预热处理后实现与外界的开放连通,内部的控气球可以与空气中的氧气进行化学反应消耗,使得消气筒内气压迅速降低,在其吸收到熔体内残留的空气时,气压恢复正常,控气球也会恢复为正常尺寸,从而出现磁场相互作用,迫使控气球外移并挤压隔离层膨胀与熔体进行交互,一方面挤压存在的气泡破裂,另一方面提高熔体的流动性来增加对空气的吸收效果,进而实现对熔体内空气的消除,改善

一种铝合金压铸件风冷装置.pdf
本发明公开了一种铝合金压铸件风冷装置,包含风冷箱,所述风冷箱的内侧下端轴承连接有底座,所述风冷箱的上端固定安装有旋转电机,所述旋转电机的下侧轴端固定安装有压紧装置,所述风冷箱的上端固定安装有温控装置,所述风冷箱的内侧左端固定安装有吹风管,所述吹风管与温控装置管路连接,所述风冷箱的上端左侧固定安装有调节电机,所述风冷箱的内侧设置有局部冷却装置,所述调节电机与局部冷却装置转矩连接,所述旋转电机的上侧轴端固定连接有编码器,所述局部冷却装置包括调节螺杆,所述调节螺杆的上下两端与风冷箱的内侧轴承连接,所述调节螺杆的
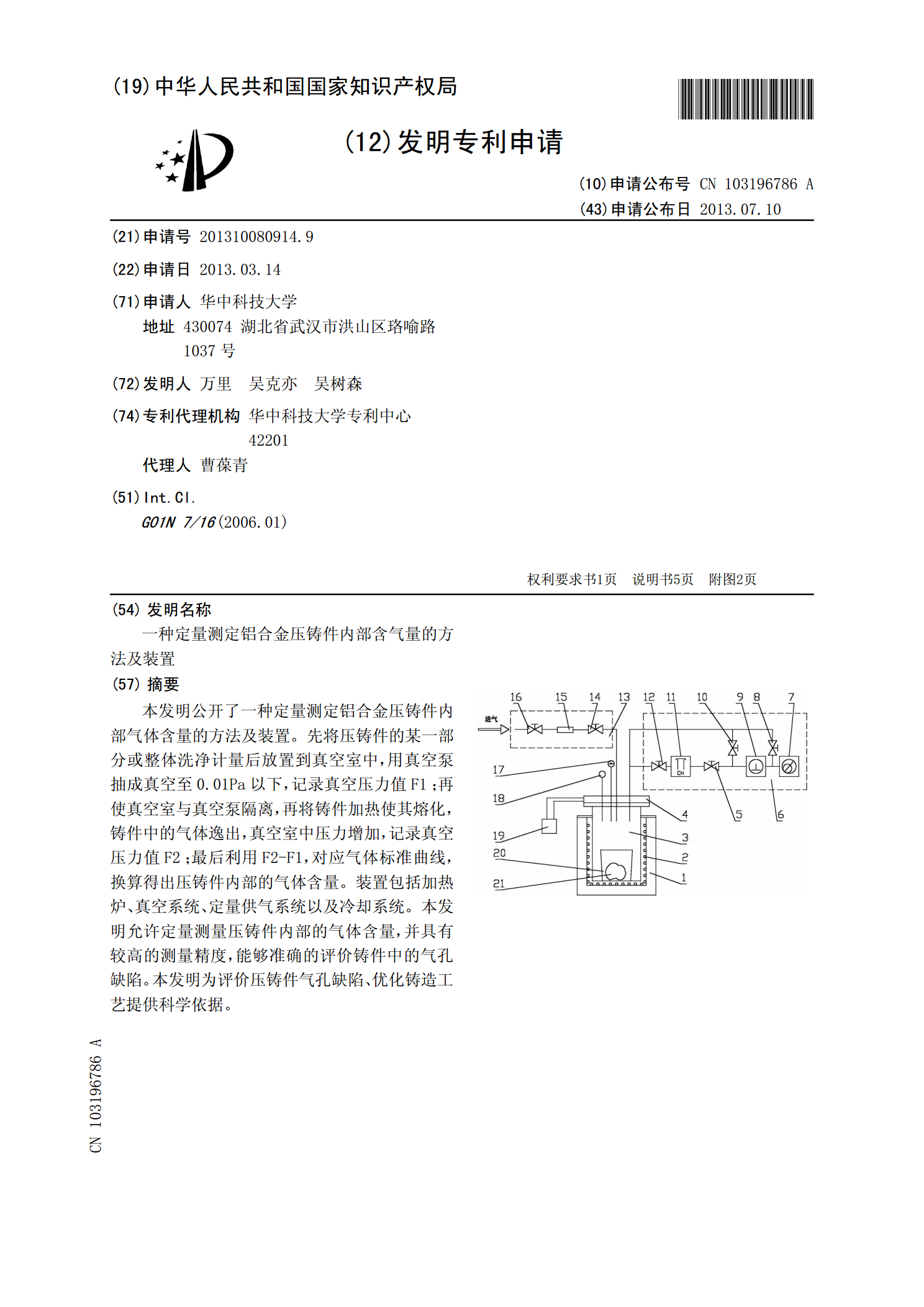
一种定量测定铝合金压铸件内部含气量的方法及装置.pdf
本发明公开了一种定量测定铝合金压铸件内部气体含量的方法及装置。先将压铸件的某一部分或整体洗净计量后放置到真空室中,用真空泵抽成真空至0.01Pa以下,记录真空压力值F1;再使真空室与真空泵隔离,再将铸件加热使其熔化,铸件中的气体逸出,真空室中压力增加,记录真空压力值F2;最后利用F2-F1,对应气体标准曲线,换算得出压铸件内部的气体含量。装置包括加热炉、真空系统、定量供气系统以及冷却系统。本发明允许定量测量压铸件内部的气体含量,并具有较高的测量精度,能够准确的评价铸件中的气孔缺陷。本发明为评价压铸件气孔缺

一种逆变器铝合金压铸件的加工成型装置.pdf
本发明公开了一种逆变器铝合金压铸件的加工成型装置,包括箱体、底架、底板、支柱、打磨结构、电动机、矩形槽、集尘罩、检修门、控制开关和电源线,本发明通过优化设置了打磨结构,在大皮带轮和小皮带轮的作用下使打磨带转动对铝合金压铸件进行打磨,小皮带轮通过传动皮带带动主动锥齿轮转动,主动锥齿轮通过从动锥齿轮使转轴杆带动打磨头在护套内转动,从而通过打磨头对铝合金压铸件的不规则处进行打磨,节省了多次操作产生的人力物力浪费,且加快了产品的加工效率。
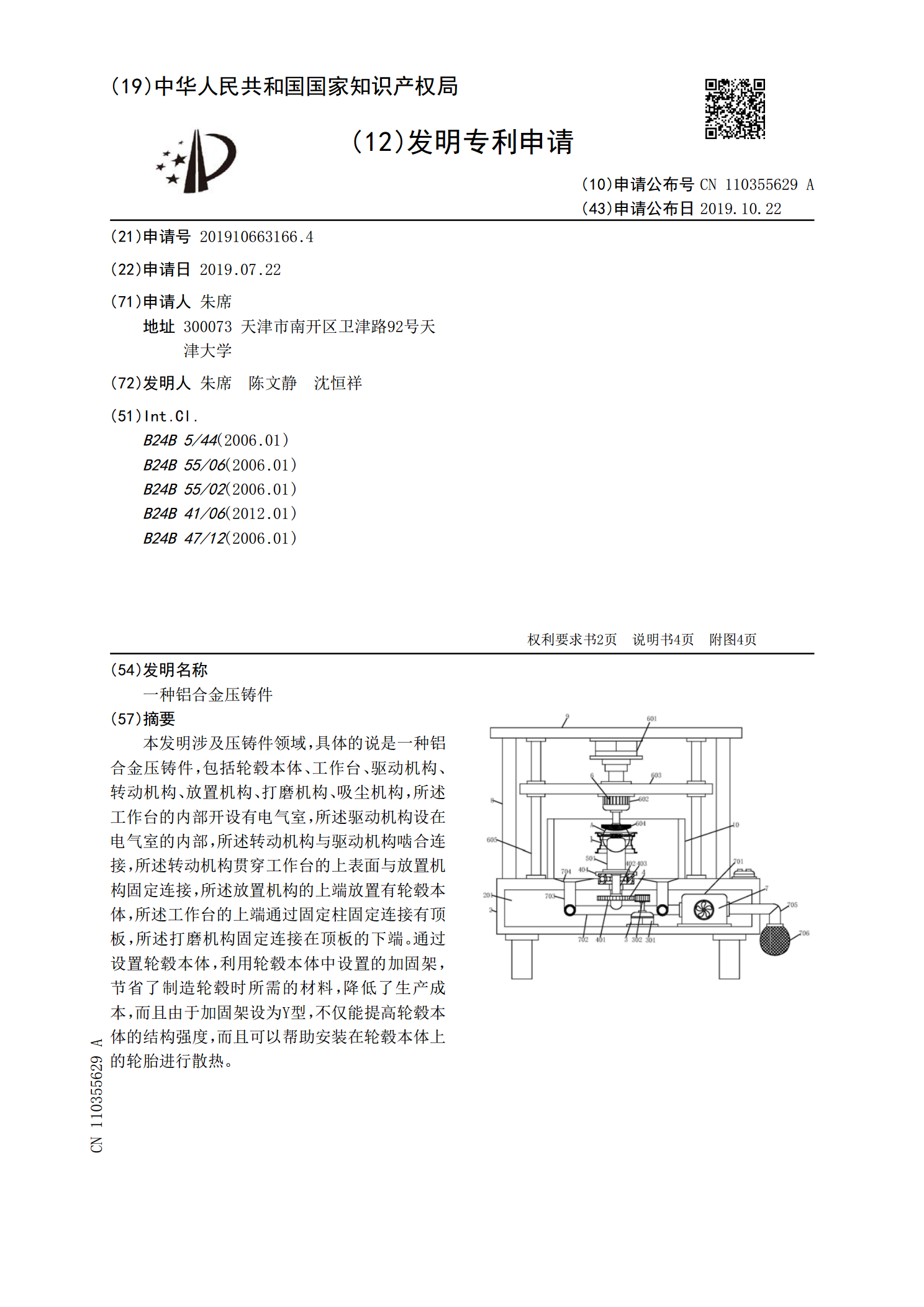
一种铝合金压铸件.pdf
本发明涉及压铸件领域,具体的说是一种铝合金压铸件,包括轮毂本体、工作台、驱动机构、转动机构、放置机构、打磨机构、吸尘机构,所述工作台的内部开设有电气室,所述驱动机构设在电气室的内部,所述转动机构与驱动机构啮合连接,所述转动机构贯穿工作台的上表面与放置机构固定连接,所述放置机构的上端放置有轮毂本体,所述工作台的上端通过固定柱固定连接有顶板,所述打磨机构固定连接在顶板的下端。通过设置轮毂本体,利用轮毂本体中设置的加固架,节省了制造轮毂时所需的材料,降低了生产成本,而且由于加固架设为Y型,不仅能提高轮毂本体的结