
一种定量测定铝合金压铸件内部含气量的方法及装置.pdf

诗文****仙女


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种定量测定铝合金压铸件内部含气量的方法及装置.pdf
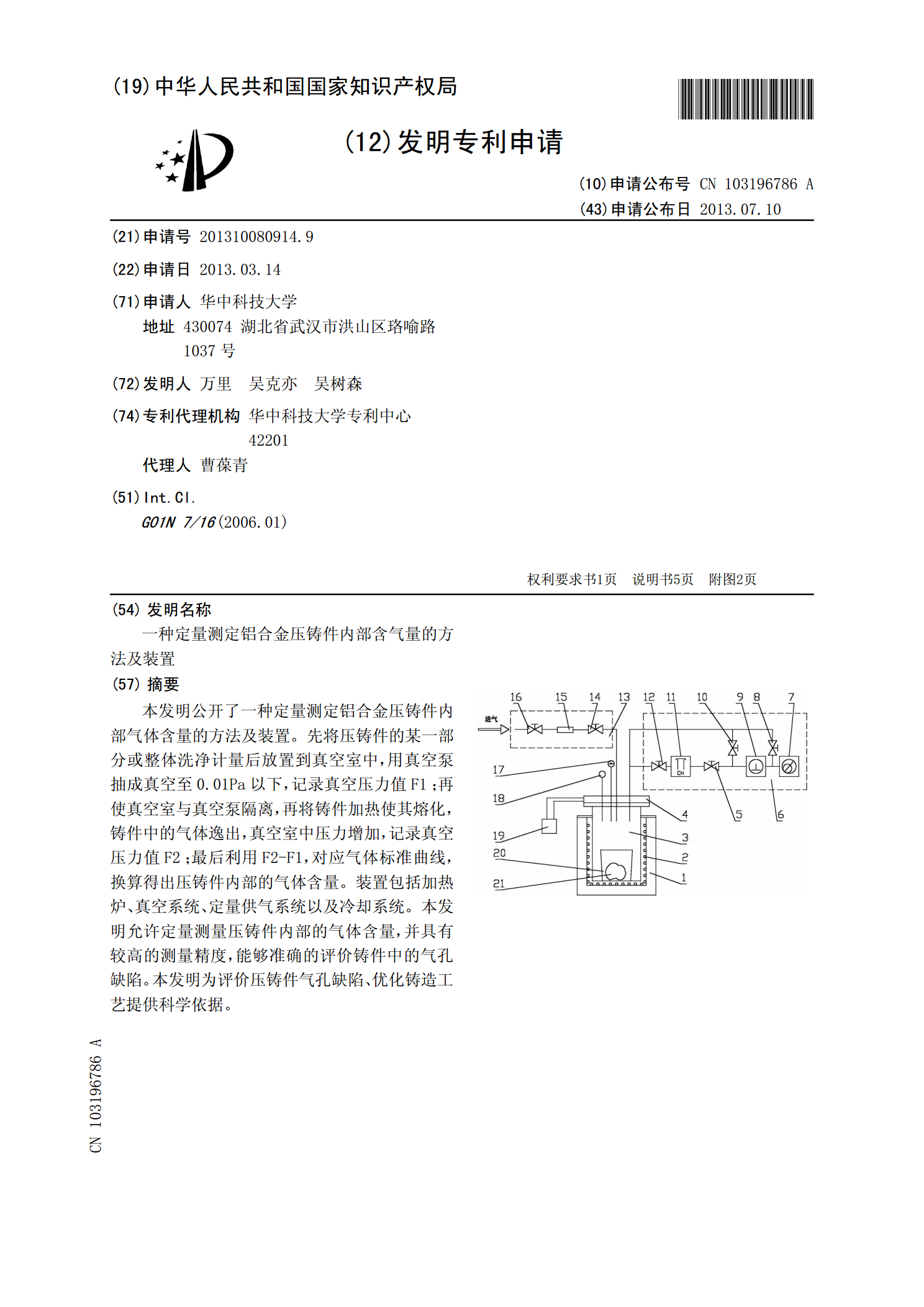
本发明公开了一种定量测定铝合金压铸件内部气体含量的方法及装置。先将压铸件的某一部分或整体洗净计量后放置到真空室中,用真空泵抽成真空至0.01Pa以下,记录真空压力值F1;再使真空室与真空泵隔离,再将铸件加热使其熔化,铸件中的气体逸出,真空室中压力增加,记录真空压力值F2;最后利用F2-F1,对应气体标准曲线,换算得出压铸件内部的气体含量。装置包括加热炉、真空系统、定量供气系统以及冷却系统。本发明允许定量测量压铸件内部的气体含量,并具有较高的测量精度,能够准确的评价铸件中的气孔缺陷。本发明为评价压铸件气孔缺

一种测定压铸件内部含气量的装置和方法.pdf
本发明公开了一种测定压铸件内部含气量的装置,包括加热系统、真空系统和定量供气系统,加热系统包括加热炉和坩埚;所述真空系统包括真空室、第一截止阀、第二截止阀、油扩散泵、第一截止阀、第三截止阀、第四截止阀、机械泵和第一真空计;所述真空室上连接有测温热电偶;所述第一真空计与所述第一截止阀之间还设置有第五截止阀,所述第五截止阀通过第一空气连通管与外部大气连通;所述定量供气系统包括第七截止阀、第一定量管、第九截止阀、第二定量管、第十截止阀。本发明可以快速准确地测量出压铸件内部的含气量,操作简便。

一种铝合金压铸件的压铸装置及方法.pdf
本发明公开了一种铝合金压铸件的压铸装置及方法,属于压铸技术领域,本发明可以通过在模具内设置可移动的消气筒,利用在浇注铝合金熔体后,移动至熔体内进行吸气处理,其在预热处理后实现与外界的开放连通,内部的控气球可以与空气中的氧气进行化学反应消耗,使得消气筒内气压迅速降低,在其吸收到熔体内残留的空气时,气压恢复正常,控气球也会恢复为正常尺寸,从而出现磁场相互作用,迫使控气球外移并挤压隔离层膨胀与熔体进行交互,一方面挤压存在的气泡破裂,另一方面提高熔体的流动性来增加对空气的吸收效果,进而实现对熔体内空气的消除,改善

混凝土含气量测定方法.doc
混凝土含气量测定仪混凝土含气量测定方法一、混凝土含气量测定仪仪器含气时的标定每台仪器出厂前都精确标定过,并备有标定结果,但不时地再标定,以保证混凝土拌和物含气量测值的准确,也是可行的。标定包括以下3步:1、量钵容积的标定a、准备一块平整的玻璃板,将它和空的量钵一起称量W2(精确至0.05kg);b、在容器中加满水,并用玻璃板沿上缘滑过,不时用注水器加水,使量钵内盛满水而玻璃板下无气泡,将盛满水的量钵与玻璃板一起称中,得重量W1(精确至0.05kg)则量钵的体积V:W=W1-W2(W、W1、W2-kg)V=

一种含气量测定用页岩层粉碎装置.pdf
本发明公开了一种含气量测定用页岩层粉碎装置,括密封粉碎箱体,底座基板上端面还设置有驱动电机,所述驱动电机输出轴上设置有与有双面锥齿轮和转动锥齿轮交替啮合的不完全锥齿轮,所述传动横轴还通过传动机构与横丝杆的一端相连接,所述过滤挡网板下端面侧边还设置有圆台形环侧板,所述圆台形环侧板内侧还设置有转动研磨网板,所述转动研磨网板下端面设置有竖直穿过密封粉碎箱体底壁的转动竖轴,所述转动竖轴下端设置有与双面锥齿轮相啮合的传动锥齿轮,所述过滤挡网板下端面还设置有研磨凸起。发明机构简单,可多次粉碎研磨页岩,保证页岩粉碎完全