
一种高精度手持打磨雕刻机转动主轴的加工方法.pdf

盼易****君a


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高精度手持打磨雕刻机转动主轴的加工方法.pdf
本发明涉及打磨雕刻机领域,具体涉及一种高精度手持打磨雕刻机转动主轴的加工方法,所述转动主轴的加工方法包括:对不锈钢棒进行粗车加工、油淬、磨削加工,以磨削加工后的不锈钢棒表面作为定位基准,利用高精度外圆磨床对表面套接轴承的部位进行精磨加工,同时利用内圆磨床对内孔进行精磨加工。本发明的转动主轴表面精度和硬度高,耐磨性能好,转动过程稳定不会发生抖动;粗车加工能够预留一定的尺寸,便于后续进一步精加工;油淬能够提高转动主轴的表面硬度使后续精加工时将尺寸误差控制在较小的范围内,且油淬后转动主轴表面耐磨性能较好。

一种高精度手持打磨雕刻机手柄组件的加工方法.pdf
本发明涉及打磨雕刻机领域,具体涉及一种高精度手持打磨雕刻机手柄组件的加工方法,所述手柄组件包括外壳、转动主轴和夹头;所述加工方法包括转动主轴的加工方法,所述转动主轴的加工方法包括:对不锈钢棒进行粗车加工、油淬、磨削加工,以磨削加工后的不锈钢棒表面作为定位基准,利用高精度外圆磨床对表面套接轴承的部位进行精磨加工,同时利用内圆磨床对内孔进行精磨加工。本发明的转动主轴表面精度和硬度高,耐磨性能好,转动过程稳定不会发生抖动;粗车加工能够预留一定的尺寸,便于后续进一步精加工;油淬能够提高转动主轴的表面硬度使后续精加

一种高精度机床主轴加工方法.pdf
本发明涉及一种高精度机床主轴加工方法,将主轴上孔以及外圆定位外圆预留0.05加工量,然后组装,以万能磨床为例,利用磨床的工作台面,放置在工作台面上并固定,中心与磨床中心等高,工装孔与外套间隙配合有利拆卸,并在工装一侧开口,用螺栓固定将外套抱紧及定位,在工装的上部装有一台小电机,通过皮带转动,带动主轴旋转,利用磨床的内圆砂轮,磨加工主轴上的孔及定位外圆和端面,公差尺寸达图要求,外圆及端面在旋转达全部达图要求,消除所有积累误差。

一种雕刻机专用主轴轴承、加工设备及其加工方法.pdf
本发明公开一种雕刻机专用主轴轴承、加工设备及其加工方法,包括外圈、设置在外圈内的内圈、滚珠,在外圈的内壁开设有至少两组同心的滑道;内圈的上下两端部分别开设有向外侧延伸的第二凸沿,并在第二凸沿之间设置有上下相互对称的限位盲孔,同时限位盲孔阵列分布在内圈的外侧,限位盲孔之间设置有转动辊,转动辊之间预留间隙,每两组转动辊之间设置有滚珠;滚珠设置在外圈的滑道内,使内圈与滑道同心,并且每组内圈滑道一一对应;并使得内圈的两端部设置在外圈的第一凸沿之间。本装置通过在外圈内套设有多组的内圈,实现整体轴承转动时的稳定性,可
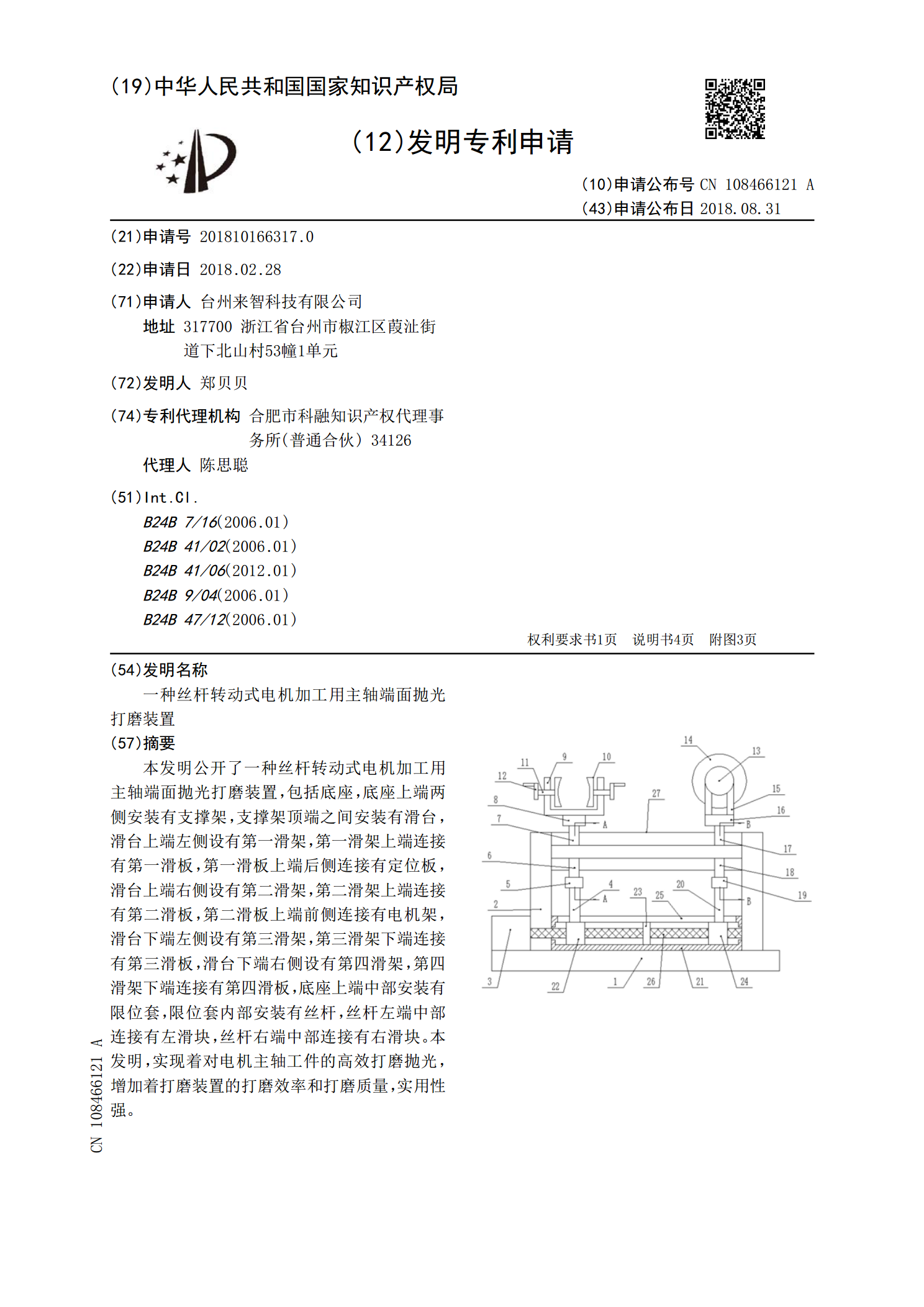
一种丝杆转动式电机加工用主轴端面抛光打磨装置.pdf
本发明公开了一种丝杆转动式电机加工用主轴端面抛光打磨装置,包括底座,底座上端两侧安装有支撑架,支撑架顶端之间安装有滑台,滑台上端左侧设有第一滑架,第一滑架上端连接有第一滑板,第一滑板上端后侧连接有定位板,滑台上端右侧设有第二滑架,第二滑架上端连接有第二滑板,第二滑板上端前侧连接有电机架,滑台下端左侧设有第三滑架,第三滑架下端连接有第三滑板,滑台下端右侧设有第四滑架,第四滑架下端连接有第四滑板,底座上端中部安装有限位套,限位套内部安装有丝杆,丝杆左端中部连接有左滑块,丝杆右端中部连接有右滑块。本发明,实现着