
消声器制作与安装工艺.docx

沛芹****ng


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
消声器制作与安装工艺.doc
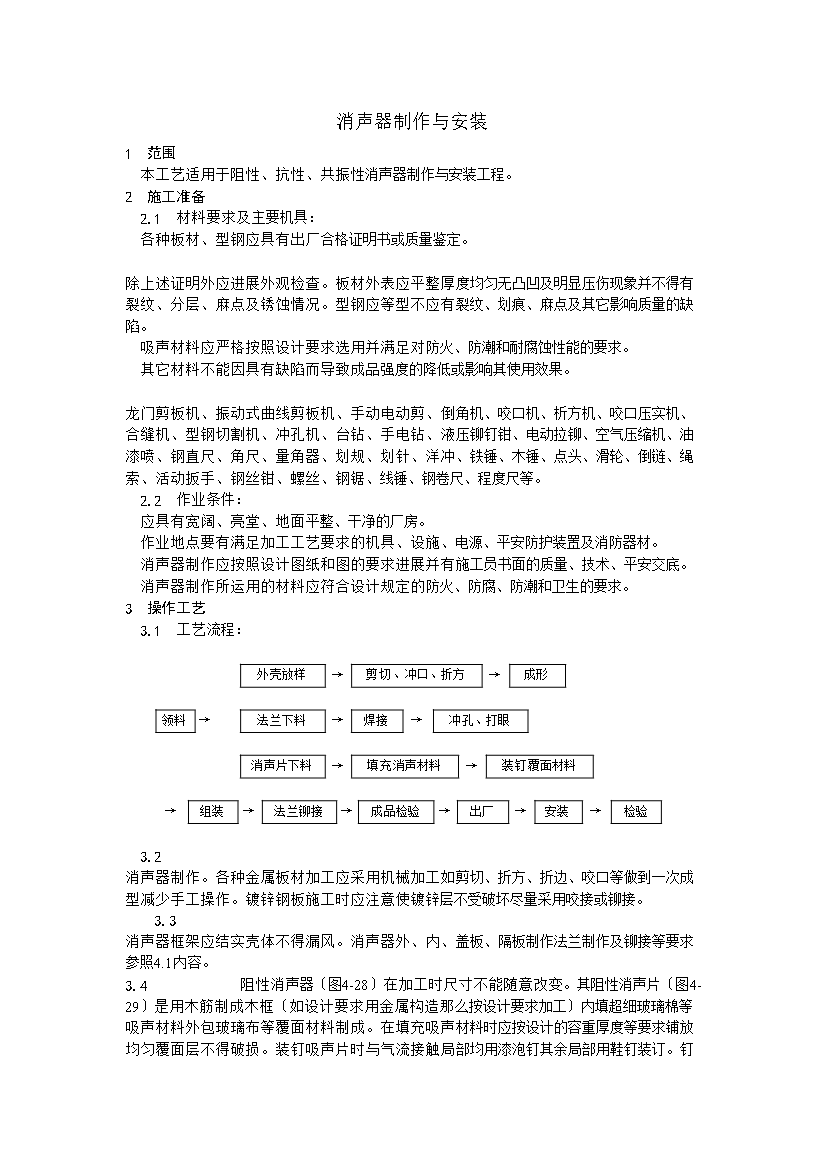
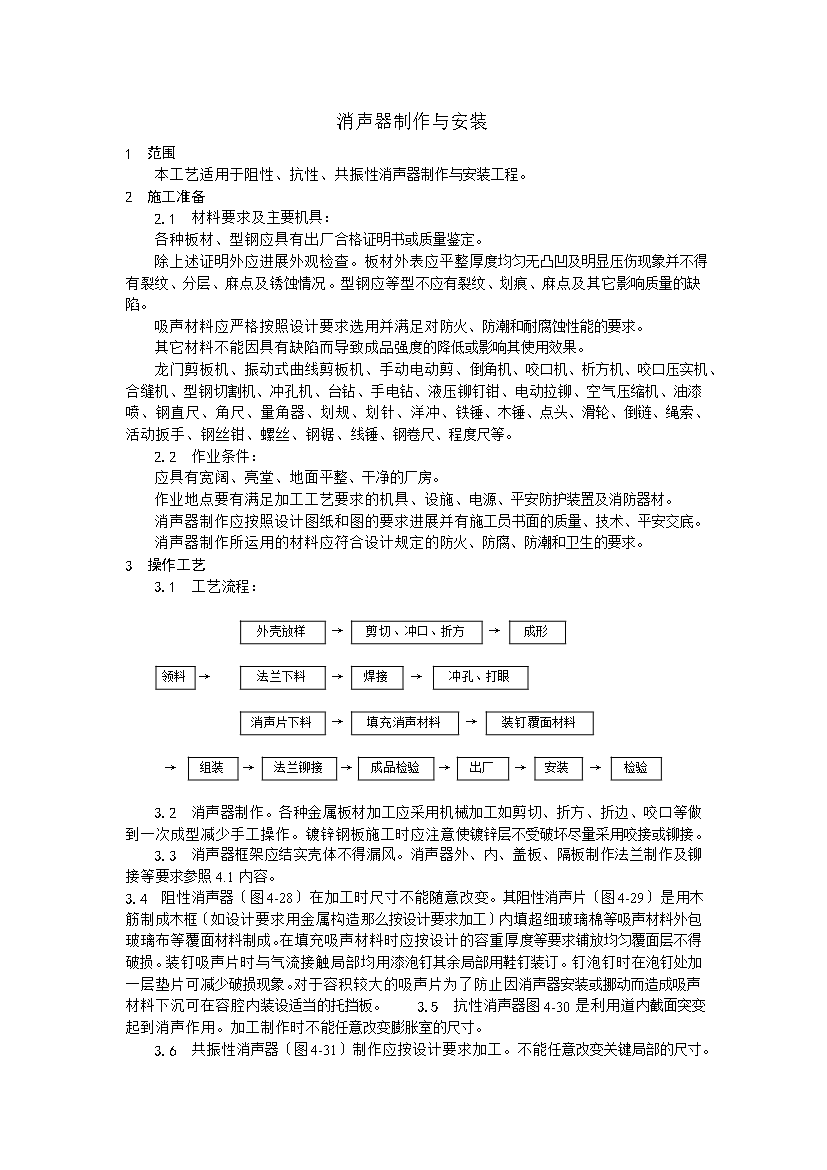
消声器制作与安装1范围本工艺适用于阻性、抗性、共振性消声器制作与安装工程。2施工准备2.1材料要求及主要机具:各种板材、型钢应具有出厂合格证明书或质量鉴定。除上述证明外应进展外观检查。板材外表应平整厚度均匀无凸凹及明显压伤现象并不得有裂纹、分层、麻点及锈蚀情况。型钢应等型不应有裂纹、划痕、麻点及其它影响质量的缺陷。吸声材料应严格按照设计要求选用并满足对防火、防潮和耐腐蚀性能的要求。其它材料不能因具有缺陷而导致成品强度的降低或影响其使用效果。

消声器制作与安装工艺.doc
消声器制作与安装1范围本工艺适用于阻性、抗性、共振性消声器制作与安装工程。2施工准备2.1材料要求及主要机具:各种板材、型钢应具有出厂合格证明书或质量鉴定。除上述证明外应进展外观检查。板材外表应平整厚度均匀无凸凹及明显压伤现象并不得有裂纹、分层、麻点及锈蚀情况。型钢应等型不应有裂纹、划痕、麻点及其它影响质量的缺陷。吸声材料应严格按照设计要求选用并满足对防火、防潮和耐腐蚀性能的要求。其它材料不能因具有缺陷而导致成品强度的降低或影响其使用效果。龙门剪板机、振动式曲线剪板机、手动电动剪、倒角机、咬口机、析方机、
消声器制作与安装工艺.doc
消声器制作与安装1范围本工艺适用于阻性、抗性、共振性消声器制作与安装工程。2施工准备2.1材料要求及主要机具:各种板材、型钢应具有出厂合格证明书或质量鉴定。除上述证明外应进展外观检查。板材外表应平整厚度均匀无凸凹及明显压伤现象并不得有裂纹、分层、麻点及锈蚀情况。型钢应等型不应有裂纹、划痕、麻点及其它影响质量的缺陷。吸声材料应严格按照设计要求选用并满足对防火、防潮和耐腐蚀性能的要求。其它材料不能因具有缺陷而导致成品强度的降低或影响其使用效果。龙门剪板机、振动式曲线剪板机、手动电动剪、倒角机、咬口机、析方机、

消声器制作与安装工艺.docx
消声器制作与安装1范围本工艺适用于阻性、抗性、共振性消声器制作与安装工程。2施工准备2.1材料要求及主要机具:各种板材、型钢应具有出厂合格证明书或质量鉴定。除上述证明外应进展外观检查。板材外表应平整厚度均匀无凸凹及明显压伤现象并不得有裂纹、分层、麻点及锈蚀情况。型钢应等型不应有裂纹、划痕、麻点及其它影响质量的缺陷。吸声材料应严格按照设计要求选用并满足对防火、防潮和耐腐蚀性能的要求。其它材料不能因具有缺陷而导致成品强度的降低或影响其使用效果。
消声器制作与安装工艺.doc
消声器制作与安装1范围本工艺适用于阻性、抗性、共振性消声器制作与安装工程。2施工准备2.1材料要求及主要机具:各种板材、型钢应具有出厂合格证明书或质量鉴定。除上述证明外应进展外观检查。板材外表应平整厚度均匀无凸凹及明显压伤现象并不得有裂纹、分层、麻点及锈蚀情况。型钢应等型不应有裂纹、划痕、麻点及其它影响质量的缺陷。吸声材料应严格按照设计要求选用并满足对防火、防潮和耐腐蚀性能的要求。其它材料不能因具有缺陷而导致成品强度的降低或影响其使用效果。