
一种防雷阀片的电极片及焊接方法.pdf

永香****能手


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种防雷阀片的电极片及焊接方法.pdf
本发明公开了一种防雷阀片的电极片,包括电极片主体,电极片主体为中空结构,电极片主体局部通过浸焊锡层焊接有银片,电极片主体内部为中空结构,四角为圆弧结构;一种防雷阀片的电极片焊接方法包括以下步骤:选取一定规格的电极片,并使电极片浸过助焊剂,自然晾干;夹子对称固定在银片上,留出空位在3/6~5/6之间;将锡锅升温至260~275℃之间待用;用夹子夹住固定后的电极片与银片,将银片浸入锡锅2/3深度,2‑3秒缓慢取出,然后迅速旋转180度,再焊接2/3,冷却后制成电极片,解决防雷阀片的电极片焊接麻烦,成本高,性能

一种电极片及电极片切割方法.pdf
本发明公开了一种电极片结构,包括沿宽度方向上设置的至少一个极片单元,极片单元的中间为留白区,留白区的两侧为涂布区,涂布区涂布有绝缘材料;于留白区中部沿极片单元延伸方向切割形成,且与两侧涂布区分别连接的左极耳带及右极耳带;左极耳带与右极耳带之间产生废料;左极耳带包括沿左极耳带延伸方向上排布的多个左极耳,多个左极耳朝向右极耳带设置;右极耳带包括沿右极耳带延伸方向上排布的多个右极耳,多个右极耳朝向左极耳带设置。本发明与现有技术相比对在中间的留白区进行单次切割,形成的废料仅仅为一条,节省了原材。同时还可以对同一个
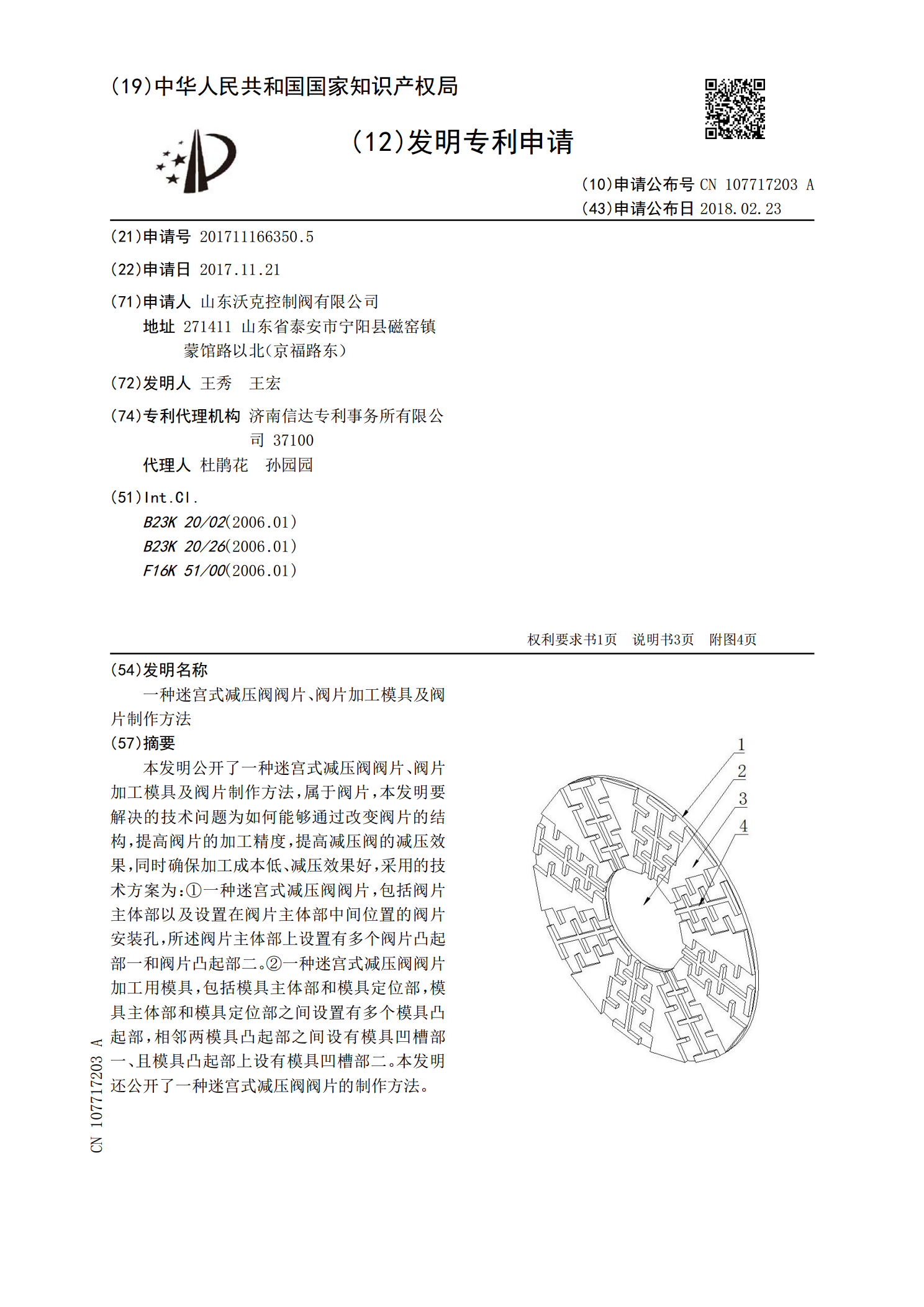
一种迷宫式减压阀阀片、阀片加工模具及阀片制作方法.pdf
本发明公开了一种迷宫式减压阀阀片、阀片加工模具及阀片制作方法,属于阀片,本发明要解决的技术问题为如何能够通过改变阀片的结构,提高阀片的加工精度,提高减压阀的减压效果,同时确保加工成本低、减压效果好,采用的技术方案为:①一种迷宫式减压阀阀片,包括阀片主体部以及设置在阀片主体部中间位置的阀片安装孔,所述阀片主体部上设置有多个阀片凸起部一和阀片凸起部二。②一种迷宫式减压阀阀片加工用模具,包括模具主体部和模具定位部,模具主体部和模具定位部之间设置有多个模具凸起部,相邻两模具凸起部之间设有模具凹槽部一、且模具凸起部
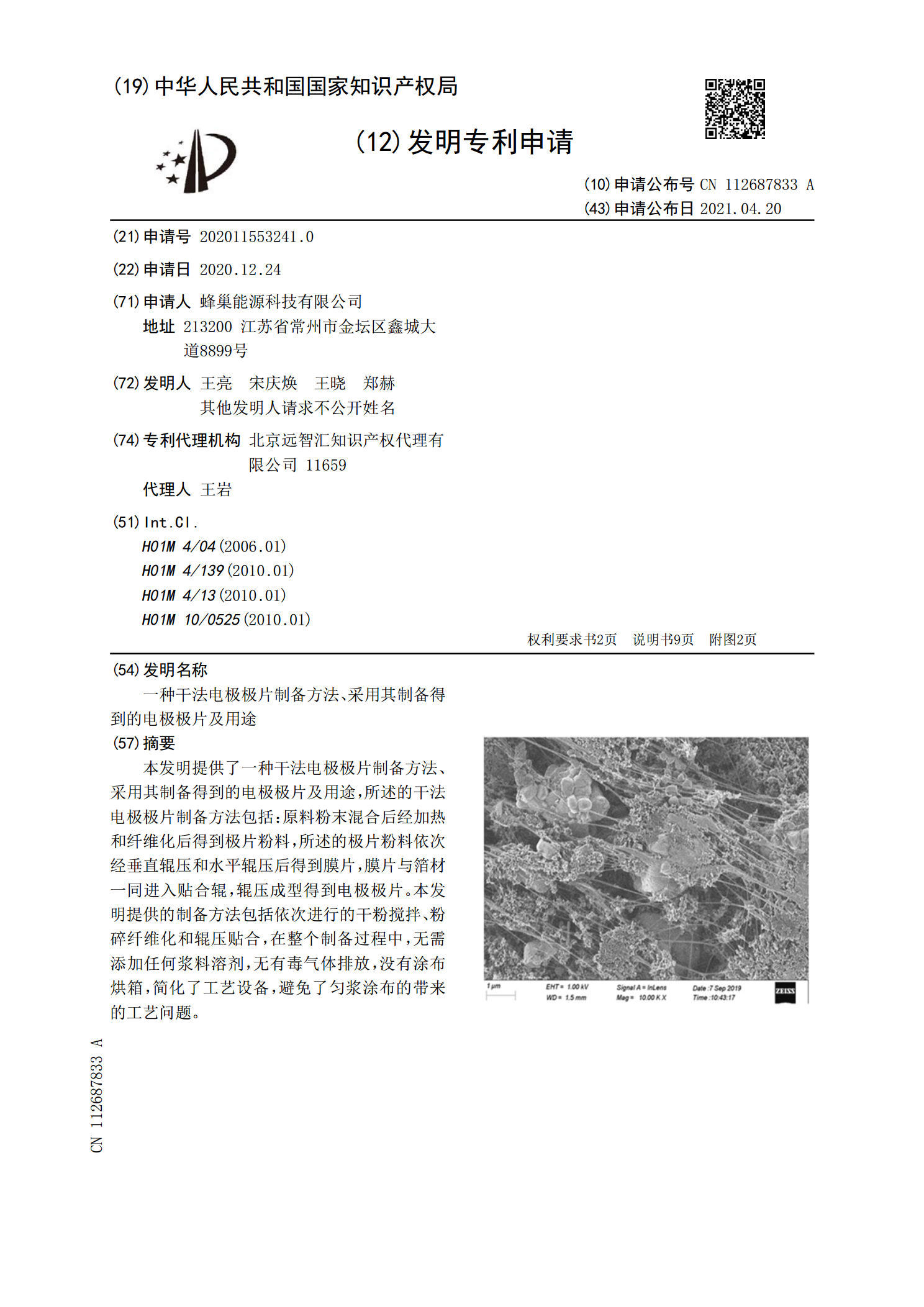
一种干法电极极片制备方法、采用其制备得到的电极极片及用途.pdf
本发明提供了一种干法电极极片制备方法、采用其制备得到的电极极片及用途,所述的干法电极极片制备方法包括:原料粉末混合后经加热和纤维化后得到极片粉料,所述的极片粉料依次经垂直辊压和水平辊压后得到膜片,膜片与箔材一同进入贴合辊,辊压成型得到电极极片。本发明提供的制备方法包括依次进行的干粉搅拌、粉碎纤维化和辊压贴合,在整个制备过程中,无需添加任何浆料溶剂,无有毒气体排放,没有涂布烘箱,简化了工艺设备,避免了匀浆涂布的带来的工艺问题。
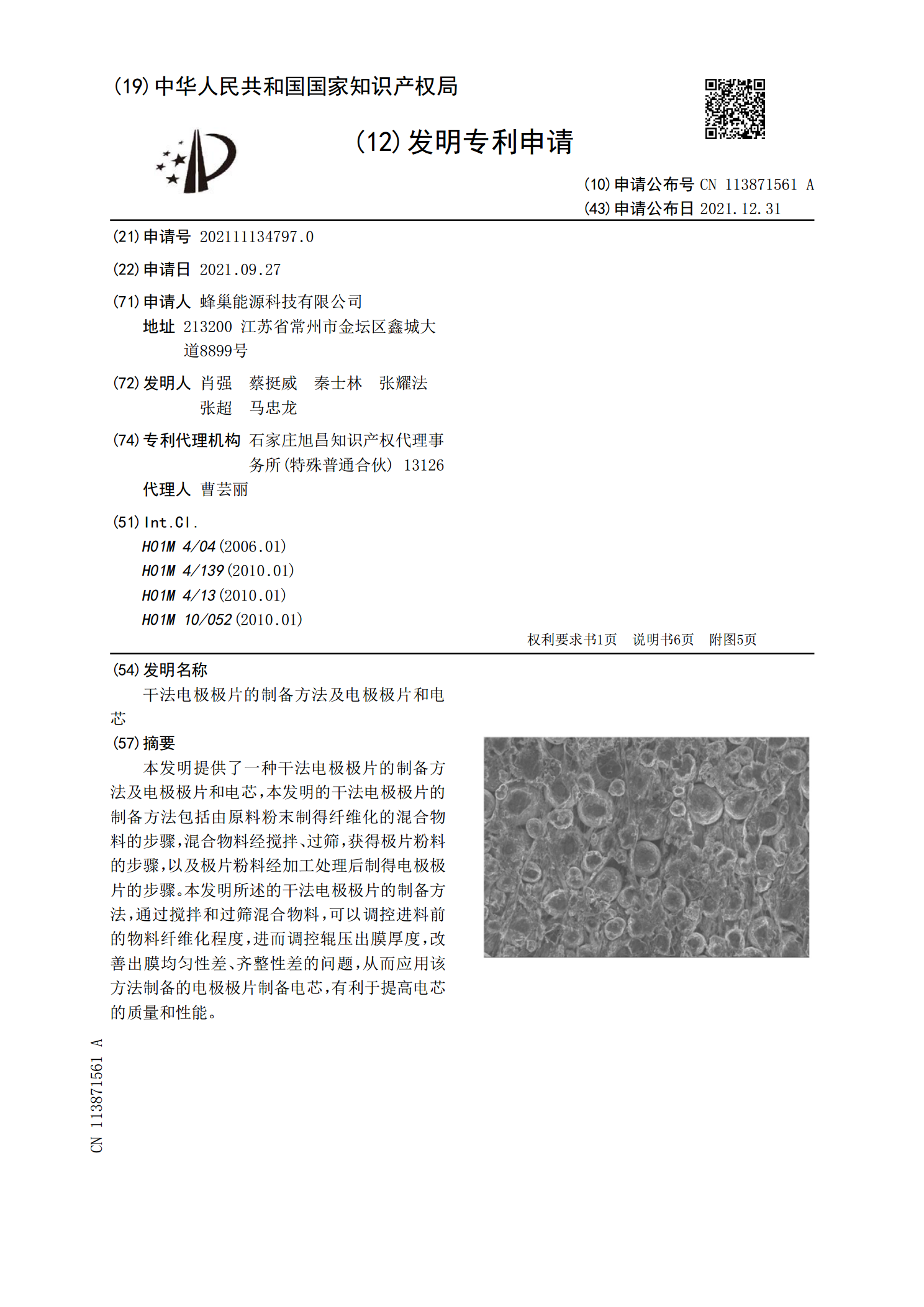
干法电极极片的制备方法及电极极片和电芯.pdf
本发明提供了一种干法电极极片的制备方法及电极极片和电芯,本发明的干法电极极片的制备方法包括由原料粉末制得纤维化的混合物料的步骤,混合物料经搅拌、过筛,获得极片粉料的步骤,以及极片粉料经加工处理后制得电极极片的步骤。本发明所述的干法电极极片的制备方法,通过搅拌和过筛混合物料,可以调控进料前的物料纤维化程度,进而调控辊压出膜厚度,改善出膜均匀性差、齐整性差的问题,从而应用该方法制备的电极极片制备电芯,有利于提高电芯的质量和性能。