
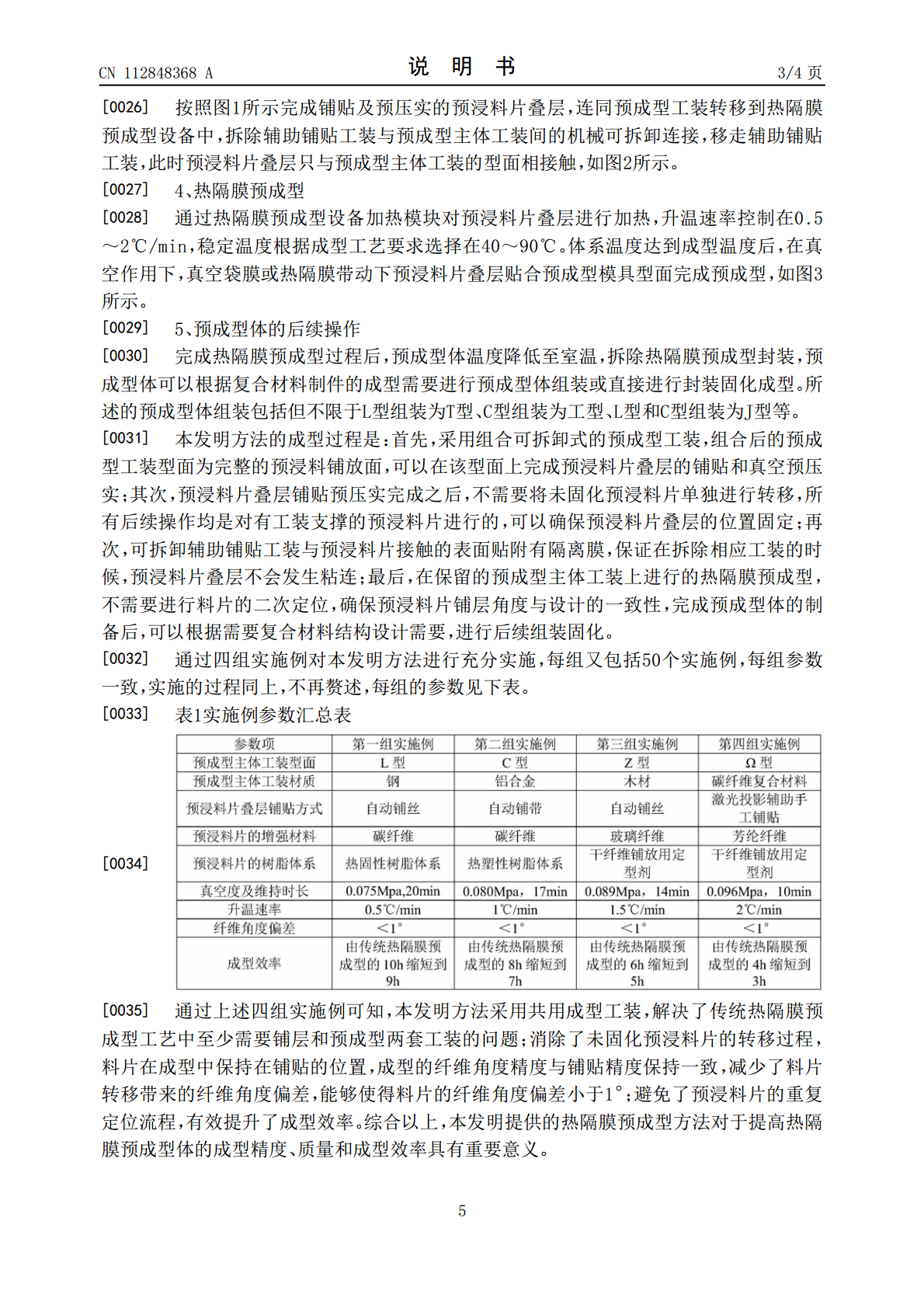
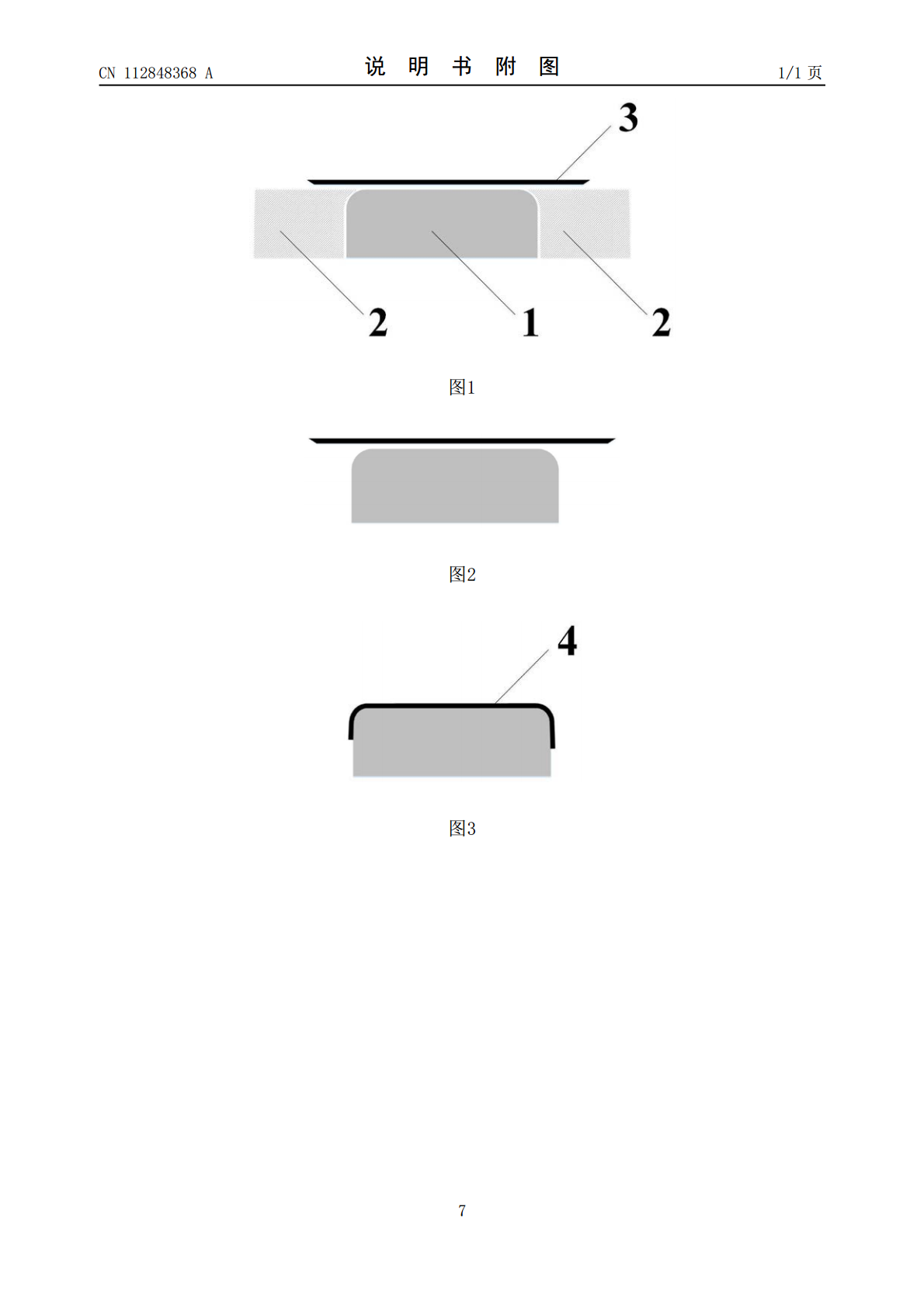
一种热隔膜预成型方法.pdf

小新****ou

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热隔膜预成型方法.pdf
本发明公开了一种热隔膜预成型方法,以组合可拆卸式工装作为铺贴、热隔膜预成型共用成型工装,在组合的预成型工装上完成预浸料的铺贴、预压实之后,拆除辅助铺贴工装,在保留的预成型主体工装上进行热隔膜预成型的操作,最终获得想要的预浸料片叠层预成型体。本方法可以解决传统热隔膜预成型工艺中至少需要铺层和预成型两套工装的问题,消除了未固化预浸料片转移带来的料片变形缺陷,避免了预浸料片的重复定位流程,对于提高热隔膜预成型体的成型精度、质量和成型效率具有重要意义。

一种热隔膜预成型装置及方法.pdf
本发明涉及一种热隔膜预成型系统,属于复合材料制造领域。一种热隔膜预成型装置及方法,包括固化炉设备,还包括放置在固化炉设备内的真空平台,真空平台包括真空平台平板、可延展性薄膜、真空接口、预成型模具和预浸料平板;预成型模具放置在真空平台平板上,预浸料平板放置在预成型模具上,可延展性薄膜覆盖预浸料平板及预成型模具,真空接口设置于可延展性薄膜上,且与固化炉设备上的真空接口连通,其真空接口与外部真空系统连通。本发明具有如下优点:1、该装置简单,成本较低;2、满足不同成型工艺参数要求,提高了产品预成型质量;3、可移动
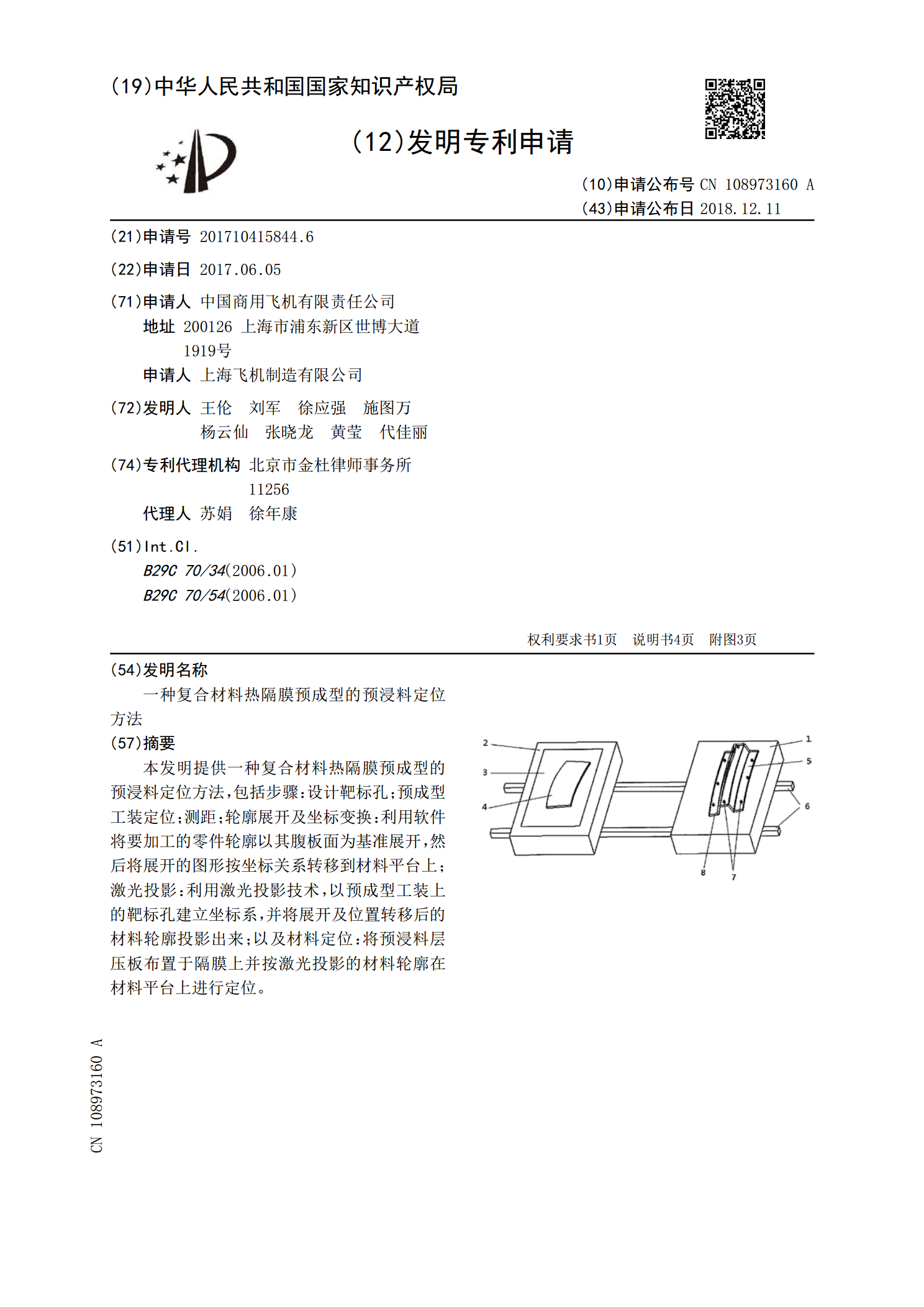
一种复合材料热隔膜预成型的预浸料定位方法.pdf
本发明提供一种复合材料热隔膜预成型的预浸料定位方法,包括步骤:设计靶标孔;预成型工装定位;测距;轮廓展开及坐标变换:利用软件将要加工的零件轮廓以其腹板面为基准展开,然后将展开的图形按坐标关系转移到材料平台上;激光投影:利用激光投影技术,以预成型工装上的靶标孔建立坐标系,并将展开及位置转移后的材料轮廓投影出来;以及材料定位:将预浸料层压板布置于隔膜上并按激光投影的材料轮廓在材料平台上进行定位。
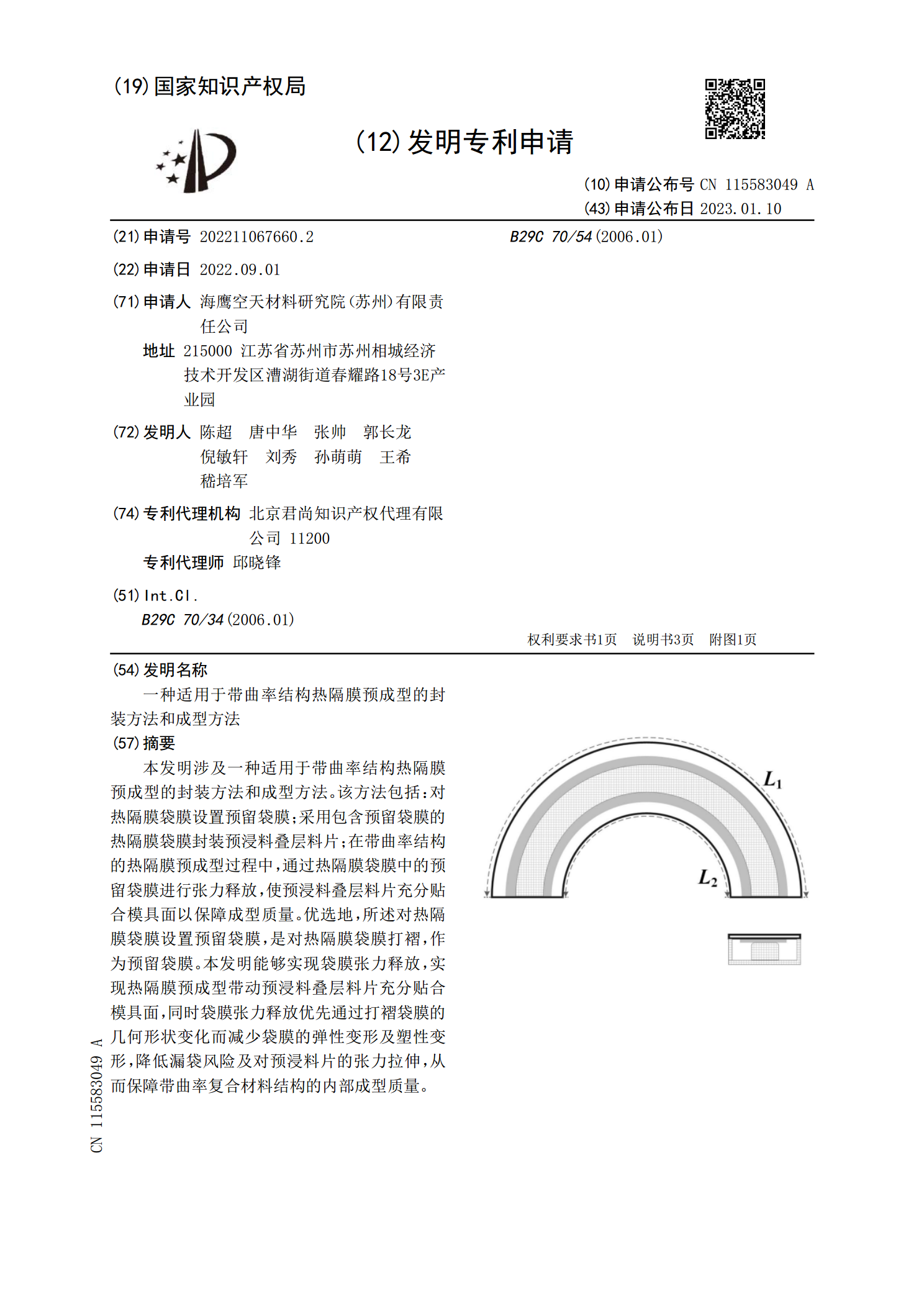
一种适用于带曲率结构热隔膜预成型的封装方法和成型方法.pdf
本发明涉及一种适用于带曲率结构热隔膜预成型的封装方法和成型方法。该方法包括:对热隔膜袋膜设置预留袋膜;采用包含预留袋膜的热隔膜袋膜封装预浸料叠层料片;在带曲率结构的热隔膜预成型过程中,通过热隔膜袋膜中的预留袋膜进行张力释放,使预浸料叠层料片充分贴合模具面以保障成型质量。优选地,所述对热隔膜袋膜设置预留袋膜,是对热隔膜袋膜打褶,作为预留袋膜。本发明能够实现袋膜张力释放,实现热隔膜预成型带动预浸料叠层料片充分贴合模具面,同时袋膜张力释放优先通过打褶袋膜的几何形状变化而减少袋膜的弹性变形及塑性变形,降低漏袋风险
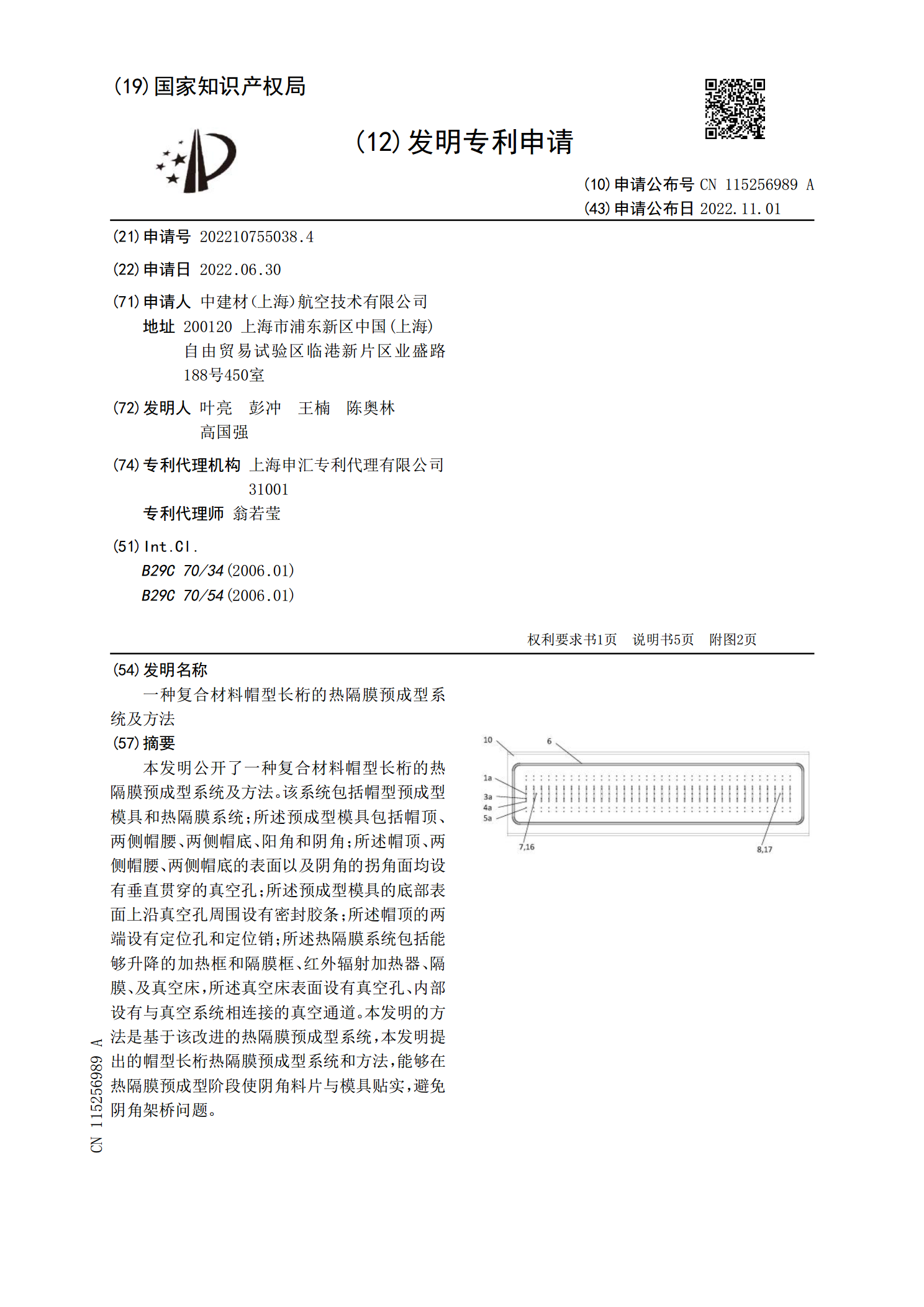
一种复合材料帽型长桁的热隔膜预成型系统及方法.pdf
本发明公开了一种复合材料帽型长桁的热隔膜预成型系统及方法。该系统包括帽型预成型模具和热隔膜系统;所述预成型模具包括帽顶、两侧帽腰、两侧帽底、阳角和阴角;所述帽顶、两侧帽腰、两侧帽底的表面以及阴角的拐角面均设有垂直贯穿的真空孔;所述预成型模具的底部表面上沿真空孔周围设有密封胶条;所述帽顶的两端设有定位孔和定位销;所述热隔膜系统包括能够升降的加热框和隔膜框、红外辐射加热器、隔膜、及真空床,所述真空床表面设有真空孔、内部设有与真空系统相连接的真空通道。本发明的方法是基于该改进的热隔膜预成型系统,本发明提出的帽型