
金刚石锯片焊接方法.pdf

美丽****ka


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金刚石锯片焊接方法.pdf
本申请涉及一种金刚石锯片焊接方法,包括:将刀头和基体安装在激光焊机的工装夹具上,并将刀头与基体对接,以使刀头与基体之间预留出对接缝;在对接缝中夹上用于钎焊的焊材;控制激光焊机向焊材发射激光,使焊材融化填充在对接缝中形成钎焊焊缝,以使刀头与基体通过熔融后的焊材固定连接。相较于传统的激光焊接方式,本申请的金刚石锯片焊接方法不仅保留了激光焊接的高强度和高效率的优点,并且也不需要在金刚石刀头处设置过渡层,从而在进行烧结时可以采用无压烧结,这就使得钢基体受热小,从而能够焊接高精度锯片。
一种金刚石锯片焊接方法.pdf
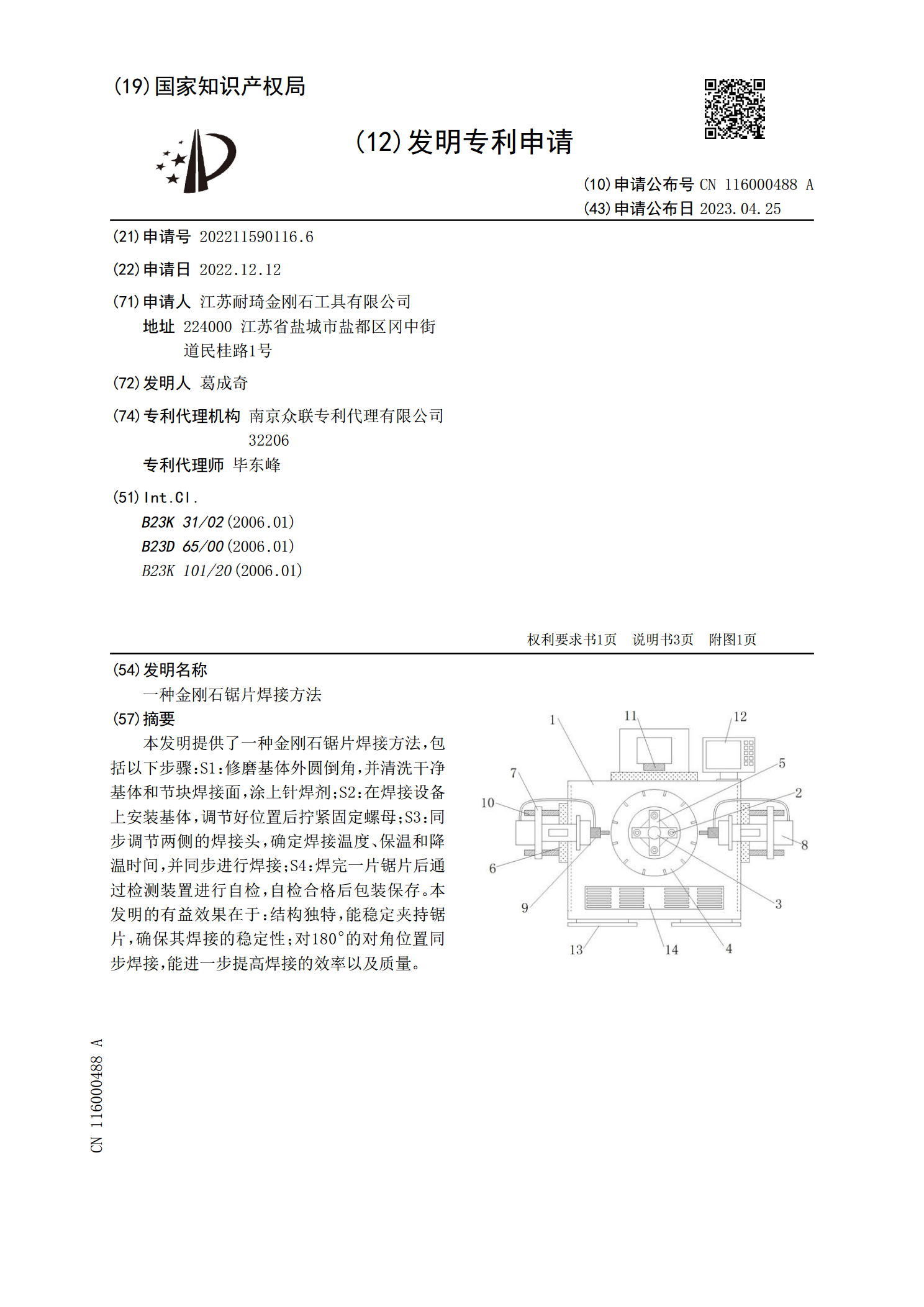
本发明提供了一种金刚石锯片焊接方法,包括以下步骤:S1:修磨基体外圆倒角,并清洗干净基体和节块焊接面,涂上针焊剂;S2:在焊接设备上安装基体,调节好位置后拧紧固定螺母;S3:同步调节两侧的焊接头,确定焊接温度、保温和降温时间,并同步进行焊接;S4:焊完一片锯片后通过检测装置进行自检,自检合格后包装保存。本发明的有益效果在于:结构独特,能稳定夹持锯片,确保其焊接的稳定性;对180°的对角位置同步焊接,能进一步提高焊接的效率以及质量。

激光焊接金刚石锯片.pdf
第2期·论文·吕长利等激光焊接金刚石锯片2003年4月摘要本文介绍优质激光焊接锯片的生产过程,以及在试制过程中遇到的诸多问题及其解决方法,着重阐述锯片焊接强度问题以及影响焊接强度的·些因素,并确定较合理的制作工艺。关键词激光焊接锯片焊接强度LaserWeldingDiamondSawbladeAbstractThepaperintroducestheproductiveprocessofhigh-qualitydiamondsawbla-desweldedwithlaser,andmanyproblems

金刚石圆锯片焊接强度分析.docx
金刚石圆锯片焊接强度分析金刚石圆锯片焊接强度分析1.引言金刚石圆锯片作为一种主要用于切割材料的工具,其切削性能和使用寿命直接影响到加工效率和加工质量。而圆锯片的焊接强度是影响其性能的重要因素之一。本文将对金刚石圆锯片的焊接强度进行分析研究,以期提高其性能和使用寿命。2.金刚石圆锯片的结构和焊接方法金刚石圆锯片的结构主要由两部分组成,即切削层和基体。切削层由金刚石颗粒和金属粉末组成,金刚石颗粒用于实现切削作用,而金属粉末用于提供连接作用。目前常用的焊接方法有电弧焊、电子束焊和激光焊。3.影响金刚石圆锯片焊接

金刚石锯片的激光焊接工艺.docx
金刚石锯片的激光焊接工艺金刚石锯片是一种常用的切割工具,其主要由金刚石颗粒和金属粉末通过高温高压烧结而成。然而,由于金刚石与金属基体之间的热膨胀系数差异大,工作过程中容易产生热应力,导致金刚石的脱粒和断裂。为了解决这一问题,激光焊接工艺被广泛应用于金刚石锯片的制造过程中。激光焊接是一种将激光束聚焦到焊缝上,通过瞬时高温使焊材发生熔化并与基材相融合的焊接工艺。与传统的电弧焊接相比,激光焊接具有焊缝狭窄、热影响区小、熔深大等优点,非常适合于金刚石锯片的生产。在激光焊接金刚石锯片时,首先需要确定焊接参数,包括激