
一种基于灌铅工艺的铜管弯管装置及其弯管方法.pdf

东耀****哥哥

1/7

2/7
3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种基于灌铅工艺的铜管弯管装置及其弯管方法.pdf
本发明提供了一种基于灌铅工艺的铜管弯管装置及其弯管方法,属于机械工程和制冷管件技术领域。该铜管弯管方法将铅溶液灌入空心铜管中,冷却后经数控弯管机压弯灌铅铜管,升温排出铜管中的铅溶液,随后经盐酸水溶液去除压弯铜管中残留的铅溶液,得到压弯铜管。本发明的方法能减少铜管压弯处的褶皱以及断裂,减少成本,同时提高工作效率。

一种铜管弯管扩管的自动操作装置.pdf
本发明公开了一种铜管弯管扩管的自动操作装置,包括自动操作装置主体、机柜、电机、活动板和动滑轮,钢管的顶部右侧设置有皮带轮,皮带轮与钢管活动连接,皮带轮很好的提高了自动操作装置主体的加工效率,机柜的底端左侧设置有集料箱,集料箱与机柜固定连接,集料箱很好的提高了自动操作装置主体的自动能力,机柜的底部右侧设置有控制面板,控制面板与机柜固定连接,控制面板很好的提高了自动操作装置主体的智能性,自动操作装置主体的底端后侧设置有导杆组件,导杆组件与自动操作装置主体固定连接,导杆组件具有很好的传力的性能,很好的提高了自动

一种EGR管件的弯管装置及其成型工艺.pdf
一种EGR管件的弯管装置,包括有基座;送料装置;弯管模具;其特征在于:所述的弯管模具包括有弯管主轴、摆动板、固定板、轮模和夹模,固定板固定设置于基座的前端,摆动板可转动地设置于弯管主轴上,轮模套设在弯管主轴上并能随摆动板旋转,模可滑动地设置于摆动板上并与轮模配合形成有能夹持管胚的夹持型腔,轮模和夹模还配合形成有能实现管胚波纹成型的波纹型腔,基座的一侧还设置有能将摆动板和固定板夹持固定于一起的锁紧装置。本发明在弯管机上集成了波纹加工的功能,使得管胚在弯管机上折弯成型后,同时能够在弯管机上加工成型出波纹,只需

一种管体弯曲装置及其弯管方法.pdf
本发明公开了一种管体弯曲装置及其弯管方法,属于管体弯曲技术领域,包括底座,底座的上端左部固定有支撑柱,支撑柱的上端固定有支撑杆,支撑杆的上端固定有主控器,底座的上端开设有主控器,且主控器位于支撑柱的右侧,主控器内滑动连接有滑块,滑块的上端固定有安装座,支撑柱的右端与滑块和安装座的左端之间固定有一对第一气缸,且第一气缸由主控器控制,底座的上端固定有第二气缸,且第二气缸位于滑块的右侧,第二气缸的上端固定有下半圆加热筒,下半圆加热筒的内壁固定有下弧形加热板,安装座的表面滑动连接有滑套,滑套的下端固定有第三气缸,
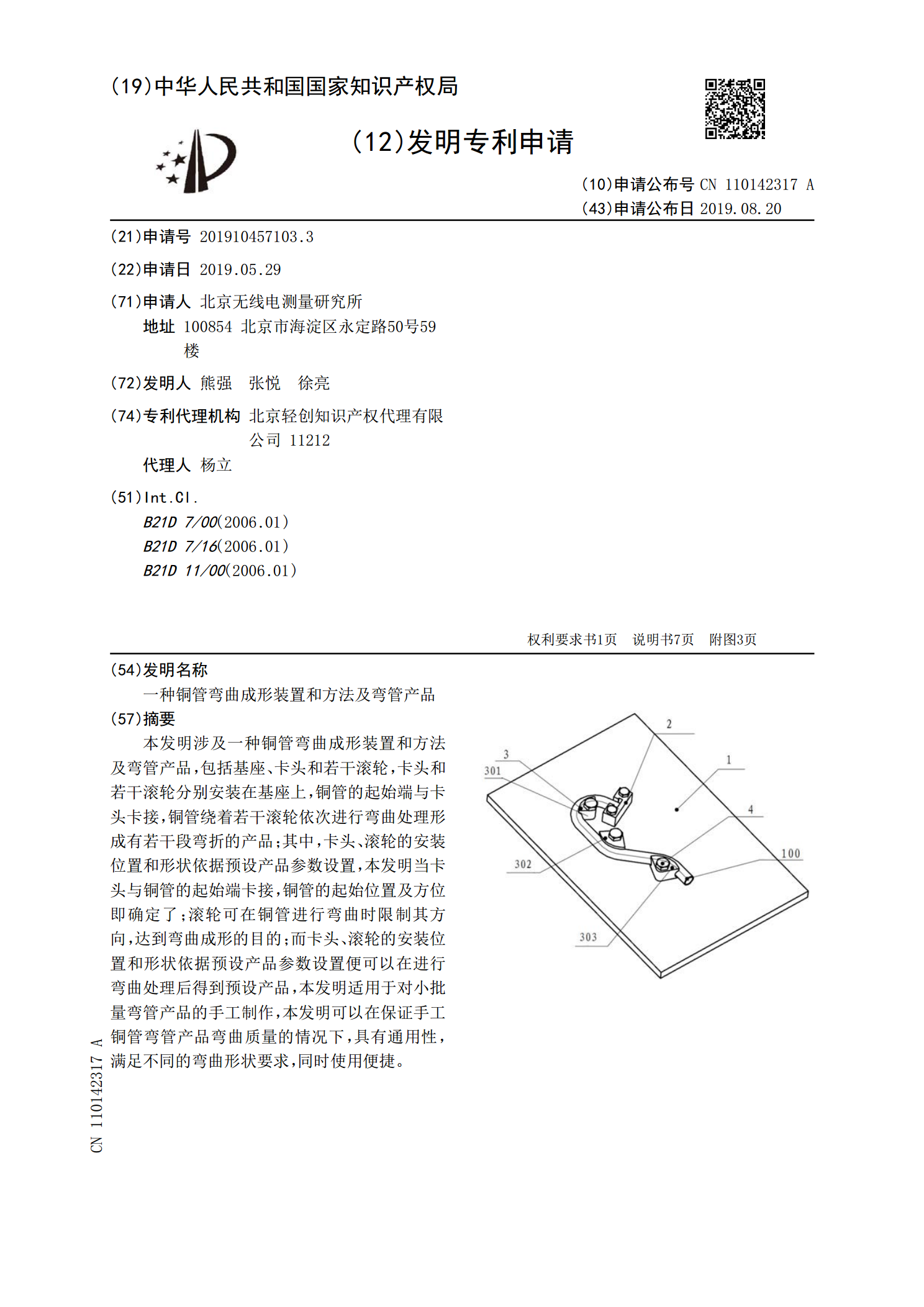
一种铜管弯曲成形装置和方法及弯管产品.pdf
本发明涉及一种铜管弯曲成形装置和方法及弯管产品,包括基座、卡头和若干滚轮,卡头和若干滚轮分别安装在基座上,铜管的起始端与卡头卡接,铜管绕着若干滚轮依次进行弯曲处理形成有若干段弯折的产品;其中,卡头、滚轮的安装位置和形状依据预设产品参数设置,本发明当卡头与铜管的起始端卡接,铜管的起始位置及方位即确定了;滚轮可在铜管进行弯曲时限制其方向,达到弯曲成形的目的;而卡头、滚轮的安装位置和形状依据预设产品参数设置便可以在进行弯曲处理后得到预设产品,本发明适用于对小批量弯管产品的手工制作,本发明可以在保证手工铜管弯管产