
一种用于高陡度非球面反射镜的抛光方法.pdf

增梅****主啊


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于高陡度非球面反射镜的抛光方法.pdf
本发明提出了一种用于高陡度非球面反射镜的抛光方法,属于反射镜光学加工领域。解决了现有高陡度非球面反射镜平滑过程中面形精度保持与加工效率无法兼顾的问题。所述抛光方法使用的抛光工具为磨头,在抛光加工的某一时刻,磨头在反射镜表面的某处驻留,所述磨头采用往复运动的方式对反射镜进行表面平滑,所述往复运动是以磨头对称轴为中心轴,在反射镜表面的任意位置以两侧对称的角度进行往复式运动。它主要用于高陡度非球面反射镜的抛光。

一种高陡度光学镜面误差抛光修正加工方法.pdf
本发明公开了一种高陡度光学镜面误差抛光修正加工方法,以CCOS成型原理为基础,将高陡度非球面投影到其最接近平面内,对倾斜去除函数变换处理后得到任意加工位置处的去除函数,然后在高陡度非球面的最接近平面内,将高陡度的修型过程用矩阵乘法模型描述,最后利用解卷积算法,计算出驻留时间后利用速度方式实现加工。本发明考虑磨盘轴向与接触点处工件法向之间夹角变化对去除函数的影响,引入变去除函数的概念,将去除函数和待加工面型投影到待加工面型的最接近平面内,据此建立全局变去除函数的矩阵成型模型,利用驻留时间解算算法求解驻留时间

高陡度镜面的离子束抛光方法.pdf
本发明公开了一种高陡度镜面的离子束抛光方法,包括以下步骤:(1)测算镜面各点的入射角θ;(2)根据模型确定各点的补偿系数K;(3)利用干涉法测定工件的初始面形误差E;(4)根据K对E进行补偿得到补偿面形误差E′;(5)通过去除函数实验获得离子束垂直入射镜面时的去除函数R;(6)根据E′和R确定出驻留时间分布T并生成数控代码;(7)利用去除函数的发生装置和生成的数控代码进行加工,加工时离子束沿平行于工件光轴方向入射镜面,通过三轴联动系统对镜面进行修形;(8)重复前述步骤直至修形结果满足面形收敛精度的要求。本

高陡度保形光学非球面环形子孔径检测方法.docx
高陡度保形光学非球面环形子孔径检测方法摘要:本文采用高陡度保形光学非球面环形子孔径检测方法,旨在对非球面环形子孔径进行定量测量,实现检测精度的提升。本文首先分析了非球面环形子孔径检测的需求和困难,详细介绍了高陡度保形光学的原理和技术特点,然后论述了非球面环形子孔径的检测方法、实验结果和分析,最终得出结论:高陡度保形光学非球面环形子孔径检测方法可实现非球面环形子孔径的高精度定量测量,具有重要的应用价值。关键词:高陡度保形光学;非球面环形子孔径;定量测量;检测精度;应用价值Abstract:Thispaper
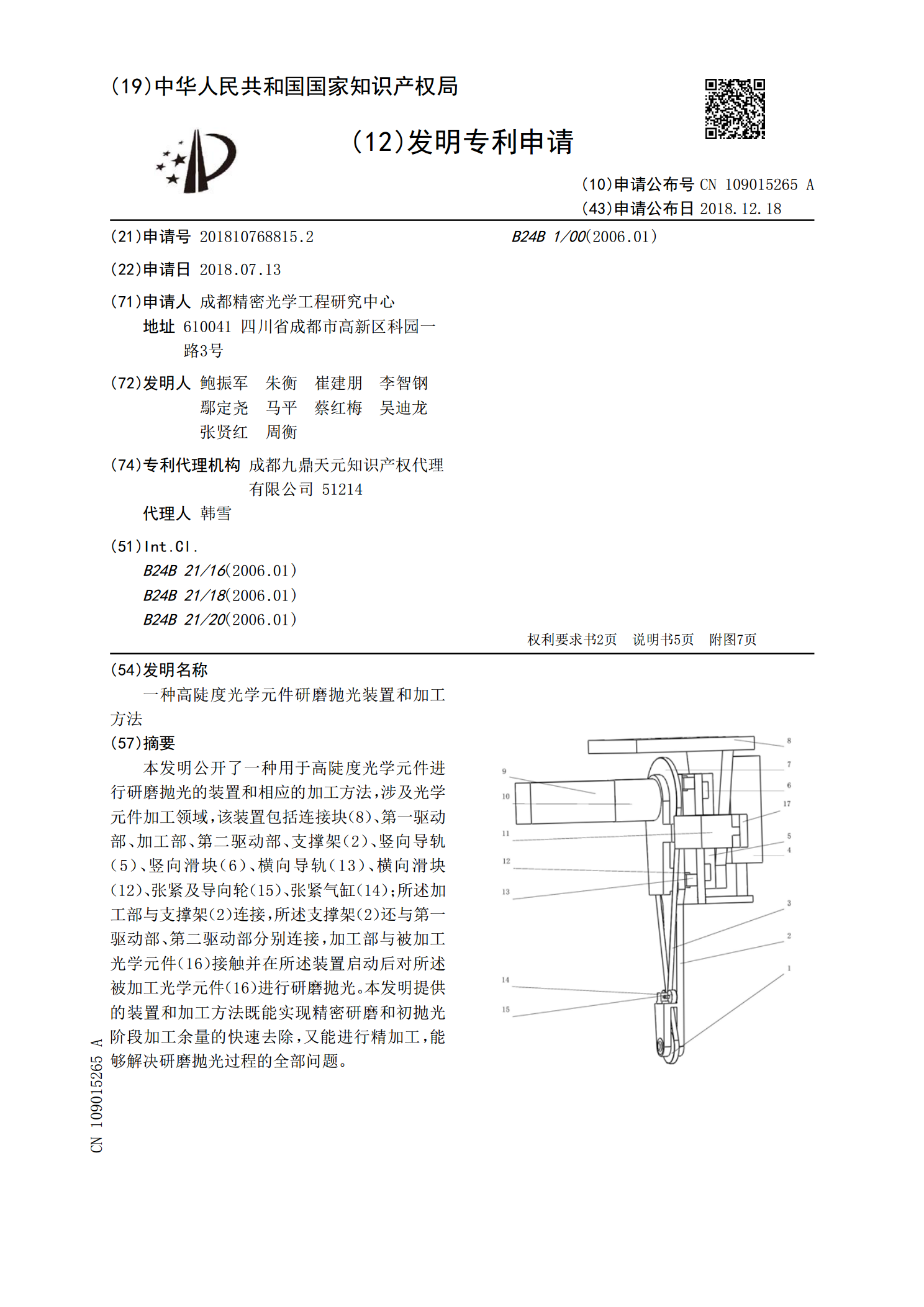
一种高陡度光学元件研磨抛光装置和加工方法.pdf
本发明公开了一种用于高陡度光学元件进行研磨抛光的装置和相应的加工方法,涉及光学元件加工领域,该装置包括连接块(8)、第一驱动部、加工部、第二驱动部、支撑架(2)、竖向导轨(5)、竖向滑块(6)、横向导轨(13)、横向滑块(12)、张紧及导向轮(15)、张紧气缸(14);所述加工部与支撑架(2)连接,所述支撑架(2)还与第一驱动部、第二驱动部分别连接,加工部与被加工光学元件(16)接触并在所述装置启动后对所述被加工光学元件(16)进行研磨抛光。本发明提供的装置和加工方法既能实现精密研磨和初抛光阶段加工余量的