
一种高陡度光学镜面误差抛光修正加工方法.pdf

是你****优呀


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种高陡度光学镜面误差抛光修正加工方法.pdf
本发明公开了一种高陡度光学镜面误差抛光修正加工方法,以CCOS成型原理为基础,将高陡度非球面投影到其最接近平面内,对倾斜去除函数变换处理后得到任意加工位置处的去除函数,然后在高陡度非球面的最接近平面内,将高陡度的修型过程用矩阵乘法模型描述,最后利用解卷积算法,计算出驻留时间后利用速度方式实现加工。本发明考虑磨盘轴向与接触点处工件法向之间夹角变化对去除函数的影响,引入变去除函数的概念,将去除函数和待加工面型投影到待加工面型的最接近平面内,据此建立全局变去除函数的矩阵成型模型,利用驻留时间解算算法求解驻留时间

高陡度镜面的离子束抛光方法.pdf
本发明公开了一种高陡度镜面的离子束抛光方法,包括以下步骤:(1)测算镜面各点的入射角θ;(2)根据模型确定各点的补偿系数K;(3)利用干涉法测定工件的初始面形误差E;(4)根据K对E进行补偿得到补偿面形误差E′;(5)通过去除函数实验获得离子束垂直入射镜面时的去除函数R;(6)根据E′和R确定出驻留时间分布T并生成数控代码;(7)利用去除函数的发生装置和生成的数控代码进行加工,加工时离子束沿平行于工件光轴方向入射镜面,通过三轴联动系统对镜面进行修形;(8)重复前述步骤直至修形结果满足面形收敛精度的要求。本

高陡度保形光学镜面拼接测量误差分析与建模.docx
高陡度保形光学镜面拼接测量误差分析与建模高陡度保形光学镜面拼接在现代制造业中扮演着重要角色。随着人们对精度要求的不断提高,保形光学镜面的拼接越来越受到关注。然而,光学镜面拼接时将多个小片组合成一个大片,误差会通过传递和累加导致拼接后的精度下降。本文旨在对高陡度保形光学镜面拼接误差进行分析和建模,以提高其精度。首先,我们介绍光学镜面的误差类型。光学镜面的误差包括形状误差、表面粗糙度误差和光滑度误差。其中,形状误差是光学镜面最主要的误差,包括曲率误差和面形误差。曲率误差表征的是镜面表面偏离理想曲面的程度,面形
一种高陡度光学元件研磨抛光装置和加工方法.pdf
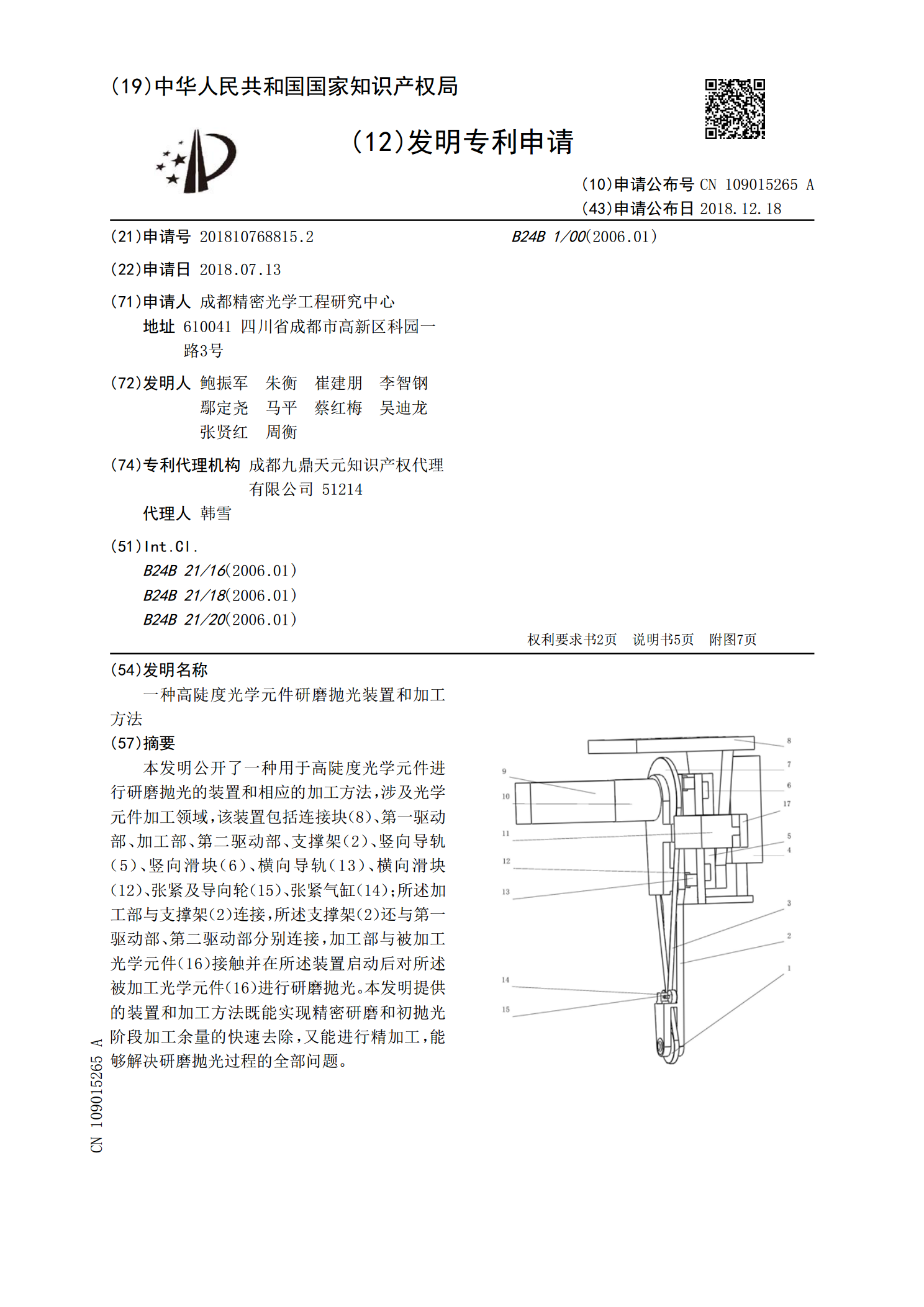
本发明公开了一种用于高陡度光学元件进行研磨抛光的装置和相应的加工方法,涉及光学元件加工领域,该装置包括连接块(8)、第一驱动部、加工部、第二驱动部、支撑架(2)、竖向导轨(5)、竖向滑块(6)、横向导轨(13)、横向滑块(12)、张紧及导向轮(15)、张紧气缸(14);所述加工部与支撑架(2)连接,所述支撑架(2)还与第一驱动部、第二驱动部分别连接,加工部与被加工光学元件(16)接触并在所述装置启动后对所述被加工光学元件(16)进行研磨抛光。本发明提供的装置和加工方法既能实现精密研磨和初抛光阶段加工余量的

离子束修正光学镜面误差中拼接加工方法研究.docx
离子束修正光学镜面误差中拼接加工方法研究随着现代科技的发展,作为高精度微纳加工技术之一的离子束修正已经成为现代科技领域中不可或缺的技术之一。而离子束修正在适用于微纳加工领域的同时,也广泛应用于其他领域,如光学镜面误差修正等。因此,离子束修正在此领域中也是一个热门话题。本文旨在探讨离子束修正在光学镜面误差修正中的拼接加工方法。1.离子束修正技术概述离子束修正技术是在表面微纳加工技术基础上发展出来的,它是一种非接触型、高精度、高效率、无过渡层性的表面修整工艺技术。它通过冷切(雕刻)和热切(熔融)两种模式进行表