
一种应用于铝铜异种材料焊接的自钎剂钎料及焊接方法.pdf

猫巷****觅蓉


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种应用于铝铜异种材料焊接的自钎剂钎料及焊接方法.pdf
本发明公开一种应用于铝铜异种材料焊接的自钎剂钎料,按照质量份数包括以下物质:70份至80份Al;4份至8份Si;9份至12份Cu;20份至30份Zn;12份至18份Sn;2份至8份Bi;1份至3份P;本发明还公开了焊接方法,包括以下步骤:步骤一、分别去除铝焊件和铜焊件表面的氧化层;步骤二、经过步骤一的铝焊件表面涂覆有所述的钎料得预置层;经过步骤一的铜焊件表面涂覆有金属过渡层;步骤三、将经过步骤二的铝焊件和铜焊件定位,焊接,退火,得目标产品;该发明将无需钎剂的钎料预置于铝焊件配合铜焊件表面的金属过渡层,焊接
用于焊接铝铜构件的自钎钎料.pdf
本发明公开了一种用于焊接铝铜构件的自钎钎料,它是由氟化物12-15%(氟化铝30-80%,氟化铯5-35%,余量为氟化钾),铪0.01-0.3%,锗0.01-0.8%,镍0.05-2%,铜0.8-3%,硅5-17%,余量为铝按照下述方法制备而成:将原料铪、锗、镍、铜、硅和铝入真空炉中冶炼、雾化成细粉,然后与氟化物粉均匀混合、压制成复合锭,将复合锭直接挤压成丝或管,将丝绕制成卷或将管切成环状即可得到自钎钎料成品。本发明的优点在于在现有的Al-Si-Cu-Ni合金系钎料基础上引入微量元素Ge、Hf,既降低了钎

铜铝钎焊用软钎料及其焊接性研究现状.docx
铜铝钎焊用软钎料及其焊接性研究现状铜铝钎焊是一种常用的金属连接技术,它在电子、航空航天、汽车和家电等领域都有广泛的应用。在铜铝钎焊中,软钎料是实现连接的关键因素之一,它在焊接过程中起着填充材料的作用。本论文将重点介绍铜铝钎焊用软钎料以及其焊接性的研究现状。铜铝钎焊用软钎料的选择对于焊接质量和连接强度至关重要。软钎料应具有良好的润湿性,能够快速将钎料填充到焊缝中,并与基体金属形成良好的金属间化合物层。此外,软钎料还应具有适当的熔点和流动性,以便在焊接过程中形成均匀的焊缝。目前,常用的铜铝钎焊用软钎料主要包括
一种用于焊接铝箔和不锈钢的软钎料、钎剂及其制备方法和焊接方法.pdf
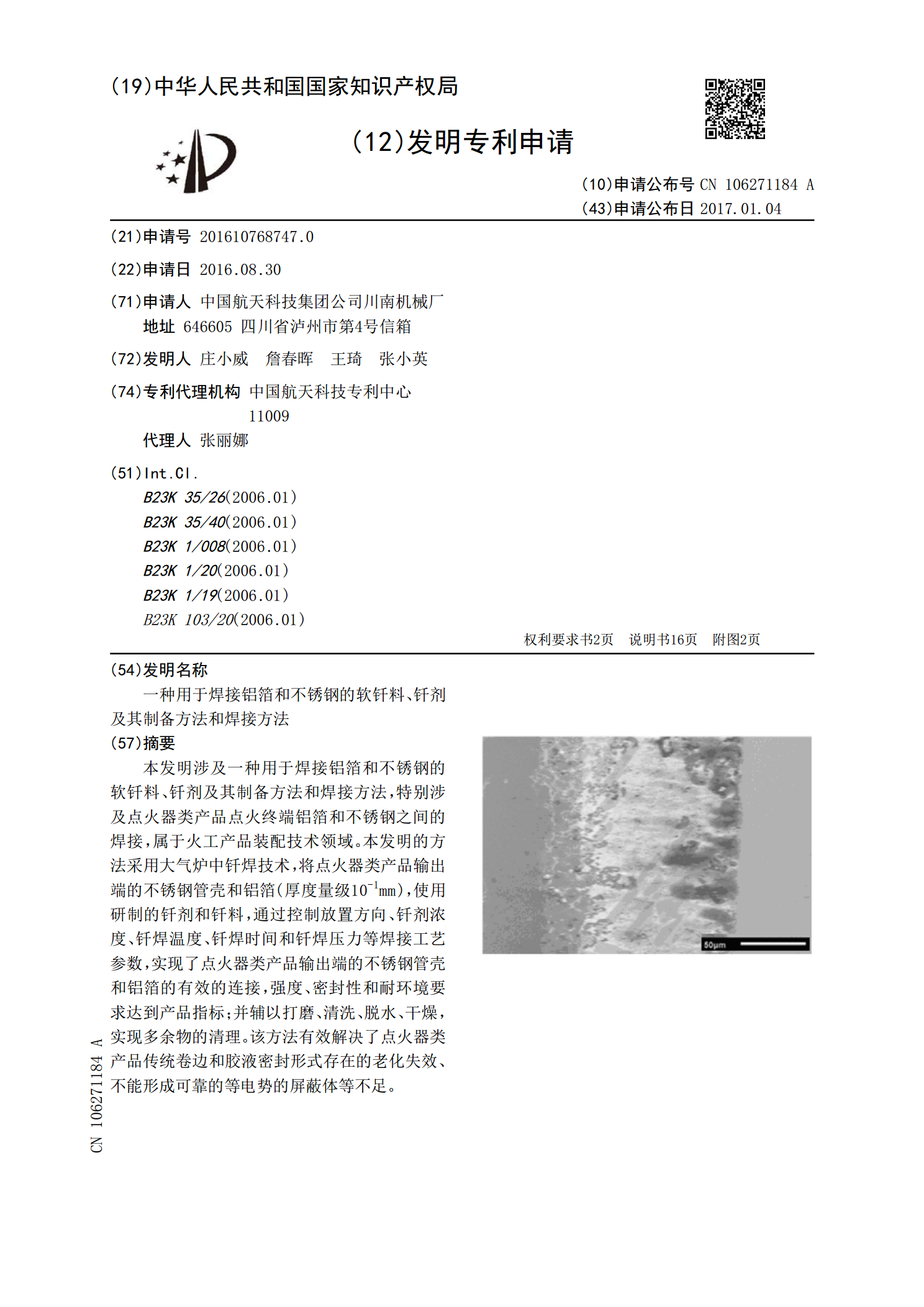
本发明涉及一种用于焊接铝箔和不锈钢的软钎料、钎剂及其制备方法和焊接方法,特别涉及点火器类产品点火终端铝箔和不锈钢之间的焊接,属于火工产品装配技术领域。本发明的方法采用大气炉中钎焊技术,将点火器类产品输出端的不锈钢管壳和铝箔(厚度量级10

铝铜异种材料焊接的研究现状.docx
铝铜异种材料焊接的研究现状铝铜异种材料焊接的研究现状摘要:铝铜异种材料焊接在工业应用中具有重要的意义。本文主要介绍了铝铜异种材料的特点,探讨了不同焊接方法对该材料连接性能的影响,并总结了当前关于铝铜异种材料焊接研究的现状。研究表明,铝铜异种材料的焊接实现具有一定的困难,但通过选择合适的焊接方法和焊接参数,可以获得良好的焊接质量。然而,目前仍存在一些挑战,如界面反应、焊接变形和焊接接头强度等问题,需要进一步的研究才能解决。关键词:铝铜异种材料;焊接;连接性能;界面反应1.引言铝铜异种材料具有许多优点,如高强