
激光焊接方法.pdf

小寄****淑k


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

激光焊接装置及焊接方法.pdf
一种激光焊接装置,由于焊接头的聚集镜片为长焦镜片,故在焊接时,焊接头可置于离焊接熔池较远的位置,从而可减小熔池热辐射对于焊接头中光学器件的影响,避免聚集镜片产生焦点漂移。此外,侧吹保护结构的第一吹气口在焊接时向焊接熔池喷射保护气体,可将熔池上方的等离子体吹散,从而可减少等离子体火焰的高度,减小了等离子体对激光束的屏蔽作用,进而避免产生驼峰。综上所述,上述激光焊接装置可有效提高厚板焊接过程中的焊接稳定性。此外,本发明还提供一种焊接方法。
激光焊接系统及焊接方法.pdf
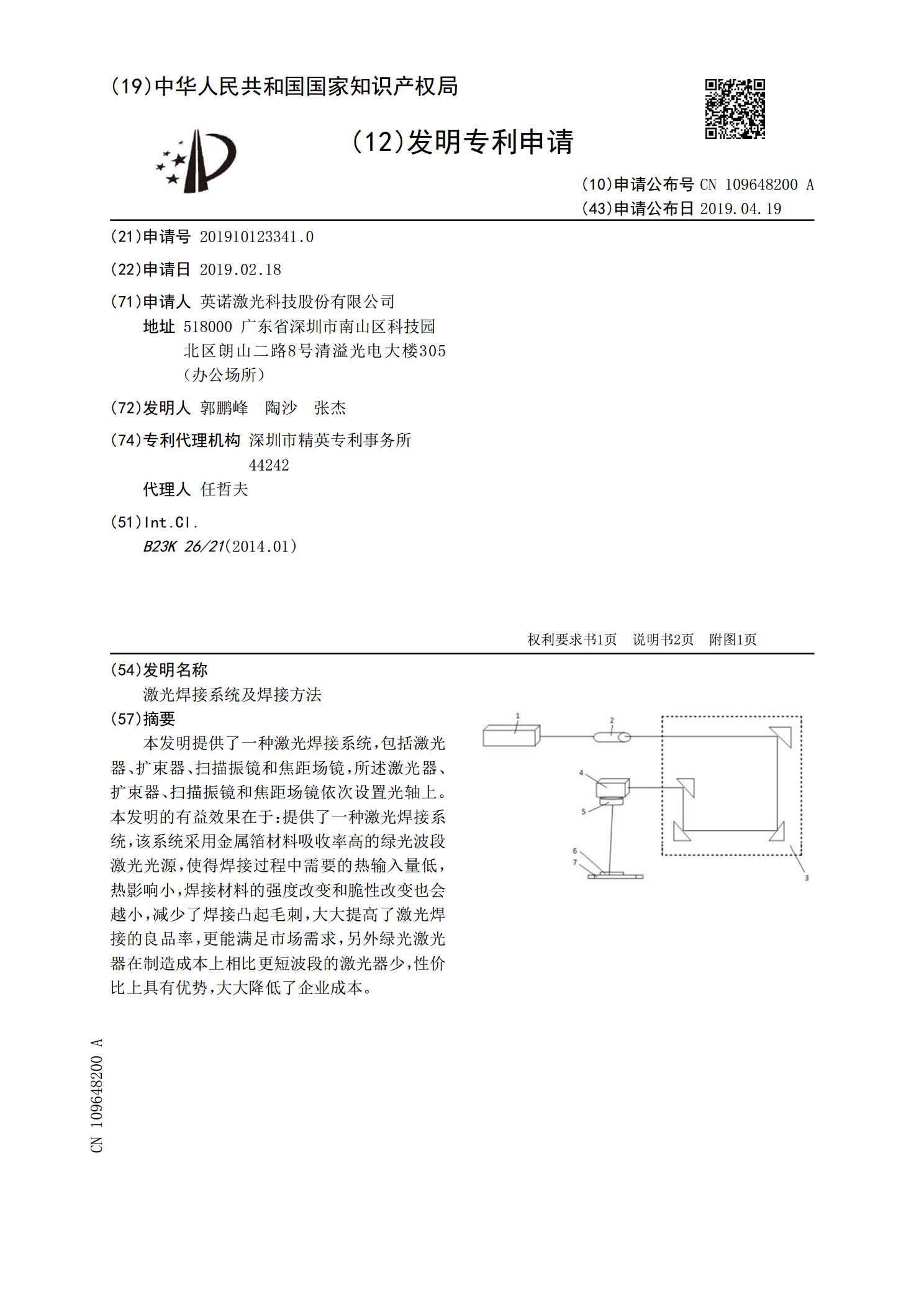
本发明提供了一种激光焊接系统,包括激光器、扩束器、扫描振镜和焦距场镜,所述激光器、扩束器、扫描振镜和焦距场镜依次设置光轴上。本发明的有益效果在于:提供了一种激光焊接系统,该系统采用金属箔材料吸收率高的绿光波段激光光源,使得焊接过程中需要的热输入量低,热影响小,焊接材料的强度改变和脆性改变也会越小,减少了焊接凸起毛刺,大大提高了激光焊接的良品率,更能满足市场需求,另外绿光激光器在制造成本上相比更短波段的激光器少,性价比上具有优势,大大降低了企业成本。

激光焊接方法.pdf
本发明揭示了一种激光焊接方法,其包括对第一焊接件与第二焊接件进行压合,对第一焊接件与第二焊接件的压合处进行非线性激光焊接。本申请的发明通过在第一焊接件与第二焊接件的压合处进行非线性的激光焊接,使得焊接光斑驻留在第一焊接件与第二焊接件的压合处,不会透过第一焊接件与第二焊接件的压合处缝隙进入到第一焊接件或第二焊接件的内部,对两者内部的其他部件造成损伤,进而保证了焊接产品的质量和产品生产的良品率。

激光焊接方法.pdf
一种激光焊接方法,包括步骤:将第一待焊接板贴合于第二待焊接板的侧壁,并使第二待焊接板的侧壁至少部分露出,第二待焊接板露出的侧壁与第一待焊接板的侧壁构成焊接空间;采用连续激光焊接法将激光对准所述第一待焊接板的侧壁进行焊接处理并沿所述第一待焊接板的侧壁的长度方向移动,以在所述焊接空间填充材料形成焊缝;激光的出射方向与第一待焊接板的侧壁的角度为10°~20°。连续激光器提供的激光能量持续恒定,且将两待焊接板搭接,不拼实构成给焊缝预留的焊接空间,使得形成的焊缝与母材过渡得光滑平整,无需打磨,省去了打磨工序,缩短了
激光焊接夹具装置、设备及激光焊接夹持方法.pdf
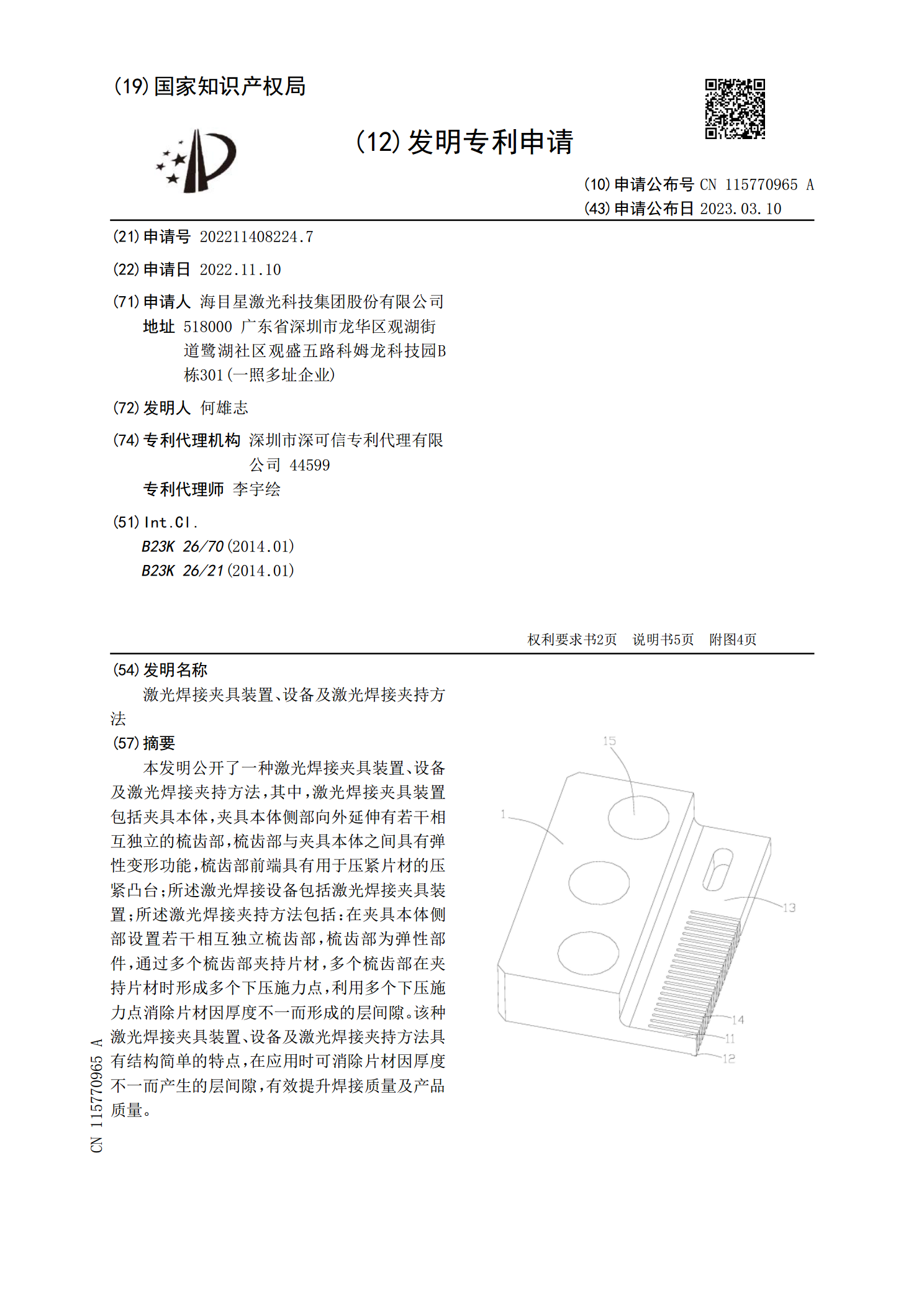
本发明公开了一种激光焊接夹具装置、设备及激光焊接夹持方法,其中,激光焊接夹具装置包括夹具本体,夹具本体侧部向外延伸有若干相互独立的梳齿部,梳齿部与夹具本体之间具有弹性变形功能,梳齿部前端具有用于压紧片材的压紧凸台;所述激光焊接设备包括激光焊接夹具装置;所述激光焊接夹持方法包括:在夹具本体侧部设置若干相互独立梳齿部,梳齿部为弹性部件,通过多个梳齿部夹持片材,多个梳齿部在夹持片材时形成多个下压施力点,利用多个下压施力点消除片材因厚度不一而形成的层间隙。该种激光焊接夹具装置、设备及激光焊接夹持方法具有结构简单的