
热轧塑变油田废旧油管等径等厚修复工艺.pdf

一条****然后


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

热轧塑变油田废旧油管等径等厚修复工艺.pdf
本发明公开了一种热轧塑变油田废旧油管等径等厚修复工艺,包括的步骤有:第一步、清除旧油管内孔污油污垢;第二步、清洗接箍进行多元离子注入;第三步、松动旧油井管内外表面的残留物;第四步、把残留物清除;第五步、减壁1.2mm±0.2mm、扩径15mm±2mm;第六步、将荒管两端镦厚;第七步、被修复油井管的壁厚、外径达到“API5CT规范”要求;第八步、要求毛管的直线度达到规范要求;第九步、使毛管达到油光管规范长度要求;第十步、进行螺纹加工;第十一步、油管物理性能指标是否达到“API5CT规范”要求;第十二步、

废旧油管热轧再制造工艺技术与应用.pptx
废旧油管热轧再制造工艺技术与应用目录添加章节标题废旧油管热轧再制造工艺技术概述定义与背景技术原理技术发展历程技术优势与局限性废旧油管热轧再制造工艺流程废旧油管收集与分类预处理工艺热轧工艺再制造产品的质量检测与控制废旧油管热轧再制造技术的应用领域与实例应用领域典型案例分析技术推广与效益分析废旧油管热轧再制造技术的环境影响与可持续发展资源消耗与能源消耗污染物排放与处理可持续发展策略与实践绿色制造与循环经济废旧油管热轧再制造技术的未来发展趋势与挑战技术创新与突破方向市场发展前景与趋势政策支持与法规完善技术发展面

一种腐蚀偏磨废旧油管热轧修复方法.pdf
本发明提供了一种腐蚀偏磨废旧油管的热轧修复方法,以筛选过后的废旧油管为原料管,利用天然气加热炉对10%炉保证了整根油管的均匀受热,避免了传统热轧修复工艺中由于受热不均引起的开裂现象,修复后的油管满足相关标准要求,具有显著的经济效益。
油田废旧射孔枪管盲孔修复再造工艺.pdf
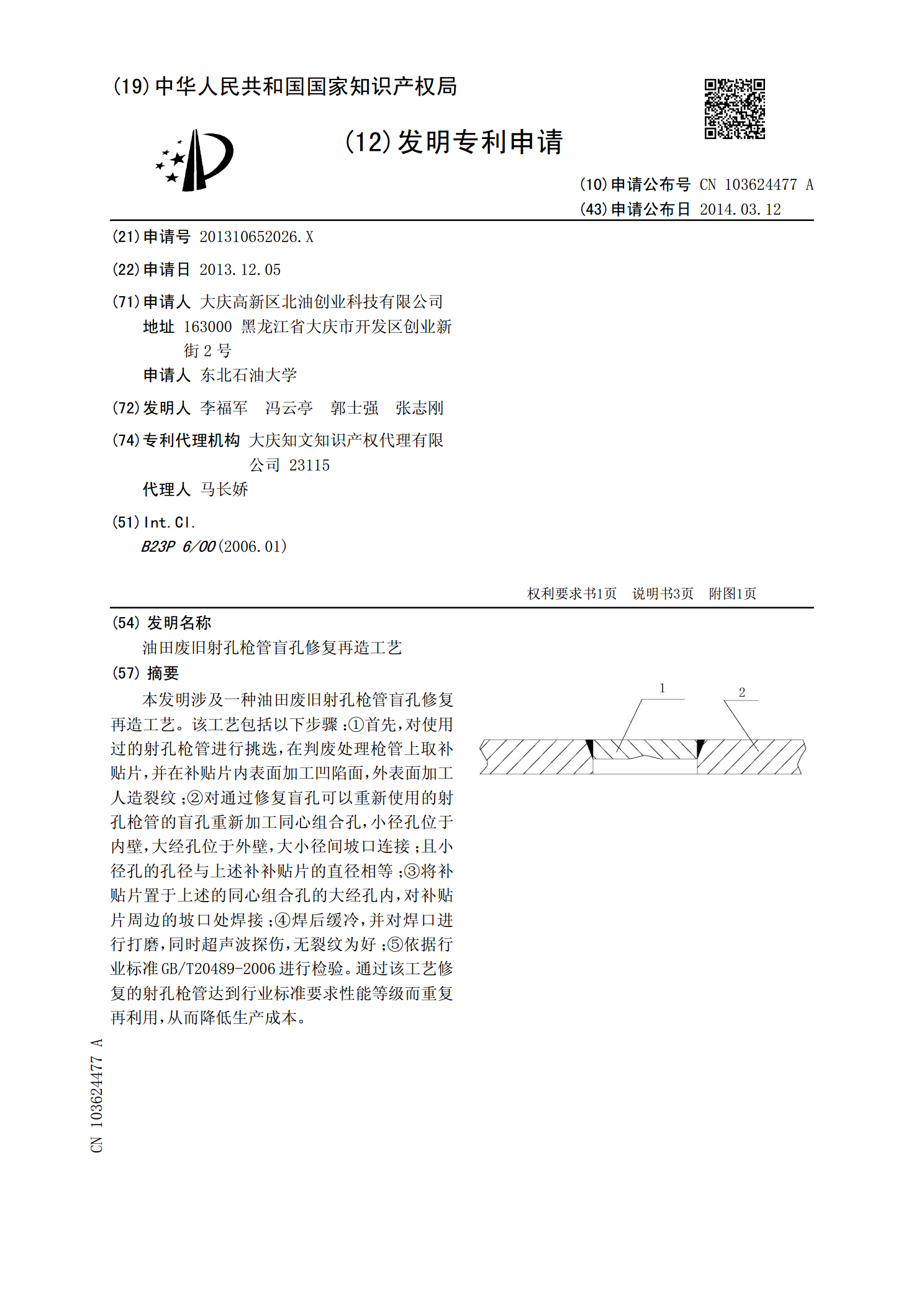
本发明涉及一种油田废旧射孔枪管盲孔修复再造工艺。该工艺包括以下步骤:①首先,对使用过的射孔枪管进行挑选,在判废处理枪管上取补贴片,并在补贴片内表面加工凹陷面,外表面加工人造裂纹;②对通过修复盲孔可以重新使用的射孔枪管的盲孔重新加工同心组合孔,小径孔位于内壁,大经孔位于外壁,大小径间坡口连接;且小径孔的孔径与上述补补贴片的直径相等;③将补贴片置于上述的同心组合孔的大经孔内,对补贴片周边的坡口处焊接;④焊后缓冷,并对焊口进行打磨,同时超声波探伤,无裂纹为好;⑤依据行业标准GB/T20489-2006进行检验。

一种油管热轧修复装置.pdf
本发明公开了一种油管热轧修复装置,包括送料机、加热器、热轧机和冷却机构,所述送料机的内部上下两侧对称等距设置有凹轮,所述凹轮之间通过链条啮合连接,所述送料机的一侧从左至右依次设置有加热器、热轧机、和冷却机构,所述冷却机构的顶部中心位置处通过软管与冷凝器连通,所述冷凝器的一侧通过软管与冷却机构连通。本发明中,冷却机构的内部设置有环形淋喷管,且环形淋喷管的内部绕轴心等角度均匀分布有九个淋喷头,这九个淋喷头的朝向均对准环形淋喷管的轴心,通过这种淋喷结构能够使得油管的表面三百六十度均能够被冷水喷射到,完全去除了冷