
一种油管热轧修复装置.pdf

论文****可爱


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种油管热轧修复装置.pdf
本发明公开了一种油管热轧修复装置,包括送料机、加热器、热轧机和冷却机构,所述送料机的内部上下两侧对称等距设置有凹轮,所述凹轮之间通过链条啮合连接,所述送料机的一侧从左至右依次设置有加热器、热轧机、和冷却机构,所述冷却机构的顶部中心位置处通过软管与冷凝器连通,所述冷凝器的一侧通过软管与冷却机构连通。本发明中,冷却机构的内部设置有环形淋喷管,且环形淋喷管的内部绕轴心等角度均匀分布有九个淋喷头,这九个淋喷头的朝向均对准环形淋喷管的轴心,通过这种淋喷结构能够使得油管的表面三百六十度均能够被冷水喷射到,完全去除了冷

一种腐蚀偏磨废旧油管热轧修复方法.pdf
本发明提供了一种腐蚀偏磨废旧油管的热轧修复方法,以筛选过后的废旧油管为原料管,利用天然气加热炉对10%炉保证了整根油管的均匀受热,避免了传统热轧修复工艺中由于受热不均引起的开裂现象,修复后的油管满足相关标准要求,具有显著的经济效益。

热轧塑变油田废旧油管等径等厚修复工艺.pdf
本发明公开了一种热轧塑变油田废旧油管等径等厚修复工艺,包括的步骤有:第一步、清除旧油管内孔污油污垢;第二步、清洗接箍进行多元离子注入;第三步、松动旧油井管内外表面的残留物;第四步、把残留物清除;第五步、减壁1.2mm±0.2mm、扩径15mm±2mm;第六步、将荒管两端镦厚;第七步、被修复油井管的壁厚、外径达到“API5CT规范”要求;第八步、要求毛管的直线度达到规范要求;第九步、使毛管达到油光管规范长度要求;第十步、进行螺纹加工;第十一步、油管物理性能指标是否达到“API5CT规范”要求;第十二步、
一种适用于旧油管修复的长管道内部除垢装置.pdf
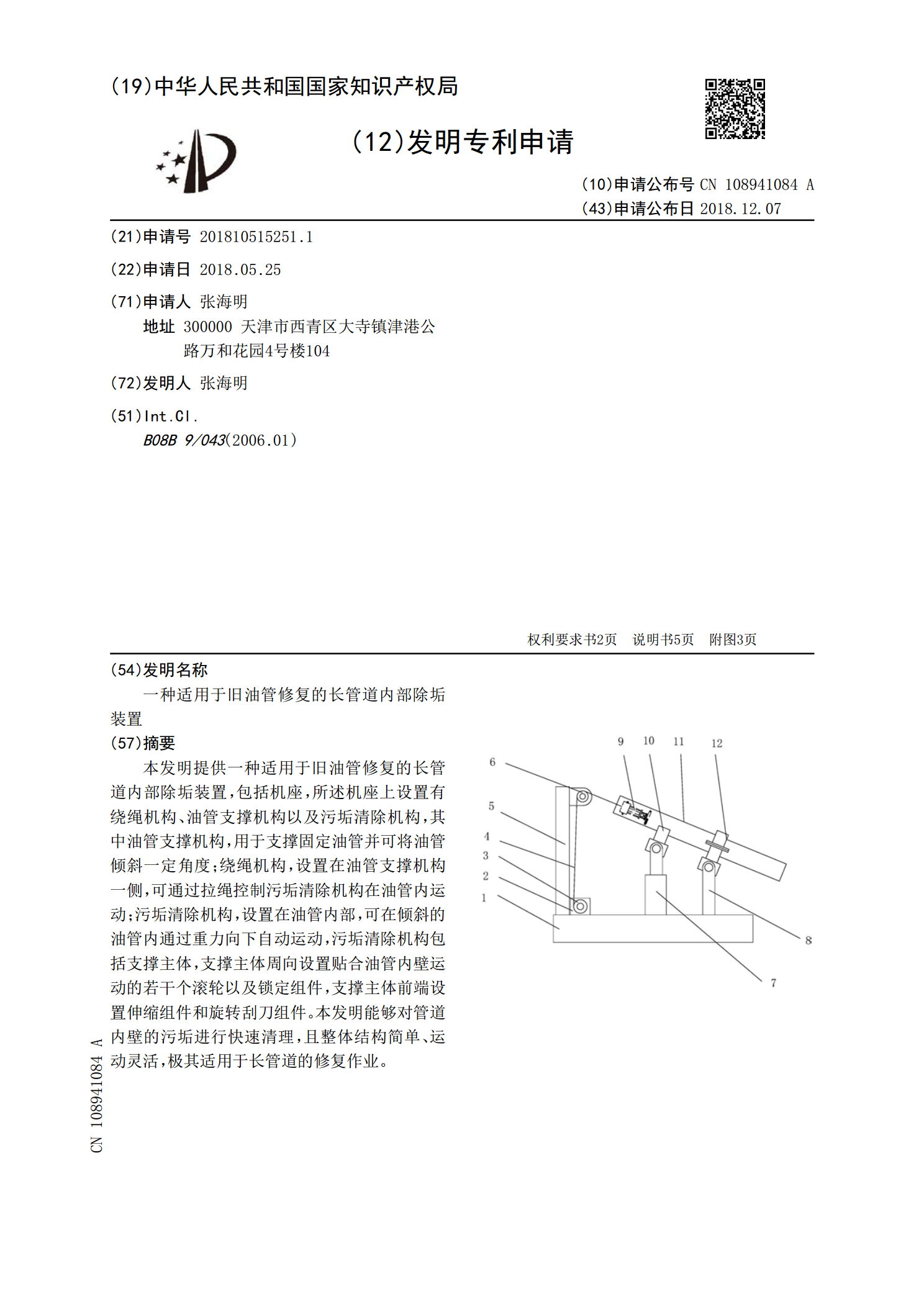
本发明提供一种适用于旧油管修复的长管道内部除垢装置,包括机座,所述机座上设置有绕绳机构、油管支撑机构以及污垢清除机构,其中油管支撑机构,用于支撑固定油管并可将油管倾斜一定角度;绕绳机构,设置在油管支撑机构一侧,可通过拉绳控制污垢清除机构在油管内运动;污垢清除机构,设置在油管内部,可在倾斜的油管内通过重力向下自动运动,污垢清除机构包括支撑主体,支撑主体周向设置贴合油管内壁运动的若干个滚轮以及锁定组件,支撑主体前端设置伸缩组件和旋转刮刀组件。本发明能够对管道内壁的污垢进行快速清理,且整体结构简单、运动灵活,极

油管修复传输线随行启停节能控制装置及油管传输方法.pdf
本发明公开了一种油管修复传输线随行启停节能控制装置及油管传输方法,包括多个滚轮,所述滚轮呈两端高中间低的凹弧状,各滚轮分别固定在相应滚轮轴的中部,各滚轮轴的两端分别支撑在滚轮轴支座上且一端由各自的滚轮电机驱动,相邻滚轮轴相互平行且间距相等,各滚轮的凹弧共轴线构成油管输送通道,油管被承托于数个滚轮的凹弧中向前传输,各滚轮来管方向的上游分别设有探测来管信号的位置开关一,各滚轮来管方向的下游分别设有探测来管信号的位置开关二。传输油管时,位置开关一先释放,位置开关二后释放,接着位置开关一复位,然后位置开关二复位。