
热浸镀锌钢板及其制造方法.pdf

努力****晓骞


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

热浸镀锌钢板及其制造方法.pdf
本发明提供热浸镀锌钢板及其制造方法,在所述热浸镀锌钢板的母材钢板的至少一个表面具有热浸镀锌层,其中,所述母材钢板具有规定的组成,以体积分率计含有:铁素体:0%~50%、残留奥氏体:0%~30%、回火马氏体:5%以上、新鲜马氏体:0%~10%、和珠光体与渗碳体的合计:0%~5%,在存在剩余组织的情况下,所述剩余组织由贝氏体构成,原奥氏体晶界处的B原子的浓度为2.0原子%以上,并且平均有效晶体粒径为7.0μm以下。

热浸镀锌钢板及其制造方法.pdf
本发明提供一种热浸镀锌钢板,其具备钢板和所述钢板表面上的镀层,其中,显微组织以体积分率计合计含有20%以上且99%以下的马氏体及贝氏体中的1种或2种;剩余组织含有铁素体、体积分率低于8%的残留奥氏体及体积分率为10%以下的珠光体中的1种或2种;所述热浸镀锌钢板具有980MPa以上的抗拉强度;所述镀层是热浸镀锌层,所述热浸镀锌层含有包含Si、Mn或Al中的1种或2种以上的氧化物,并且含有15质量%以下的Fe,剩余部分含有Zn、Al及不可避免的杂质,当在包含所述钢板和所述热浸镀锌层的板厚方向截面观察时,投影面

镀覆钢板、热浸镀锌钢板的制造方法及合金化热浸镀锌钢板的制造方法.pdf
一种镀覆钢板,其满足:化学组成以质量%计至少含有C:0.03%~0.70%、Si:0.25%~2.50%、Mn:1.00%~5.00%、P:0.100%以下、S:0.010%以下、sol.Al:0.001%~2.500%、N:0.020%以下,剩余部分由铁及杂质构成,金属组织包含超过5.0体积%的残留奥氏体、超过5.0体积%的回火马氏体,残留奥氏体中的C量为0.85质量%以上。
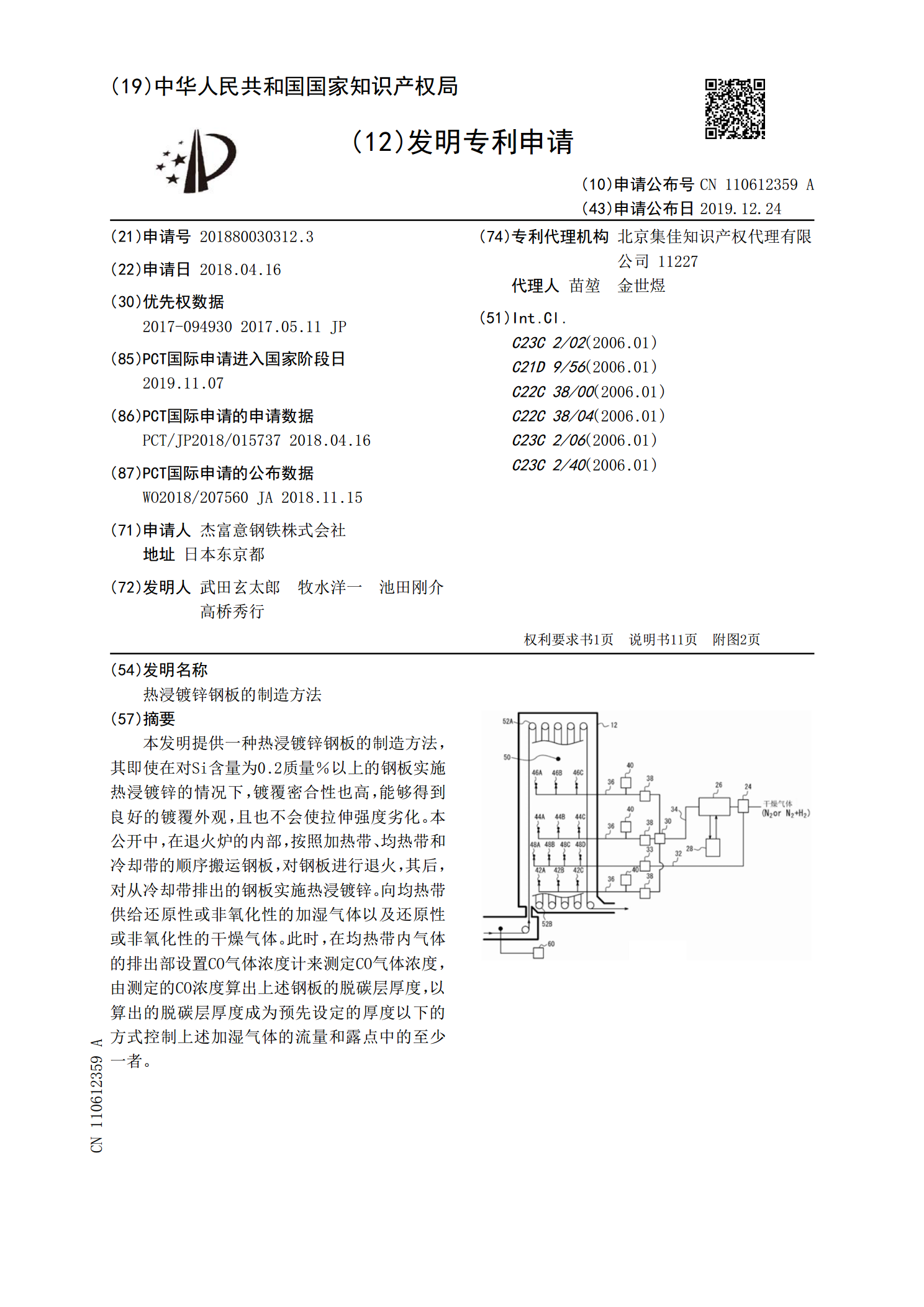
热浸镀锌钢板的制造方法.pdf
本发明提供一种热浸镀锌钢板的制造方法,其即使在对Si含量为0.2质量%以上的钢板实施热浸镀锌的情况下,镀覆密合性也高,能够得到良好的镀覆外观,且也不会使拉伸强度劣化。本公开中,在退火炉的内部,按照加热带、均热带和冷却带的顺序搬运钢板,对钢板进行退火,其后,对从冷却带排出的钢板实施热浸镀锌。向均热带供给还原性或非氧化性的加湿气体以及还原性或非氧化性的干燥气体。此时,在均热带内气体的排出部设置CO气体浓度计来测定CO气体浓度,由测定的CO浓度算出上述钢板的脱碳层厚度,以算出的脱碳层厚度成为预先设定的厚度以下的
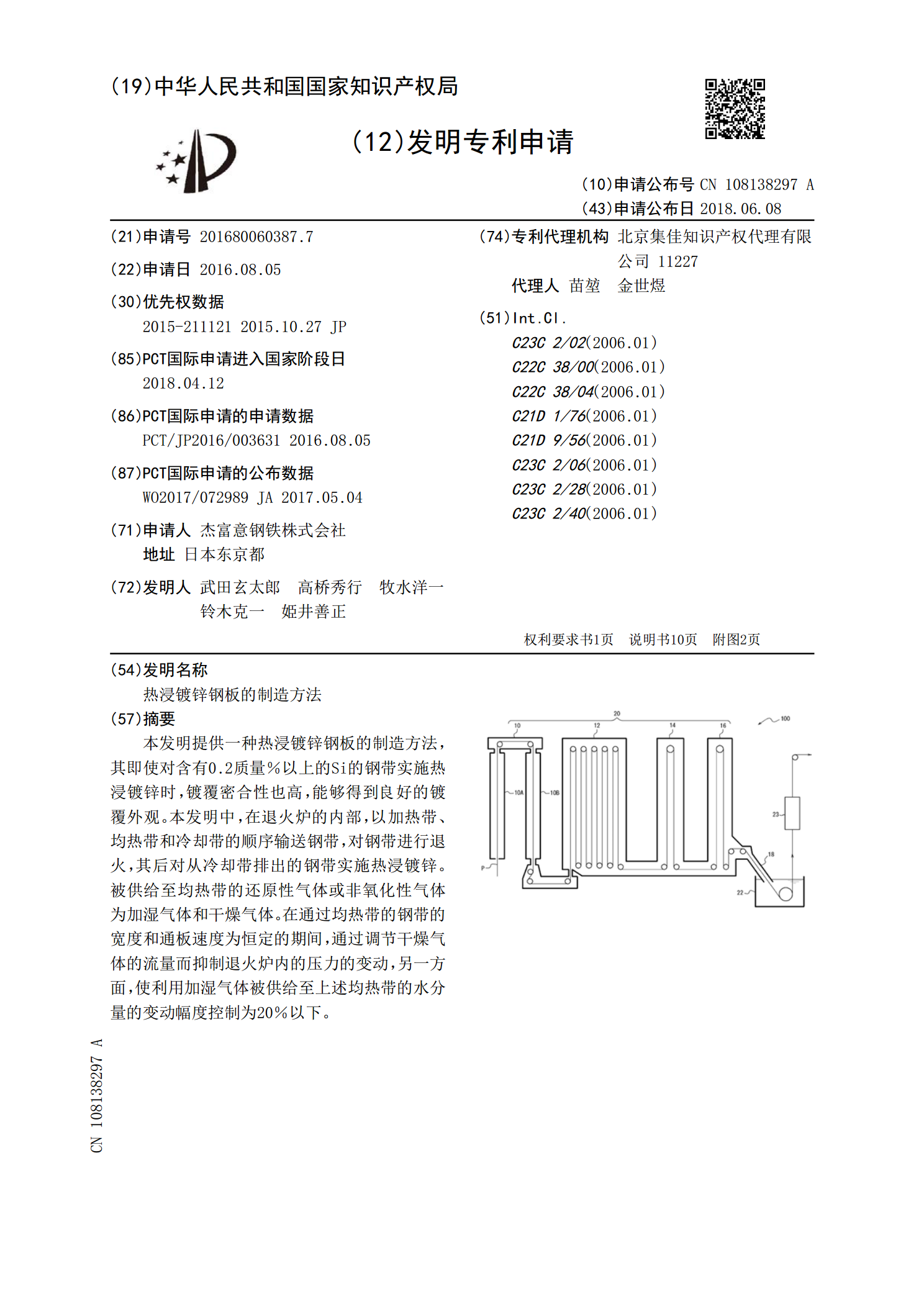
热浸镀锌钢板的制造方法.pdf
本发明提供一种热浸镀锌钢板的制造方法,其即使对含有0.2质量%以上的Si的钢带实施热浸镀锌时,镀覆密合性也高,能够得到良好的镀覆外观。本发明中,在退火炉的内部,以加热带、均热带和冷却带的顺序输送钢带,对钢带进行退火,其后对从冷却带排出的钢带实施热浸镀锌。被供给至均热带的还原性气体或非氧化性气体为加湿气体和干燥气体。在通过均热带的钢带的宽度和通板速度为恒定的期间,通过调节干燥气体的流量而抑制退火炉内的压力的变动,另一方面,使利用加湿气体被供给至上述均热带的水分量的变动幅度控制为20%以下。