
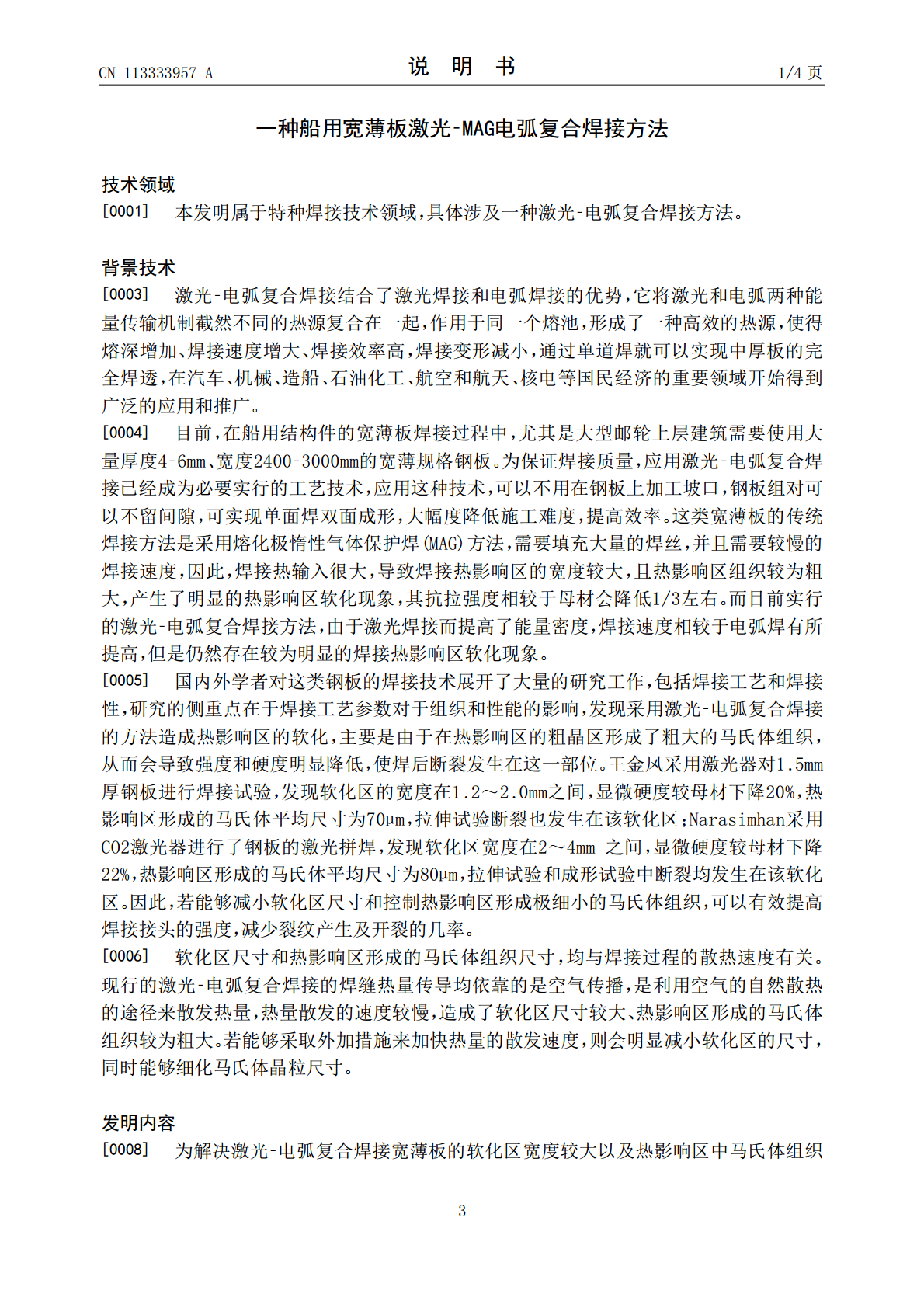
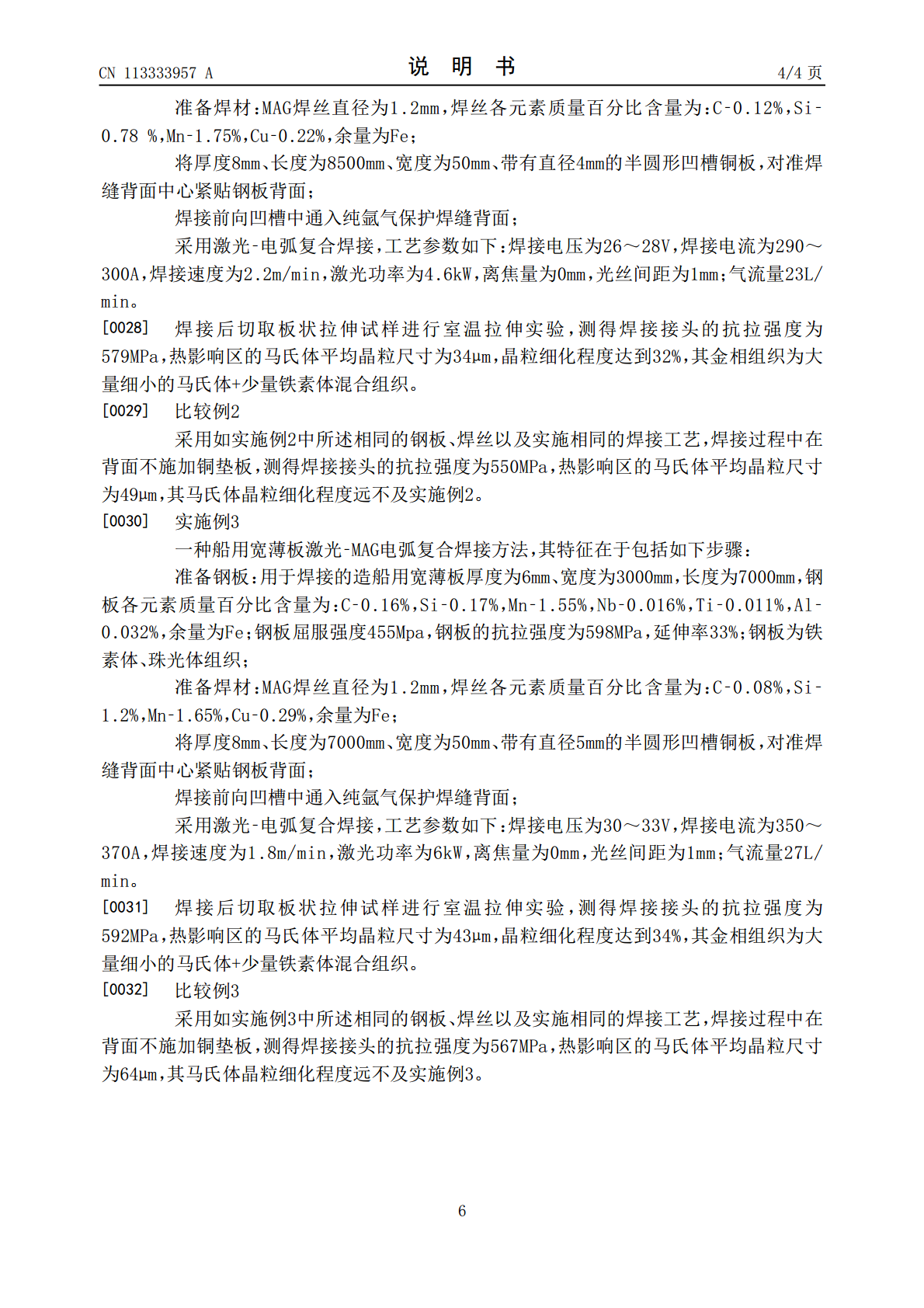
一种船用宽薄板激光-MAG电弧复合焊接方法.pdf

俊英****22


1/8

2/8
3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种船用宽薄板激光-MAG电弧复合焊接方法.pdf
本发明公开了一种船用宽薄板激光‑MAG电弧复合焊接方法,其特征在于包括如下步骤:准备钢板、准备焊材、将具有半圆形凹槽的铜板对准焊缝背面中心紧贴钢板背面、焊接前向凹槽中通入纯氩气保护焊缝背面、采用激光‑电弧复合焊接,不开坡口、不留间隙、单道次单面焊双面成形。本发明能够提高热影响区的强度,改善焊接接头的力学性能,实现高效率焊接的同时,保证较好的焊接接头质量。
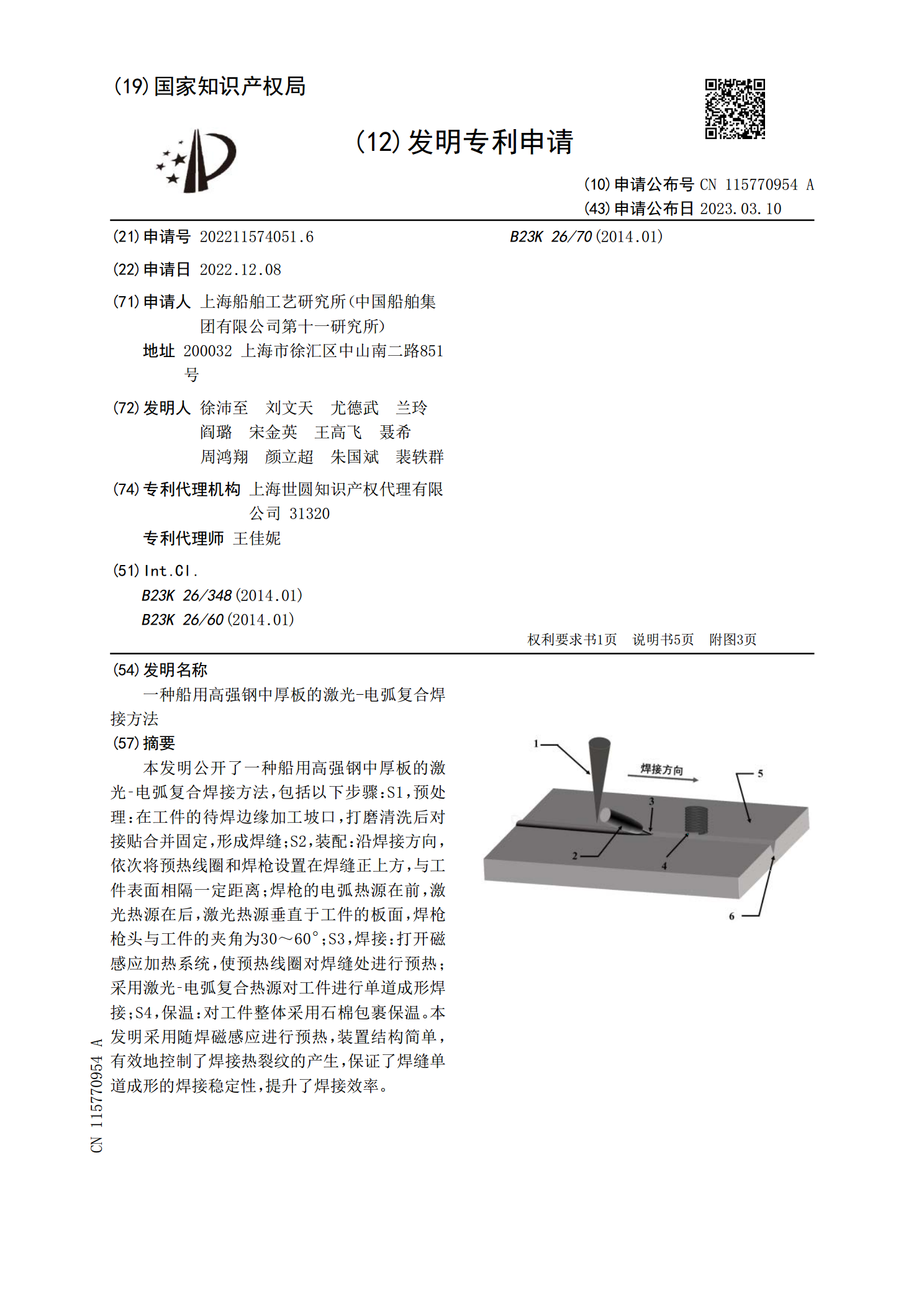
一种船用高强钢中厚板的激光-电弧复合焊接方法.pdf
本发明公开了一种船用高强钢中厚板的激光‑电弧复合焊接方法,包括以下步骤:S1,预处理:在工件的待焊边缘加工坡口,打磨清洗后对接贴合并固定,形成焊缝;S2,装配:沿焊接方向,依次将预热线圈和焊枪设置在焊缝正上方,与工件表面相隔一定距离;焊枪的电弧热源在前,激光热源在后,激光热源垂直于工件的板面,焊枪枪头与工件的夹角为30~60°;S3,焊接:打开磁感应加热系统,使预热线圈对焊缝处进行预热;采用激光‑电弧复合热源对工件进行单道成形焊接;S4,保温:对工件整体采用石棉包裹保温。本发明采用随焊磁感应进行预热,装置
不锈钢激光MAG电弧复合热源焊接工艺及机理研究.pdf
长春理工大学硕士学位论文不锈钢激光—MAG电弧复合热源焊接工艺及机理研究姓名:康乐申请学位级别:硕士专业:材料加工工程指导教师:刘景和20080401摘要本文在综合国内外激光.电弧复合热源焊接技术研究状况的基础上以不锈钢为研究对象系统研究了低功率す猓甅电弧旁轴复合热源的焊接特性分析了各种参
激光-旋转电弧复合焊接系统及其复合焊接方法.pdf
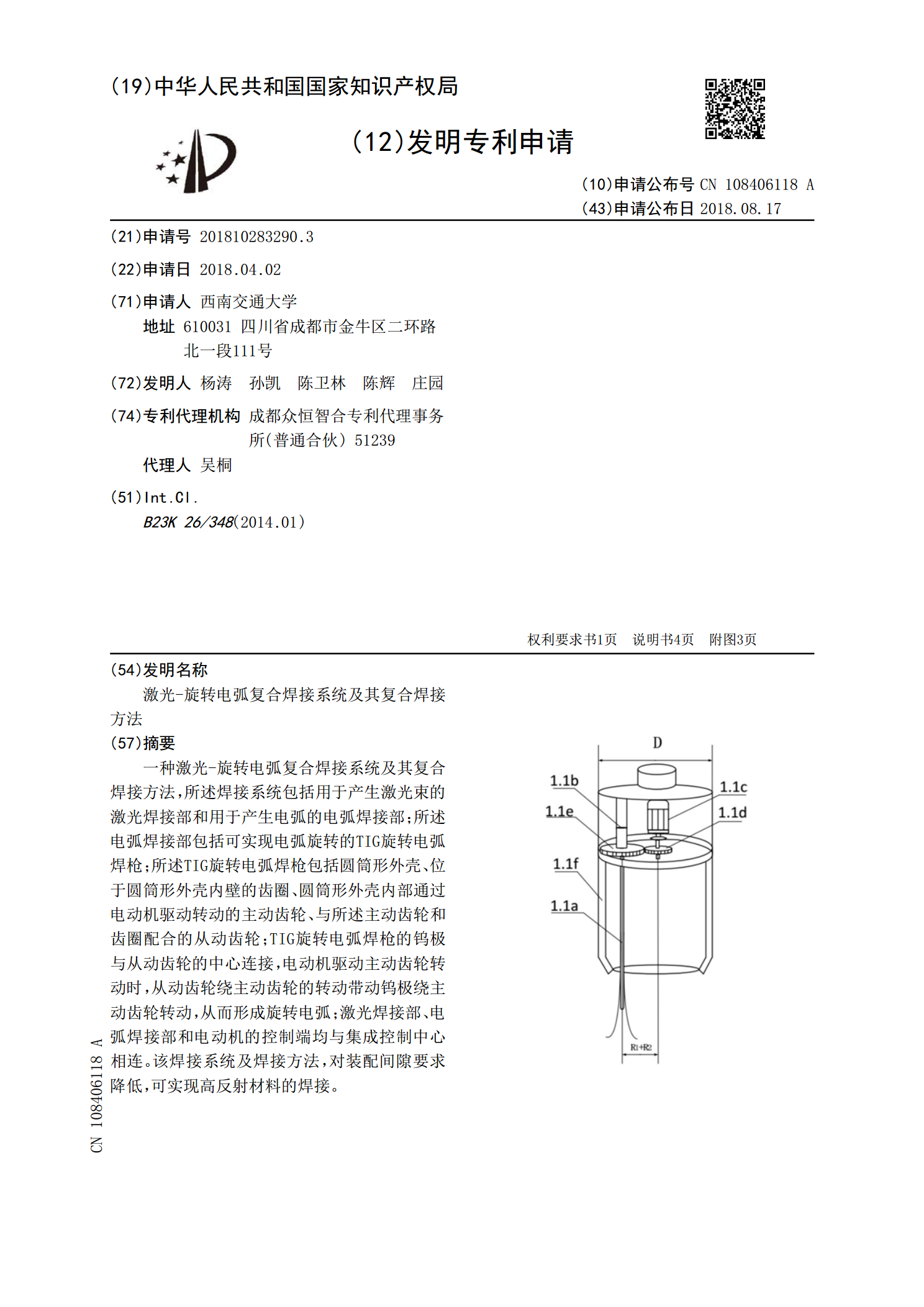
一种激光‑旋转电弧复合焊接系统及其复合焊接方法,所述焊接系统包括用于产生激光束的激光焊接部和用于产生电弧的电弧焊接部;所述电弧焊接部包括可实现电弧旋转的TIG旋转电弧焊枪;所述TIG旋转电弧焊枪包括圆筒形外壳、位于圆筒形外壳内壁的齿圈、圆筒形外壳内部通过电动机驱动转动的主动齿轮、与所述主动齿轮和齿圈配合的从动齿轮;TIG旋转电弧焊枪的钨极与从动齿轮的中心连接,电动机驱动主动齿轮转动时,从动齿轮绕主动齿轮的转动带动钨极绕主动齿轮转动,从而形成旋转电弧;激光焊接部、电弧焊接部和电动机的控制端均与集成控制中心相

船用高强钢的激光电弧复合焊接工艺与性能研究.doc
船用高强钢的激光电弧复合焊接工艺与性能研究随着世界造船业的发展,船体结构已经逐渐采用更高强度级别的钢来代替传统结构用钢。EH36是高强度级别用钢,目前为止采用更多的还是传统焊接方法进行焊接,虽然可以满足船级社的要求,但焊缝表面易产生凹陷和咬边等缺陷、背面易产生焊瘤、焊接变形大及焊接效率低等问题。激光-电弧复合焊接方法不仅可以避免上述缺陷,而且可以显著提高效率。但是采用此种焊接方法对船板焊接工艺以及性能的研究还处于初级阶段,所以对其进一步的研究很有重要意义。本试验选择14mm厚的EH36,采用激光-电弧复合