
一种船用高强钢中厚板的激光-电弧复合焊接方法.pdf

小寄****淑k


1/10
2/10

3/10

4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种船用高强钢中厚板的激光-电弧复合焊接方法.pdf
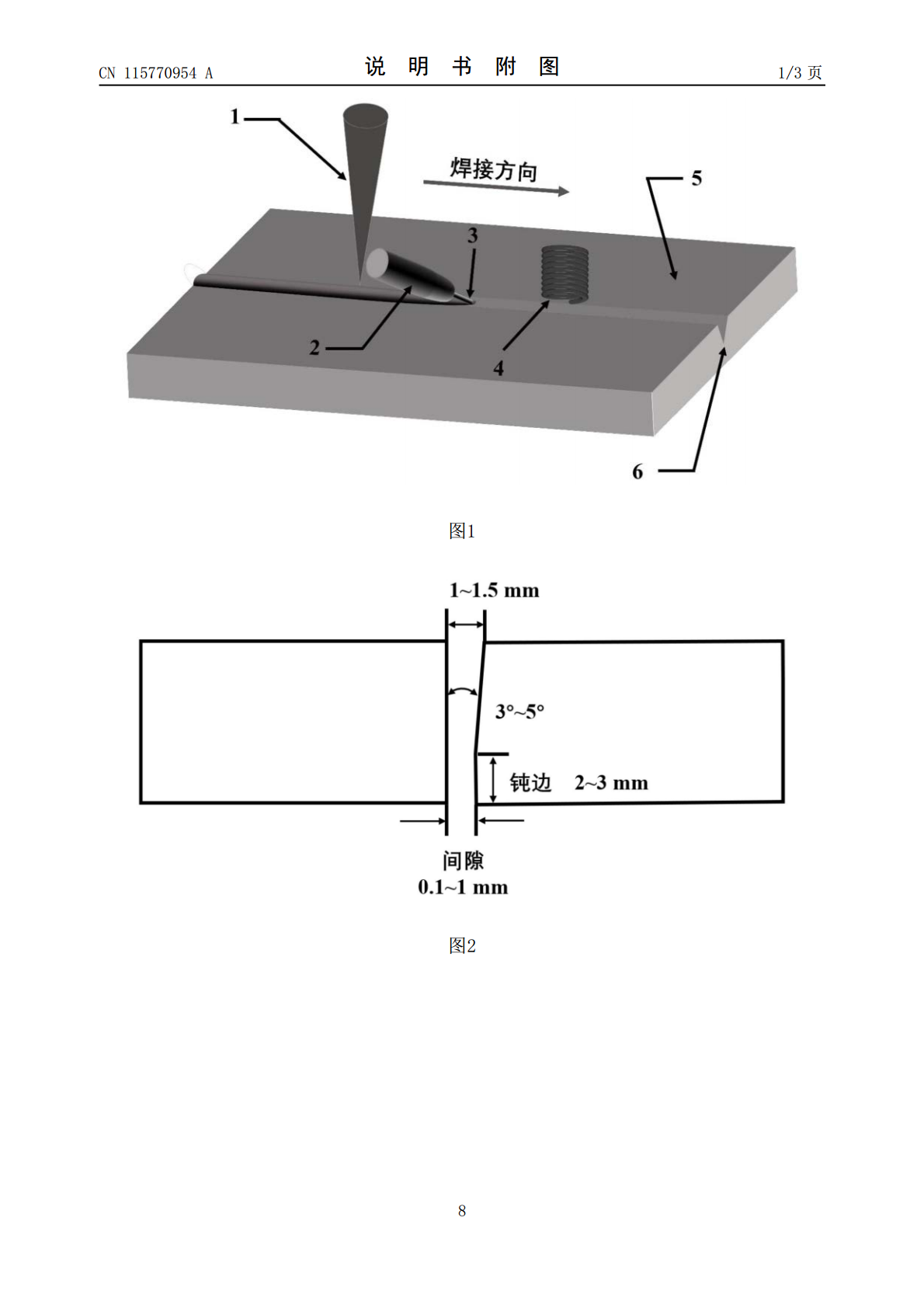
本发明公开了一种船用高强钢中厚板的激光‑电弧复合焊接方法,包括以下步骤:S1,预处理:在工件的待焊边缘加工坡口,打磨清洗后对接贴合并固定,形成焊缝;S2,装配:沿焊接方向,依次将预热线圈和焊枪设置在焊缝正上方,与工件表面相隔一定距离;焊枪的电弧热源在前,激光热源在后,激光热源垂直于工件的板面,焊枪枪头与工件的夹角为30~60°;S3,焊接:打开磁感应加热系统,使预热线圈对焊缝处进行预热;采用激光‑电弧复合热源对工件进行单道成形焊接;S4,保温:对工件整体采用石棉包裹保温。本发明采用随焊磁感应进行预热,装置

船用高强钢的激光电弧复合焊接工艺与性能研究.doc
船用高强钢的激光电弧复合焊接工艺与性能研究随着世界造船业的发展,船体结构已经逐渐采用更高强度级别的钢来代替传统结构用钢。EH36是高强度级别用钢,目前为止采用更多的还是传统焊接方法进行焊接,虽然可以满足船级社的要求,但焊缝表面易产生凹陷和咬边等缺陷、背面易产生焊瘤、焊接变形大及焊接效率低等问题。激光-电弧复合焊接方法不仅可以避免上述缺陷,而且可以显著提高效率。但是采用此种焊接方法对船板焊接工艺以及性能的研究还处于初级阶段,所以对其进一步的研究很有重要意义。本试验选择14mm厚的EH36,采用激光-电弧复合

船用高强钢的激光电弧复合焊接工艺与性能研究.doc
船用高强钢的激光电弧复合焊接工艺与性能研究随着世界造船业的发展,船体结构已经逐渐采用更高强度级别的钢来代替传统结构用钢。EH36是高强度级别用钢,目前为止采用更多的还是传统焊接方法进行焊接,虽然可以满足船级社的要求,但焊缝表面易产生凹陷和咬边等缺陷、背面易产生焊瘤、焊接变形大及焊接效率低等问题。激光-电弧复合焊接方法不仅可以避免上述缺陷,而且可以显著提高效率。但是采用此种焊接方法对船板焊接工艺以及性能的研究还处于初级阶段,所以对其进一步的研究很有重要意义。本试验选择14mm厚的EH36,采用激光-电弧复合

一种高强钢中厚板的单道成形的激光-电弧复合焊接方法.pdf
本发明公开了一种船用高强钢中厚板的激光?电弧复合焊接方法,包括以下步骤:S1,预处理:在高强钢中厚板工件的待焊边缘加工坡口,打磨清洗后对接贴合并固定,形成焊缝;S2,焊接:沿着焊接方向,将焊枪的电弧热源在前、激光热源在后间隔1~3mm固定;其中,激光热源的激光垂直于工件的板面,电弧枪头与工件的板面的夹角为30~60°;对焊缝进行激光?电弧复合焊接;保护气为Ar?CO<base:Sub>2</base:Sub>?O<base:Sub>2</base:Sub>三元混合气;S3,保温:焊接完成后,采用石棉包裹保

高强钢激光-电弧复合热源焊接技术及应用.docx
高强钢激光-电弧复合热源焊接技术及应用高强钢激光-电弧复合热源焊接技术及应用摘要:高强度钢在现代工程领域中得到了广泛应用,其焊接技术的质量要求也随之提高。为了满足这一需求,高强钢激光-电弧复合热源焊接技术应运而生。本论文研究了高强钢激光-电弧复合热源焊接技术的原理、特点以及应用领域,并探讨了该技术的优势和挑战。结果表明,高强钢激光-电弧复合热源焊接技术具有焊接速度快、焊缝质量优良等优势,适用于航空航天、汽车、船舶等领域。关键词:高强钢、激光-电弧复合热源焊接、应用第一章引言高强度钢在现代工程领域中应用广泛