
一种单道次双芯头管材拉拔装置.pdf

琰琬****买买


1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种单道次双芯头管材拉拔装置.pdf
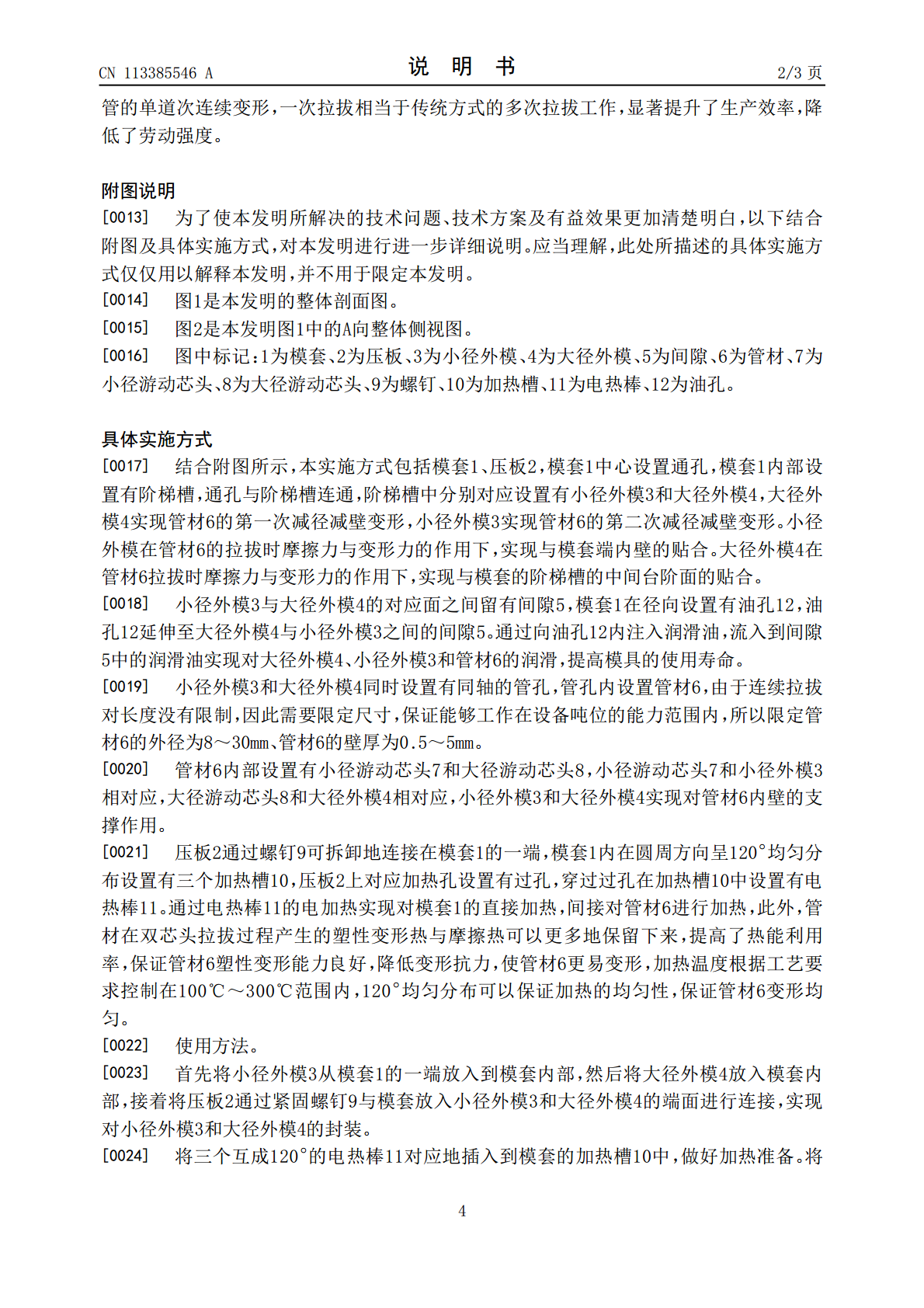
一种单道次双芯头管材拉拔装置属于管材拉拔成型技术领域,本发明以实现管材在一个道次中的连续变形,提高了生产效率与设备利用率,降低了劳动强度,适用范围广,实用性强,本发明包括模套、压板,其特征在于,所述模套中心设置通孔,所述模套内部设置有阶梯槽,所述通孔与所述阶梯槽连通,所述阶梯槽中分别对应设置有小径外模和大径外模,所述小径外模与所述大径外模的对应面之间留有间隙,所述小径外模和所述大径外模同时设置有同轴的管孔,所述管孔内设置管材,所述管材内部设置有小径游动芯头和大径游动芯头,所述小径游动芯头和所述小径外模相对
一种自动管材拉拔装置.pdf
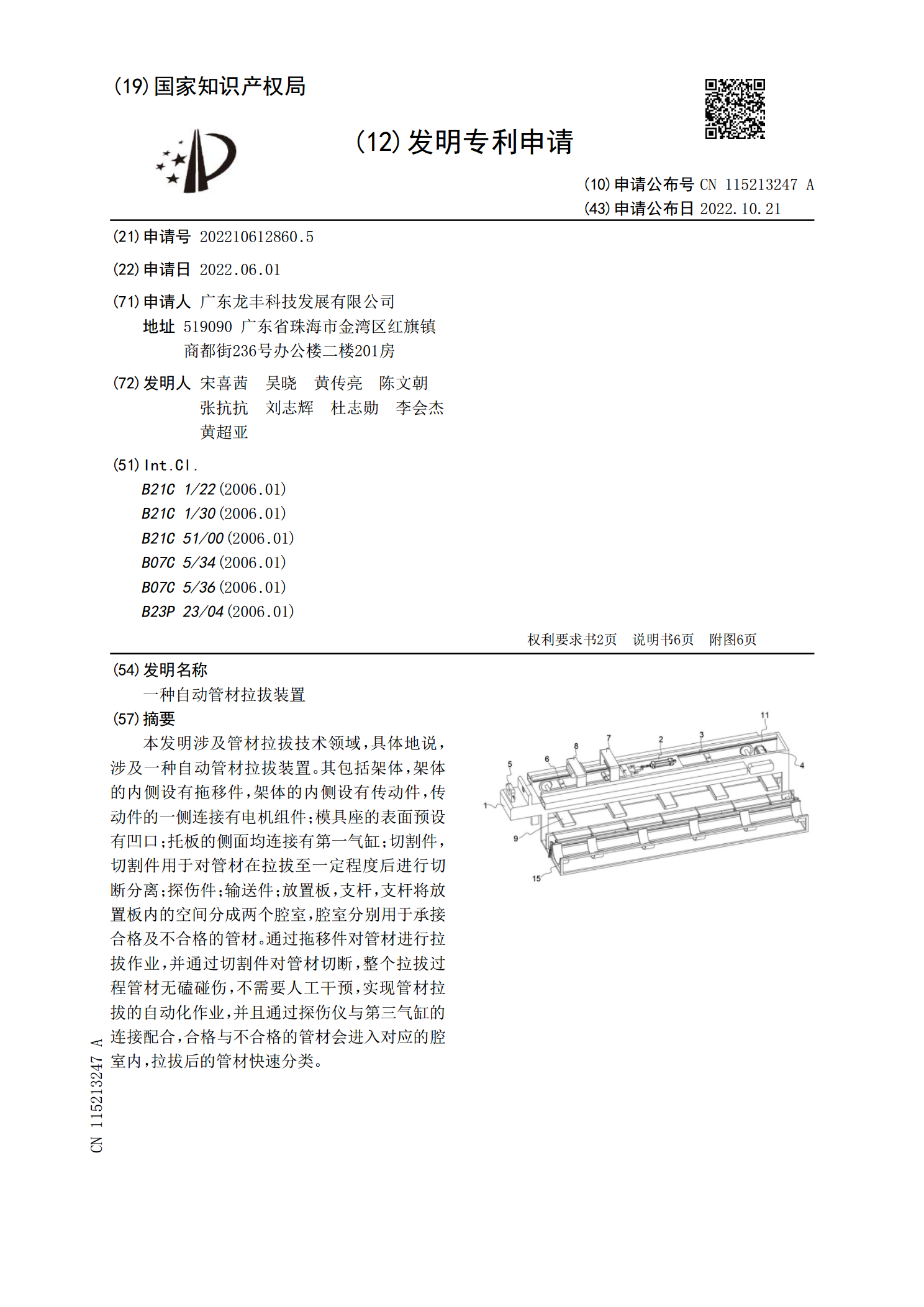
本发明涉及管材拉拔技术领域,具体地说,涉及一种自动管材拉拔装置。其包括架体,架体的内侧设有拖移件,架体的内侧设有传动件,传动件的一侧连接有电机组件;模具座的表面预设有凹口;托板的侧面均连接有第一气缸;切割件,切割件用于对管材在拉拔至一定程度后进行切断分离;探伤件;输送件;放置板,支杆,支杆将放置板内的空间分成两个腔室,腔室分别用于承接合格及不合格的管材。通过拖移件对管材进行拉拔作业,并通过切割件对管材切断,整个拉拔过程管材无磕碰伤,不需要人工干预,实现管材拉拔的自动化作业,并且通过探伤仪与第三气缸的连接配

用于管材拉拔的芯头自动循环机及其操作方法.pdf
本发明涉及一种用于管材拉拔的芯头自动循环机及其操作方法,包括支撑架,所述支撑架上设有棘轮盘组件、一次定向机构、二次定向机构和滑轨,所述棘轮盘组件包括棘轮盘芯和棘轮盘圈,所述棘轮盘芯用于接收拉拔完的芯头,所述棘轮盘圈内储存若干芯头,且该棘轮盘圈能够将芯头输送于一次定向机构,所述一次定向机构包括V型翻板和对中器,所述二次定向机构包括分中板和换向器,所述V型翻板用于接收从棘轮盘圈中脱落的芯头,所述对中器用于夹紧V型翻板内的芯头,所述对中器松开芯头后,该芯头长度方向的中心线落于分中板上,同时芯头的大头下落于换向器

优化管材拉拔模压缩带及游动芯头锥角的遗传算法.docx
优化管材拉拔模压缩带及游动芯头锥角的遗传算法优化管材拉拔模压缩带及游动芯头锥角的遗传算法的论文摘要:随着工业制造技术的发展,管材拉拔模的设计和优化成为了一个关键问题。本论文基于遗传算法,针对管材拉拔模中的压缩带和游动芯头锥角进行了优化设计。通过遗传算法的迭代过程,优化出了最佳的压缩带和游动芯头锥角,使得管材拉拔模的性能得到了显著提升。关键词:管材拉拔模,压缩带,游动芯头,锥角,遗传算法1.引言管材拉拔模是在金属加工过程中常用的工具,它起到将金属材料加工成所需形状的作用。拉拔模的设计非常重要,直接影响到拉拔
一种管材脱芯装置.pdf
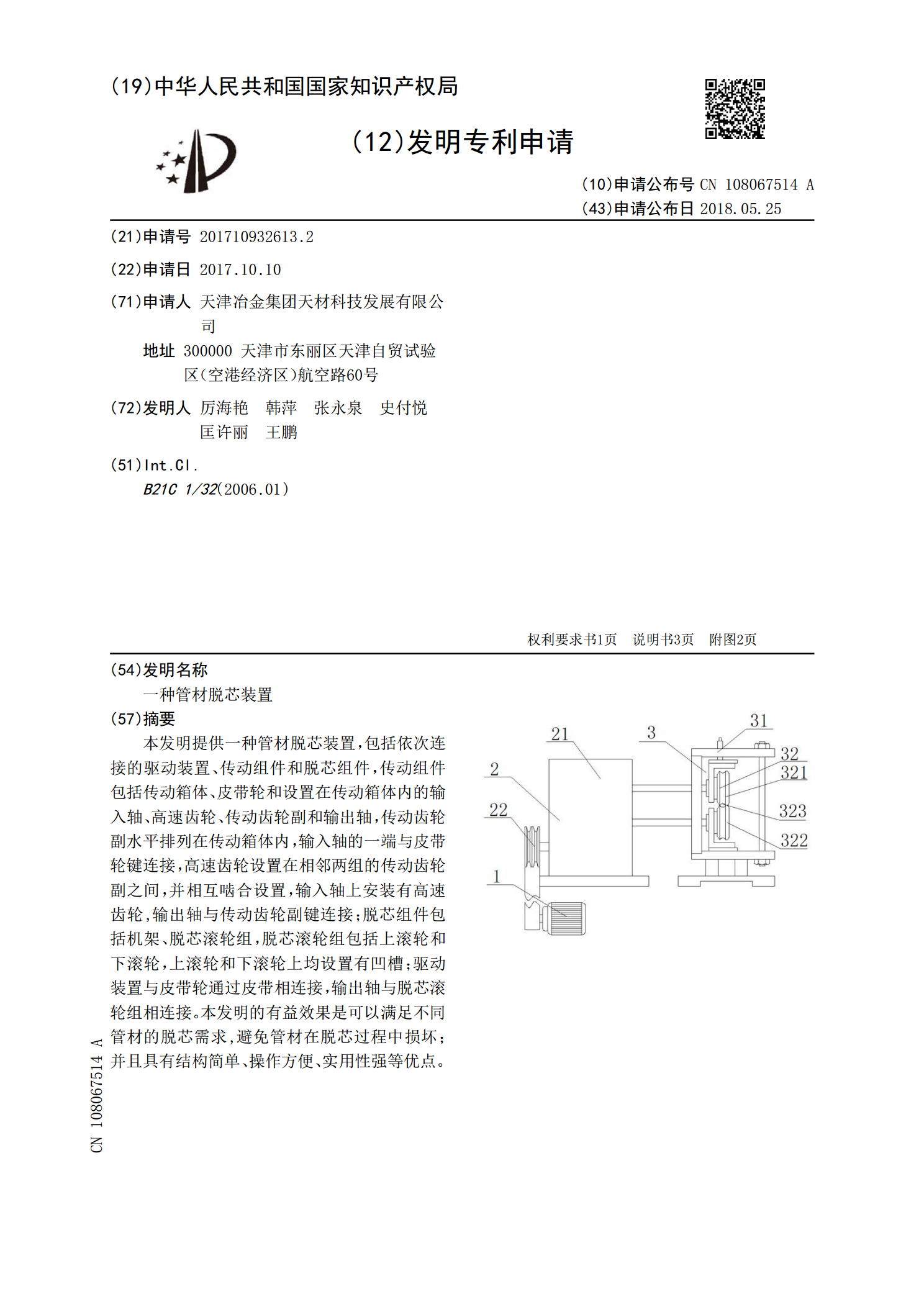
本发明提供一种管材脱芯装置,包括依次连接的驱动装置、传动组件和脱芯组件,传动组件包括传动箱体、皮带轮和设置在传动箱体内的输入轴、高速齿轮、传动齿轮副和输出轴,传动齿轮副水平排列在传动箱体内,输入轴的一端与皮带轮键连接,高速齿轮设置在相邻两组的传动齿轮副之间,并相互啮合设置,输入轴上安装有高速齿轮,输出轴与传动齿轮副键连接;脱芯组件包括机架、脱芯滚轮组,脱芯滚轮组包括上滚轮和下滚轮,上滚轮和下滚轮上均设置有凹槽;驱动装置与皮带轮通过皮带相连接,输出轴与脱芯滚轮组相连接。本发明的有益效果是可以满足不同管材的脱