
一种钛合金T型截面环件的局部模锻及轧制联合成型方法.pdf

建英****66

1/10
2/10
3/10

4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种钛合金T型截面环件的局部模锻及轧制联合成型方法.pdf
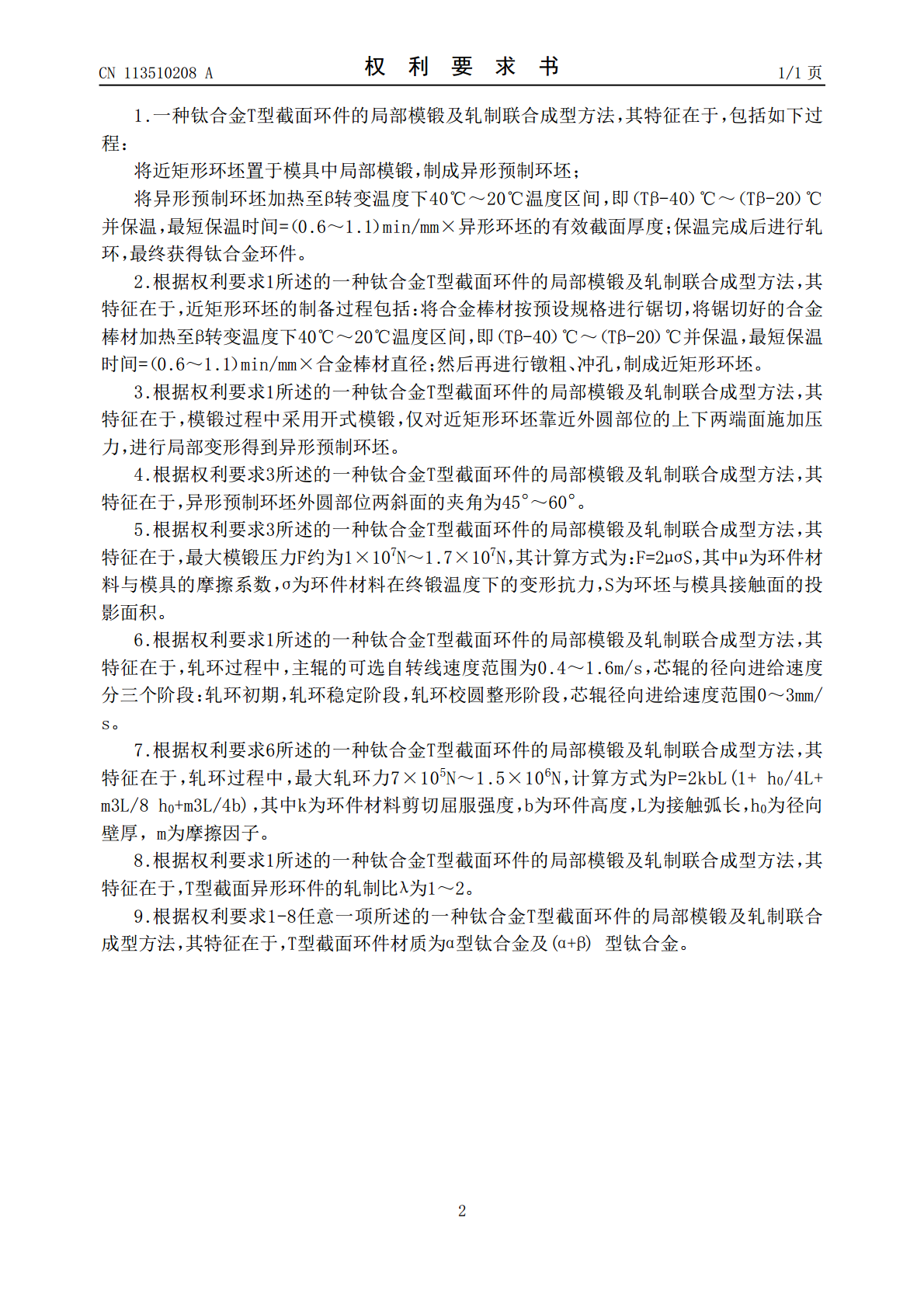
本发明公开了一种钛合金T型截面环件的局部模锻及轧制联合成型方法,为获得具备复杂截面形状,尺寸精密,性能优异的钛合金T型截面环件,其技术方案为:将锯切好的合金棒材加热至始锻温度并保温,经镦粗、冲孔两道工序制备近矩形环坯;采用局部开式模锻,对近矩形环坯靠近外圆部位的上下两端面施加压力,通过局部变形得到异形预制环坯;将异形预制环坯加热至钛合金的始锻温度并保温,随后放入轧环机中,利用主辊碾轧模具以相应转速结合芯辊径向进给速度对异形预制环坯进行轧环,得到T型截面环件。本发明的一种钛合金T型截面环件的局部模锻及轧制联

一种钛合金C型截面锥度环件轧制的坯料设计方法.pdf
本发明公开了一种钛合金C型截面锥度环件轧制的坯料设计方法,包括:按照锥形坯料设计坯料,确定为坯料两端直段高度、总高度分别与环件台阶高度、总高度相等,确定锥形坯料小孔端面壁厚,确定锥形坯料小孔内径以及外径,确定锥形坯料大端最终的内径和外径尺寸,建立数学模型,将各个已知尺寸代入等式,可得到顶点A的横坐标x,即确定了预成形坯所有尺寸。本发明基于上述方法,在传统锥形坯料外圆的某高度处设计一个方向相反的锥度,能够保证轧制出的环件截面轮廓完整,尺寸精度满足要求,由于免去了后序复杂的机加工处理,大大提高了材料利用率,节
一种高温合金异形截面法兰盘形件的模锻及轧制成形方法.pdf
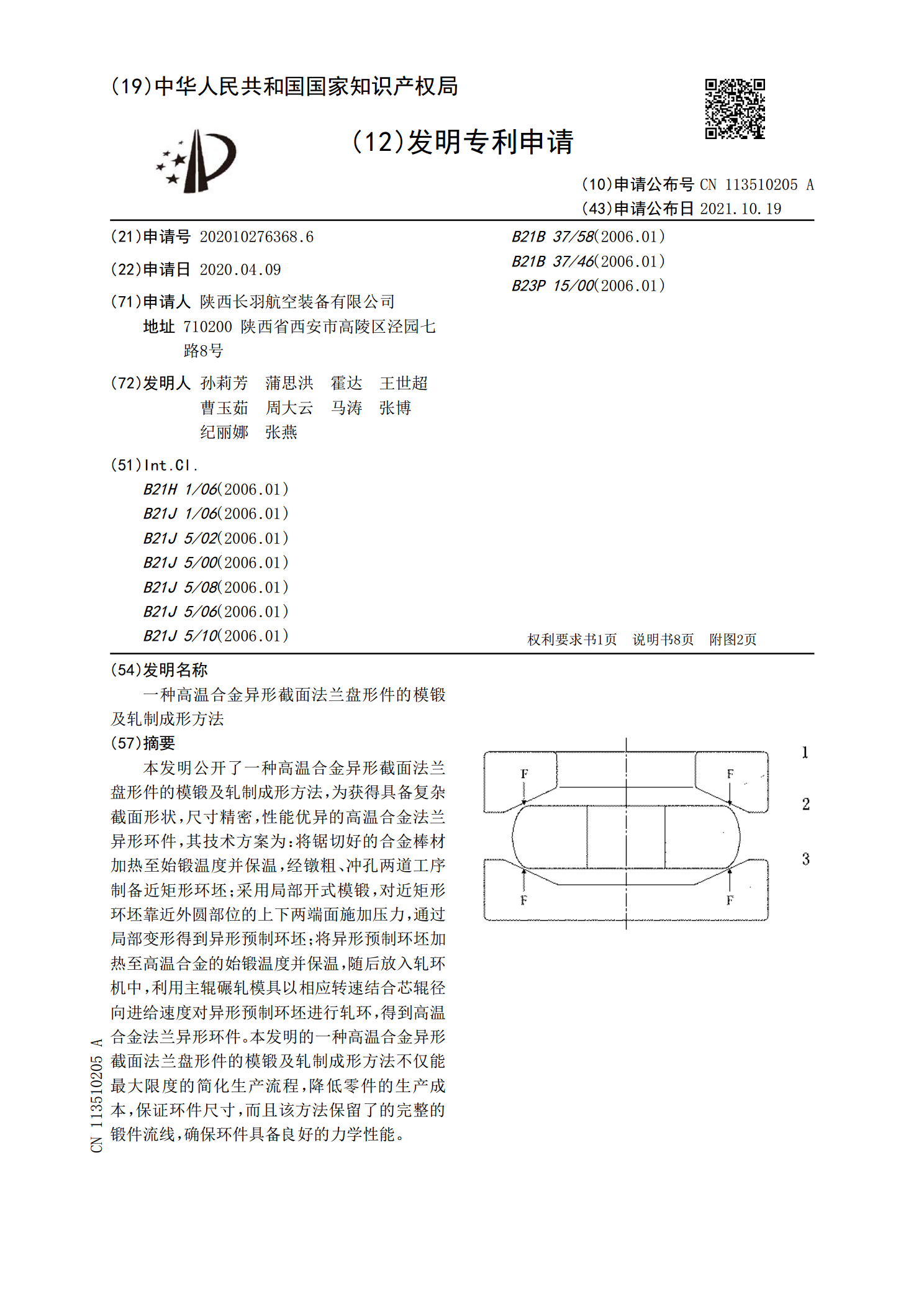
本发明公开了一种高温合金异形截面法兰盘形件的模锻及轧制成形方法,为获得具备复杂截面形状,尺寸精密,性能优异的高温合金法兰异形环件,其技术方案为:将锯切好的合金棒材加热至始锻温度并保温,经镦粗、冲孔两道工序制备近矩形环坯;采用局部开式模锻,对近矩形环坯靠近外圆部位的上下两端面施加压力,通过局部变形得到异形预制环坯;将异形预制环坯加热至高温合金的始锻温度并保温,随后放入轧环机中,利用主辊碾轧模具以相应转速结合芯辊径向进给速度对异形预制环坯进行轧环,得到高温合金法兰异形环件。本发明的一种高温合金异形截面法兰盘形
GH4169高温合金异截面大型环件液态模锻轧制复合成形方法.pdf
一种GH4169高温合金异截面大型环件液态模锻轧制复合成形方法,包括如下步骤:1)熔炼;2)液态模锻:将液态模锻模具固定于间接挤压铸造机上后,合金溶液定量浇注到液态模锻模具内,浇注温度1350-1400℃,加压速度35-40mm/s,充型时间1-6s,比压350-400MPa,并在该压力下保压35-90s,得到近终截面环坯;3)均匀化:近终截面环坯冷却至1150-1160℃时,保温20-30h,再升温至1180-1190℃,保温110-130h;4)余热等温轧制:均匀化后的近终截面环坯降温至1020-11

盘型件省力模锻成型工艺研究.docx
盘型件省力模锻成型工艺研究摘要本文着重研究了盘型件的省力模锻成型工艺,首先介绍了模锻技术的发展现状及应用前景。接着,本文详细介绍了盘型件的特点和在工业上的应用情况,并根据盘型件的特点提出了省力模锻成型工艺,阐述了该工艺的主要步骤和优势。最后,本文通过实验验证了所提出的省力模锻成型工艺的可行性和优越性。结果表明,该工艺能够显著提高生产效率和制品质量,推动模锻技术的发展。关键词:模锻技术,盘型件,省力模锻成型工艺,生产效率,制品质量绪论随着社会经济的快速发展,模锻技术已经成为我国机械制造行业中最具竞争力的制造