
铝材的点焊方法和铝材.pdf

是你****盟主


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共26页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

铝材的点焊方法和铝材.pdf
铝材的点焊方法,包括:在第1铝板的焊接预定位置,形成朝着向第2铝板侧的重叠方向鼓出的俯视圆形的浮凸的加工工序;使浮凸的鼓出侧朝向第2铝板将焊接预定位置彼此重叠,使焊接预定位置配置在一对电极间的配置工序;以电极夹住相互重叠的铝板,使浮凸的周边部残留而将中心侧压入的加压工序;进行加压和通电的通电工序。使用具有比浮凸的鼓出部根部直径大的前端直径的电极。
一种隔热铝材专用电阻点焊方法.pdf
本发明公开了一种隔热铝材专用电阻点焊方法,所述隔热铝材包括铝材和表面喷涂的隔热涂料,所述点焊方法包括如下步骤:先将待焊接部位清洗干净,之后在对隔热铝材进行电阻点焊连接时,在隔热铝材之间添加一厚度为2?10μm的纯铝箔片,在隔热铝材之间添加一纯铝箔片进行点焊连接时,控制预压时间为0.5?1.2s,维持时间为1?2s,电极压力为2500?3000N,焊接时间为0.3?0.4s,焊接电流为16.5?19.0千安;通过在铝材之间添加一纯铝箔片进行电阻点焊连接,从而有效改善目前铝基复合材料电阻点焊接头性能的问题。

对铝材进行电解着色获得灰色铝材的方法.docx
对铝材进行电解着色获得灰色铝材的方法电解着色是一种常用的方法,可用于改变铝材的外观颜色,包括获得灰色铝材。在该过程中,通过在特定电压和电解液条件下,使铝材表面发生氧化反应,从而形成具有不同颜色的氧化铝薄膜。本文将探讨电解着色制备灰色铝材的方法,并详细讨论了其原理和影响因素。一、原理介绍电解着色是通过在特定的电解液中,在铝材表面形成一层有色的氧化膜,进而改变其颜色。该有色氧化膜主要由氧化铝和金属阴离子组成。在着色过程中,阴极极化作用将导致氧化膜表面的金属阴离子浓度增加,而阳极反应会导致这些离子被氧化并恢复到
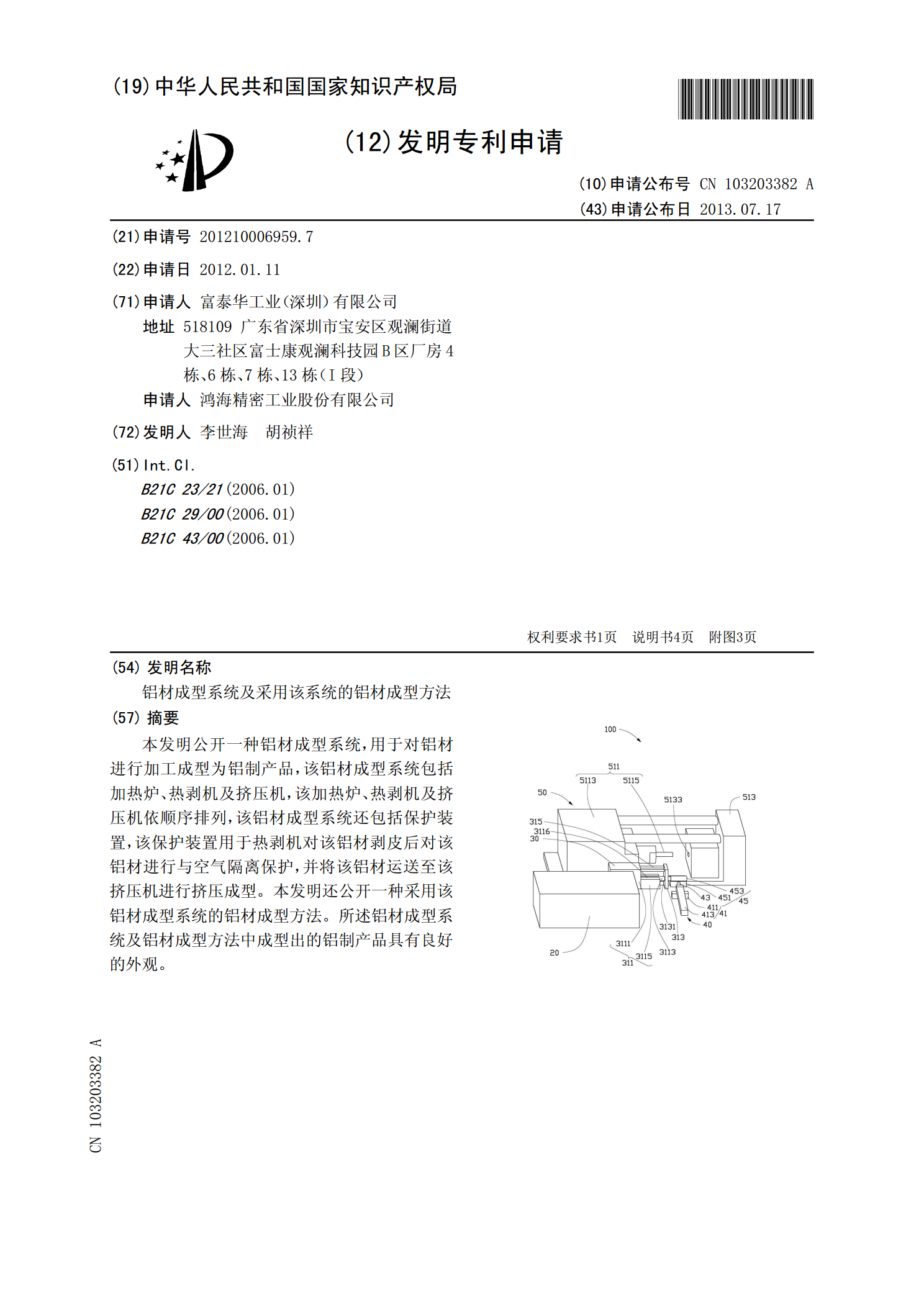
铝材成型系统及采用该系统的铝材成型方法.pdf
本发明公开一种铝材成型系统,用于对铝材进行加工成型为铝制产品,该铝材成型系统包括加热炉、热剥机及挤压机,该加热炉、热剥机及挤压机依顺序排列,该铝材成型系统还包括保护装置,该保护装置用于热剥机对该铝材剥皮后对该铝材进行与空气隔离保护,并将该铝材运送至该挤压机进行挤压成型。本发明还公开一种采用该铝材成型系统的铝材成型方法。所述铝材成型系统及铝材成型方法中成型出的铝制产品具有良好的外观。
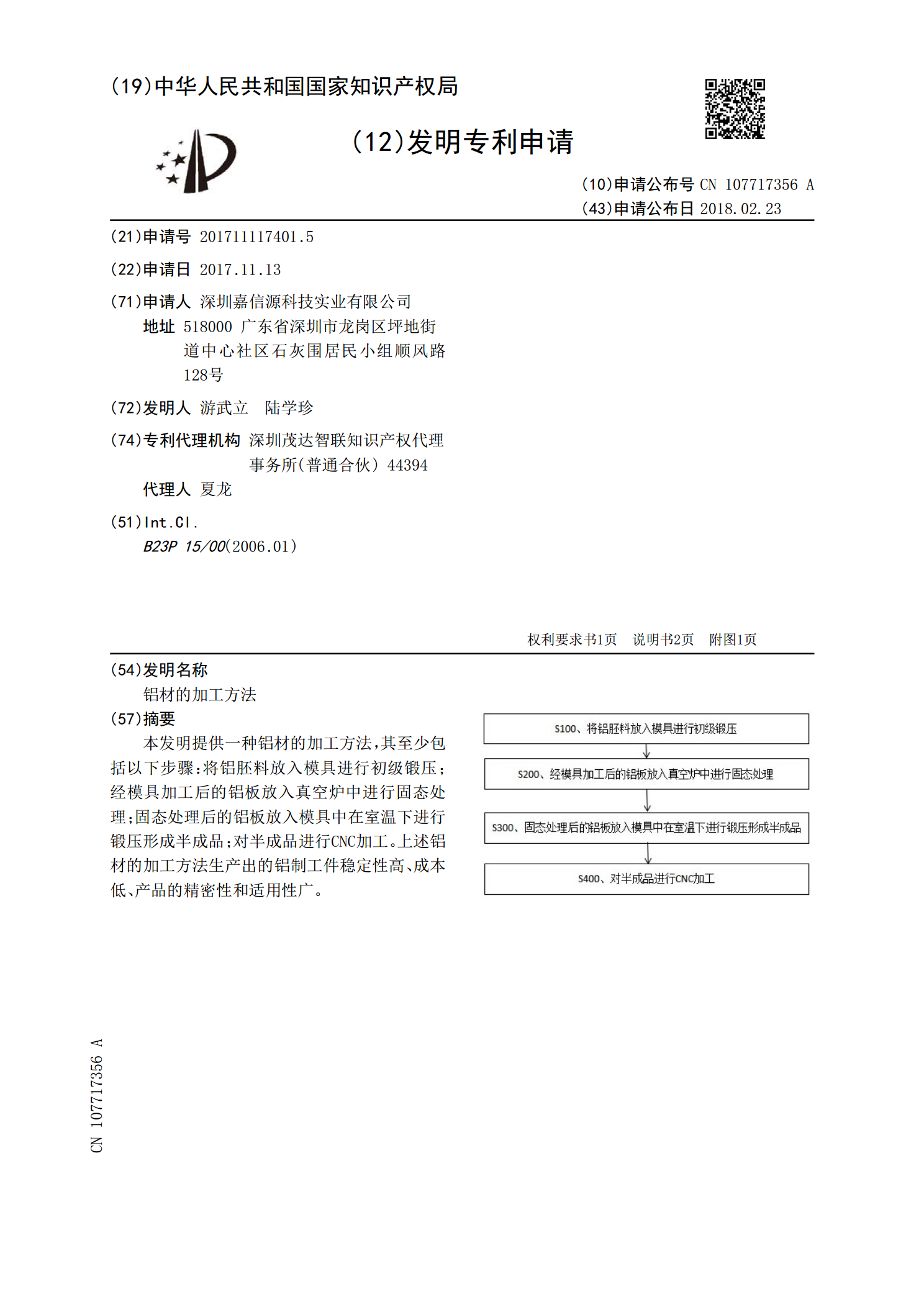
铝材的加工方法.pdf
本发明提供一种铝材的加工方法,其至少包括以下步骤:将铝胚料放入模具进行初级锻压;经模具加工后的铝板放入真空炉中进行固态处理;固态处理后的铝板放入模具中在室温下进行锻压形成半成品;对半成品进行CNC加工。上述铝材的加工方法生产出的铝制工件稳定性高、成本低、产品的精密性和适用性广。