
一种钢管热镀锌工艺方法.pdf

An****70


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种钢管热镀锌工艺方法.pdf
本发明公开了一种钢管热镀锌工艺方法,包括钢管预处理,首先将天车的两个吊丝与钢管的表面固定,吊丝固定时,吊丝位于钢管的顶部预留1厘米,两个吊丝根据需要的距离固定在钢管的两端,然后通过天车将钢管移动至酸洗槽,随后通过天车将钢管放入酸洗槽内,进行酸洗,酸洗时长为5‑15分钟,之后拉起钢管;本发明专利通过钢管镀锌后,先吊起钢管后入镀锌池的一端,再吊起先入镀锌池的一端,使钢管处于倾斜装置,从而让工人可以清理出镀锌池顶部漂浮的锌渣,进而避免了锌渣会附着在钢管表面的情况,并且倾斜钢管还能控下钢管表面和内部残留的镀锌液,
一种热镀锌钢管生产工艺.pdf
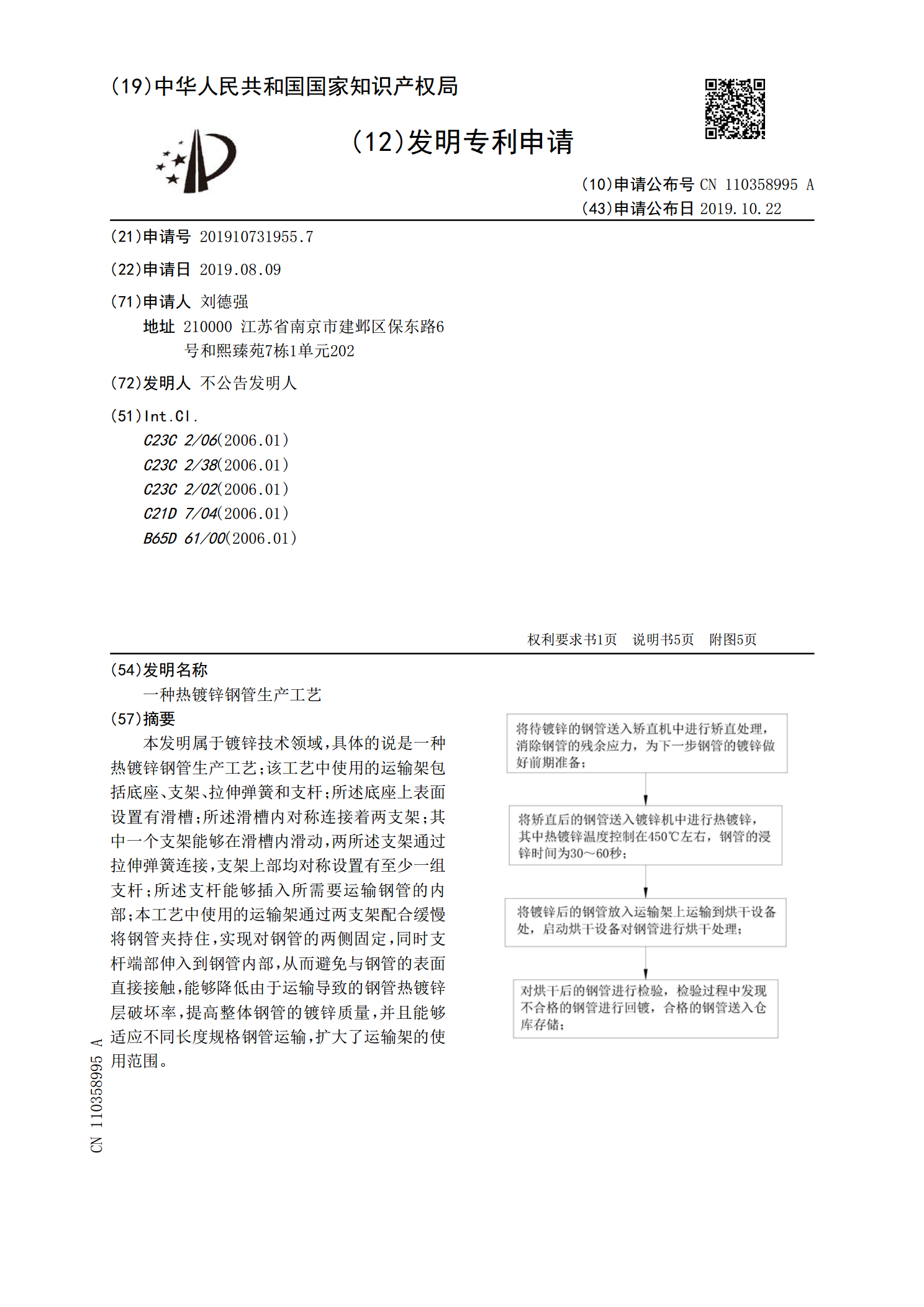
本发明属于镀锌技术领域,具体的说是一种热镀锌钢管生产工艺;该工艺中使用的运输架包括底座、支架、拉伸弹簧和支杆;所述底座上表面设置有滑槽;所述滑槽内对称连接着两支架;其中一个支架能够在滑槽内滑动,两所述支架通过拉伸弹簧连接,支架上部均对称设置有至少一组支杆;所述支杆能够插入所需要运输钢管的内部;本工艺中使用的运输架通过两支架配合缓慢将钢管夹持住,实现对钢管的两侧固定,同时支杆端部伸入到钢管内部,从而避免与钢管的表面直接接触,能够降低由于运输导致的钢管热镀锌层破坏率,提高整体钢管的镀锌质量,并且能够适应不同长
建筑电气热镀锌钢管施工工艺.doc
建筑电气热镀锌钢管施工工艺钢管敷设1范围本工艺原则合用于照明与动力配线旳钢管明、暗敷设及吊顶内和护墙板内钢管敷设工程。2施工淮备2.1材料规定:2.1.1镀锌钢管(或电线管)壁厚均匀,焊缝均匀,无劈裂、砂眼、棱刺和凹扁现象。除镀锌管外其他管材需预先除锈刷防腐漆(埋入现浇混凝土时,可不刷防腐漆,但应除锈)镀锌管或刷过防腐漆旳钢管外表层完整,无剥落现象,应具有产品材质单和合格证。2.1.2管箍使用通丝管箍。丝和清晰不乱扣,镀锌层完整无剥落,无劈裂,两端光滑无毛刺,并有产品合格证。2.1.3锁紧螺母(根母)外形

建筑电气热镀锌钢管施工工艺.pdf
一种钢管热镀锌装置.pdf
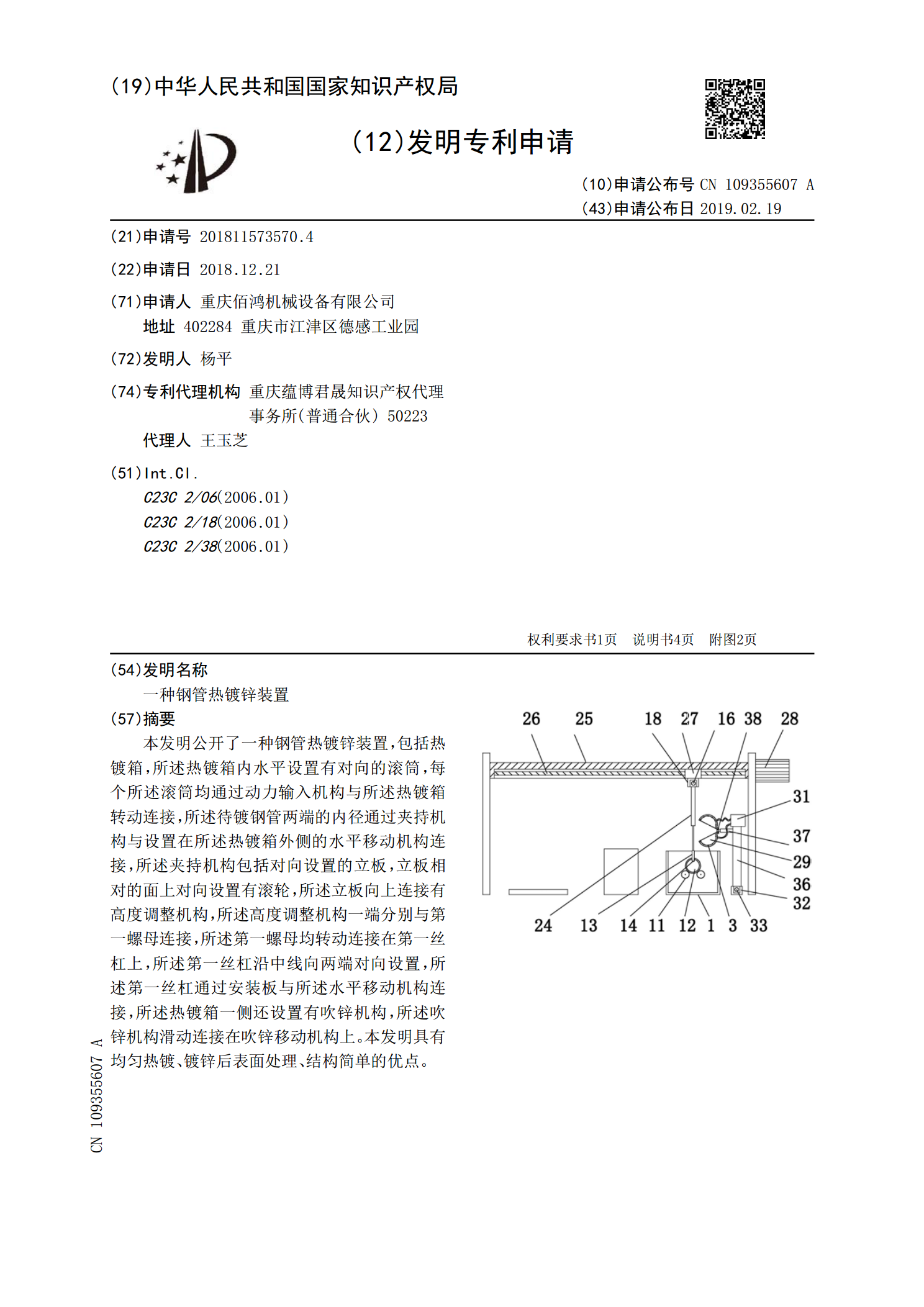
本发明公开了一种钢管热镀锌装置,包括热镀箱,所述热镀箱内水平设置有对向的滚筒,每个所述滚筒均通过动力输入机构与所述热镀箱转动连接,所述待镀钢管两端的内径通过夹持机构与设置在所述热镀箱外侧的水平移动机构连接,所述夹持机构包括对向设置的立板,立板相对的面上对向设置有滚轮,所述立板向上连接有高度调整机构,所述高度调整机构一端分别与第一螺母连接,所述第一螺母均转动连接在第一丝杠上,所述第一丝杠沿中线向两端对向设置,所述第一丝杠通过安装板与所述水平移动机构连接,所述热镀箱一侧还设置有吹锌机构,所述吹锌机构滑动连接在