
一种超级13Cr不锈钢表面酸洗处理方法.pdf

高格****gu

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种超级13Cr不锈钢表面酸洗处理方法.pdf
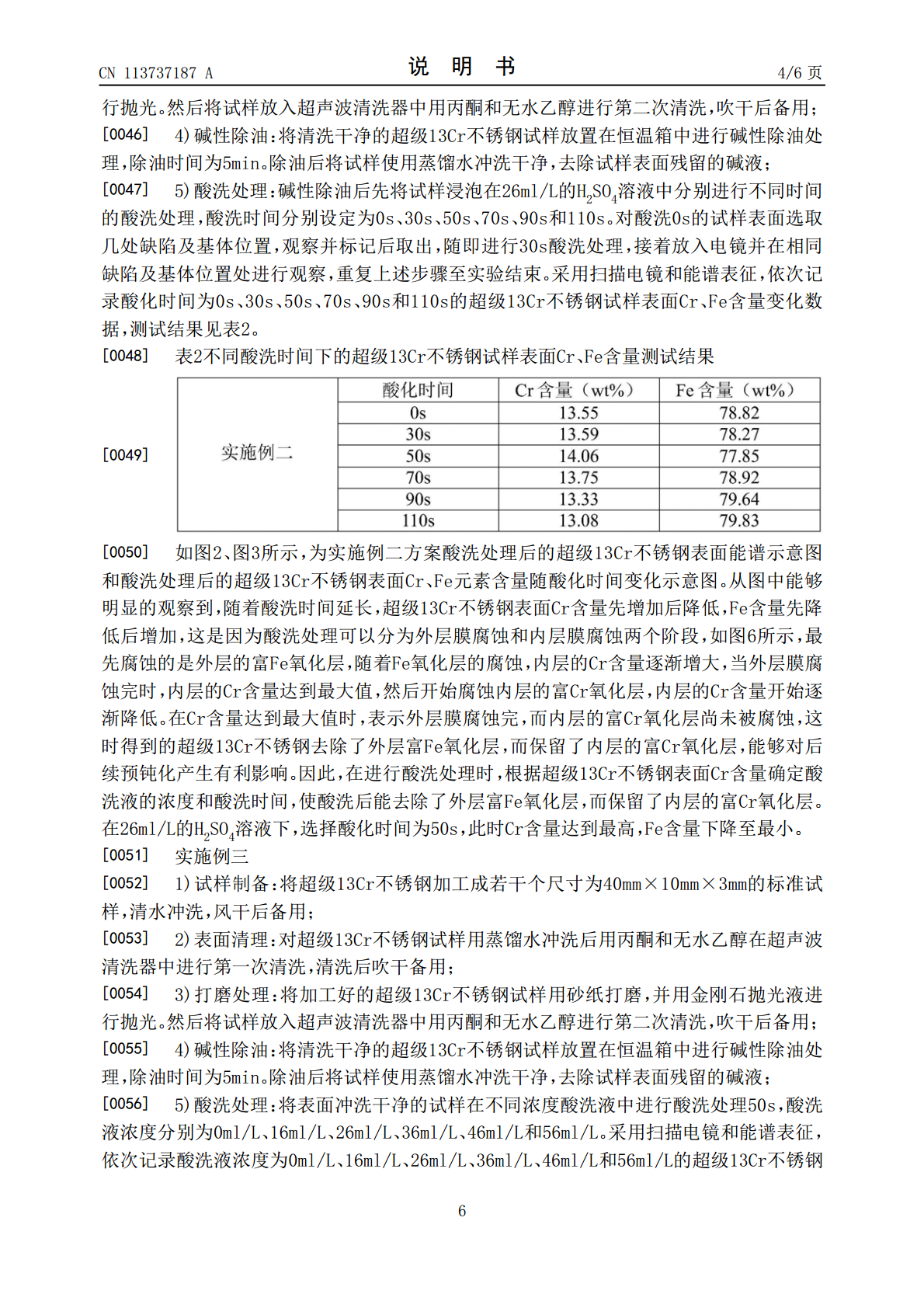
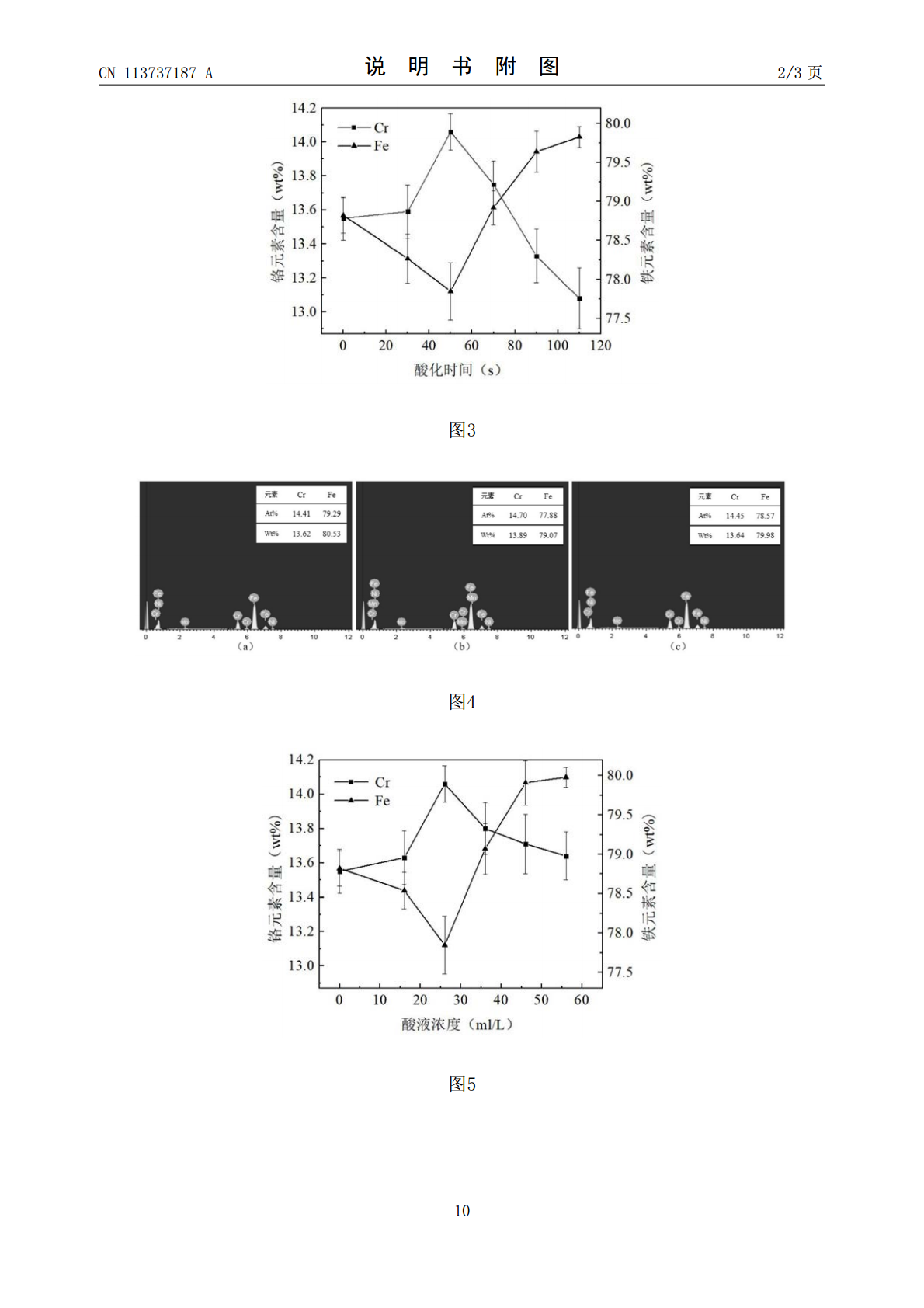
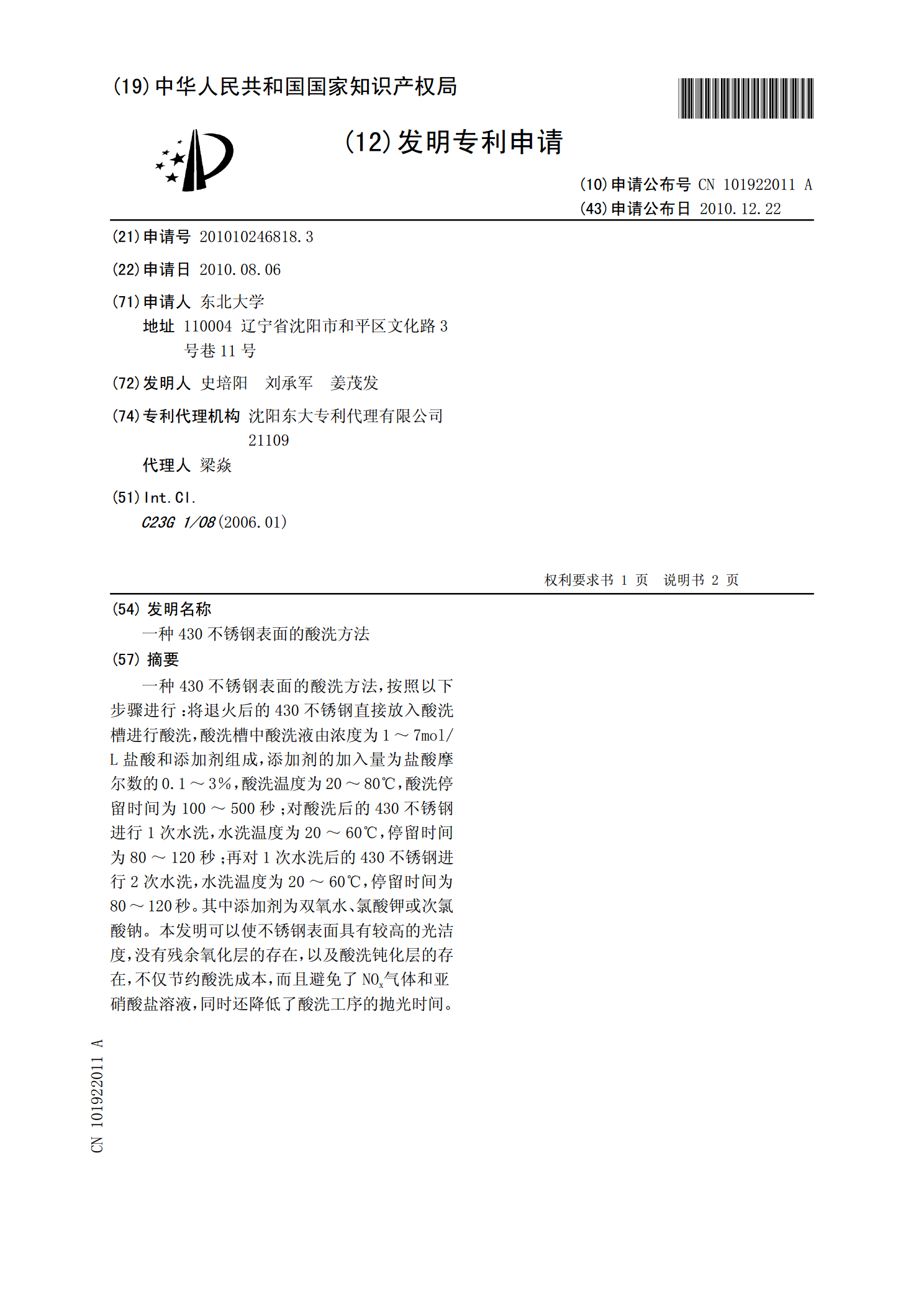
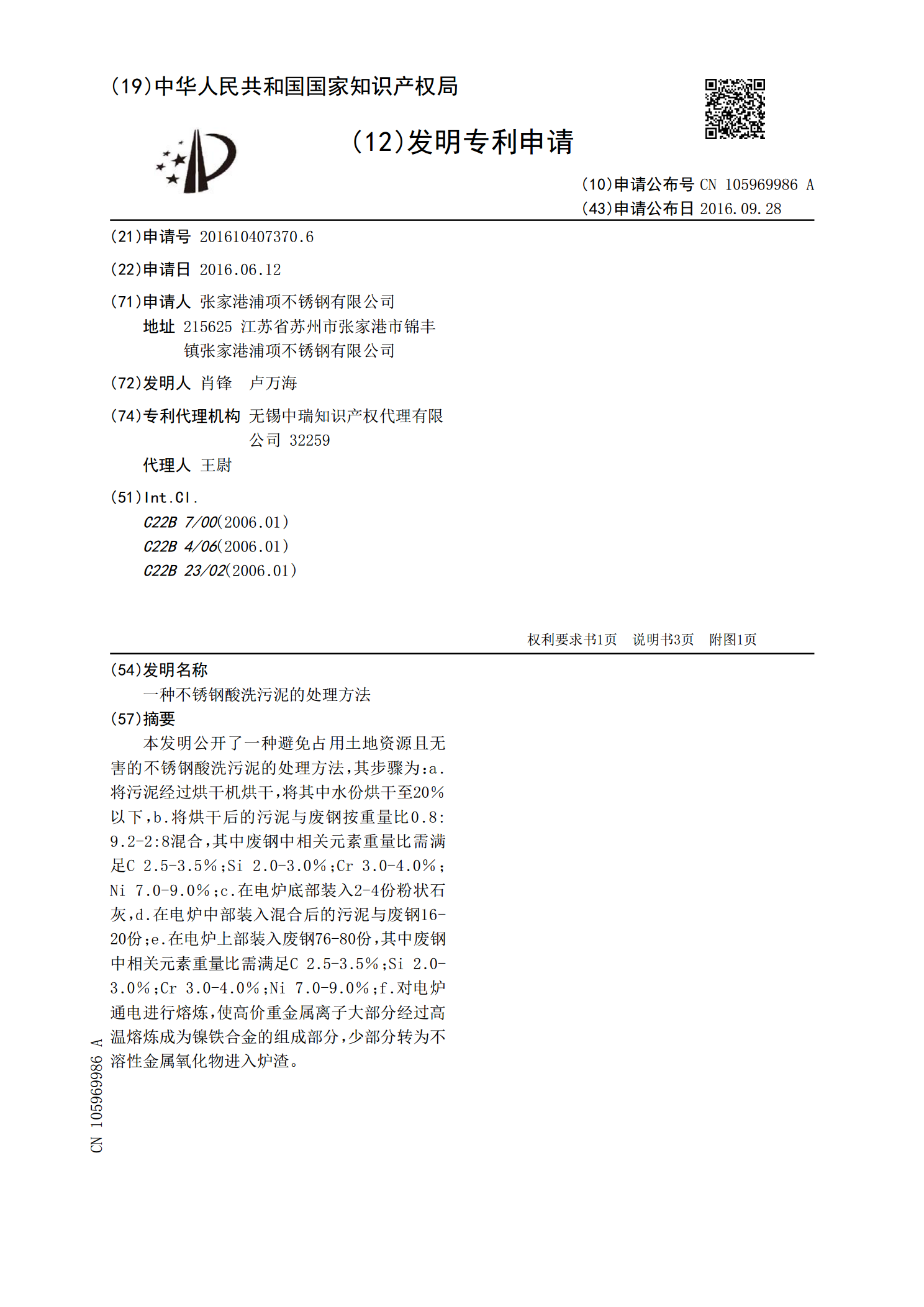
本发明提供一种超级13Cr不锈钢表面酸洗处理方法,依据酸洗处理先进行外层膜腐蚀后进行内层膜腐蚀的原理,控制合适的酸洗液浓度和酸洗时间,使酸洗控制在将外层膜腐蚀完成而内层膜未被腐蚀的阶段,从而能保留自然钝化膜内层的富C氧化层,使材料表面Cr元素含量明显增加。由于Cr是防止腐蚀的有效元素,在此基础上再进行预钝化膜的制备,使其覆盖在基体及其表面缺陷之上,能够明显降低均匀腐蚀速率,提高耐腐蚀性,还能够有效抑制局部腐蚀的发生,能大大降低点蚀发生的概率,解决13Cr不锈钢表面点蚀引发的应力腐蚀开裂问题。

超级13Cr马氏体不锈钢油管表面缺陷原因分析.docx
超级13Cr马氏体不锈钢油管表面缺陷原因分析超级13Cr马氏体不锈钢油管表面缺陷原因分析摘要:随着油气钻探深度和温度的不断增加,不锈钢油管的应用越来越广泛。超级13Cr马氏体不锈钢油管表面缺陷的出现,不仅影响产品的外观质量,而且会降低其使用寿命和安全性。本文对超级13Cr马氏体不锈钢油管表面缺陷的原因进行了分析,并提出了相应的解决方案。一、超级13Cr马氏体不锈钢油管表面缺陷类型1.针孔:指油管表面出现直径小于0.5mm的小孔洞,常见于热轧油管的表面。2.氧化皮:指油管表面在生产过程中由于氧化反应而产生的
一种430不锈钢表面的酸洗方法.pdf
一种430不锈钢表面的酸洗方法,按照以下步骤进行:将退火后的430不锈钢直接放入酸洗槽进行酸洗,酸洗槽中酸洗液由浓度为1~7mol/L盐酸和添加剂组成,添加剂的加入量为盐酸摩尔数的0.1~3%,酸洗温度为20~80℃,酸洗停留时间为100~500秒;对酸洗后的430不锈钢进行1次水洗,水洗温度为20~60℃,停留时间为80~120秒;再对1次水洗后的430不锈钢进行2次水洗,水洗温度为20~60℃,停留时间为80~120秒。其中添加剂为双氧水、氯酸钾或次氯酸钠。本发明可以使不锈钢表面具有较高的光洁度,没有
一种不锈钢酸洗污泥的处理方法.pdf
本发明公开了一种避免占用土地资源且无害的不锈钢酸洗污泥的处理方法,其步骤为:a.将污泥经过烘干机烘干,将其中水份烘干至20%以下,b.将烘干后的污泥与废钢按重量比0.8:9.2‑2:8混合,其中废钢中相关元素重量比需满足C2.5‑3.5%;Si2.0‑3.0%;Cr3.0‑4.0%;Ni7.0‑9.0%;c.在电炉底部装入2‑4份粉状石灰,d.在电炉中部装入混合后的污泥与废钢16‑20份;e.在电炉上部装入废钢76‑80份,其中废钢中相关元素重量比需满足C2.5‑3.5%;Si2.0‑3.0%

不锈钢表面的酸洗钝化处理.doc
(完整word)不锈钢表面的酸洗钝化处理(完整word)不锈钢表面的酸洗钝化处理(完整word)不锈钢表面的酸洗钝化处理不锈钢表面的酸洗钝化处理1.不锈钢酸洗钝化的必要性:奥氏体不锈钢具有良好的耐蚀性能,抗高温氧化性能,较好的低温性能及优良的机械与加工性能。因此广泛用于化工、石油、动力、核工程、航天航空、海洋、医药、轻工、纺织等部门.其主要目的在于防腐防锈。不锈钢的耐腐蚀主要依靠表面钝化膜,如果膜不完整或有缺陷,不锈钢仍会被腐蚀。工程上通常进行酸洗钝化处理,使不锈钢的耐蚀潜力发挥得更大。在不锈钢设备与部件