
提高压花辊凹纹压延深度的压花装置、压花玻璃压延方法.pdf

努力****爱静


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

提高压花辊凹纹压延深度的压花装置、压花玻璃压延方法.pdf
本发明涉及玻璃加工技术领域,尤其涉及一种提高压花辊凹纹压延深度的压花装置,包括压花辊,压花辊的外圆周面上设置有多个用于在热熔压花玻璃上形成凸纹的凹花纹,相邻两个凹花纹的节点处设置有排气槽,排气槽设置在凹花纹的侧壁上,排气槽的深度与凹花纹的深度相同,沿排气槽长度方向相邻的两个排气槽的中心相连接的线段均在同一圆周线A1上。本发明还提供了一种压花玻璃压延方法,可以改善压花玻璃的凹纹深度问题,并且还能避免玻璃凹花纹中留有气泡的问题,从而提高压花玻璃的花纹质量。
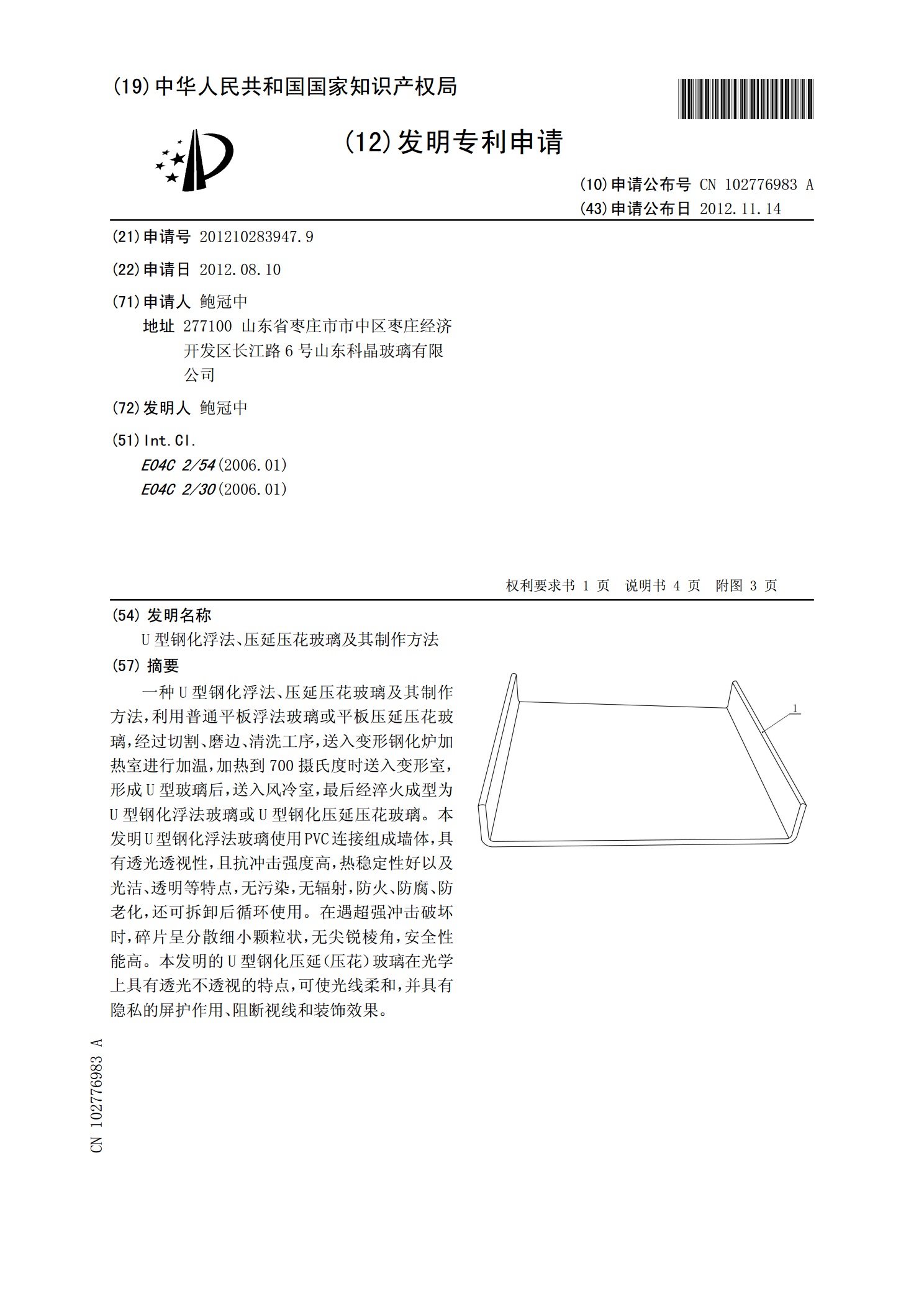
U型钢化浮法、压延压花玻璃及其制作方法.pdf
一种U型钢化浮法、压延压花玻璃及其制作方法,利用普通平板浮法玻璃或平板压延压花玻璃,经过切割、磨边、清洗工序,送入变形钢化炉加热室进行加温,加热到700摄氏度时送入变形室,形成U型玻璃后,送入风冷室,最后经淬火成型为U型钢化浮法玻璃或U型钢化压延压花玻璃。本发明U型钢化浮法玻璃使用PVC连接组成墙体,具有透光透视性,且抗冲击强度高,热稳定性好以及光洁、透明等特点,无污染,无辐射,防火、防腐、防老化,还可拆卸后循环使用。在遇超强冲击破坏时,碎片呈分散细小颗粒状,无尖锐棱角,安全性能高。本发明的U型钢化压延(

一种无辊压花玻璃的生产方法.pdf
本发明提供一种无辊压花玻璃的生产方法,通过立式玻璃拉丝炉的玻璃丝落料效果,通过成型模具的使用和组合,可以实现在平面玻璃上绘制出多样的立体花纹,并实现良好的融合,较传统的压延法制造,本发明的压花玻璃可以保持高的透光性和透像性;在保证高质量立体图案的同时,又可以满足大规模批量生产,成本投入低,产品效益好。通过调整平板玻璃和玻璃丝的化学组成,使平板玻璃和玻璃丝的物理化学性能相匹配,增强二者之间的化学键合,改善压花玻璃的耐磨性和切割性能。

压花玻璃标准.doc
压花玻璃标准1主题内容与适用范围本标准规定了压花玻璃的产品分类、技术要求、检验方法、验收规则、包装、贮存和运输。本标准适用于连续辊压法生产的压花玻璃。2引用标准GB4871普通平板玻璃JC/T513平板玻璃木箱包装3产品分类3.1按厚度分为3,4,5mm。3.2按外观质量分为优等品、一等品、合格品。4技术要求4.1厚度偏差应不超过表1规定。表1mm厚度允许偏差3±0.304±0.355±0.404.2玻璃应为矩形,其尺寸不得小于400mmX300mm,不得大于2000mmX1200mm。4.3弯曲度不得大
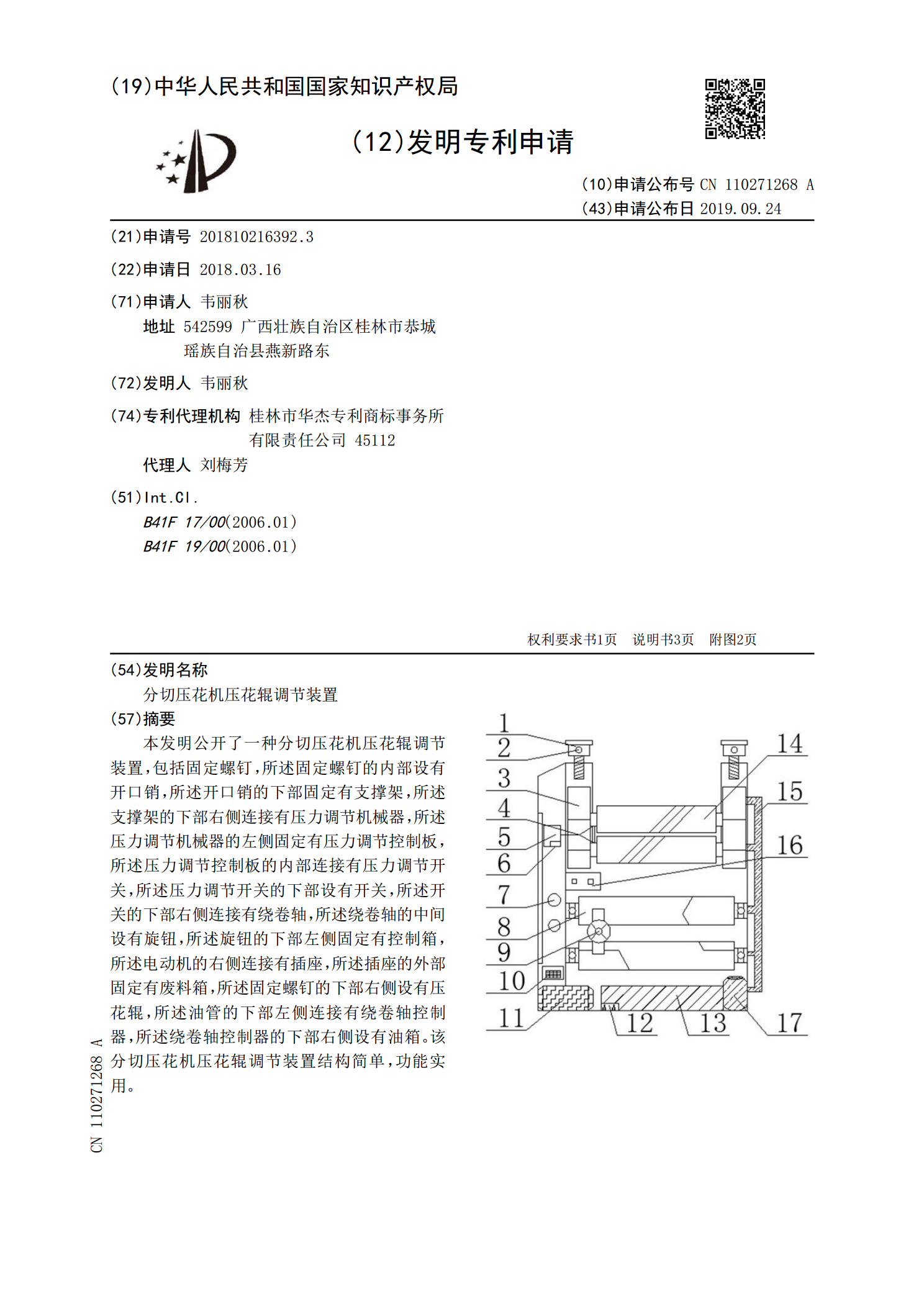
分切压花机压花辊调节装置.pdf
本发明公开了一种分切压花机压花辊调节装置,包括固定螺钉,所述固定螺钉的内部设有开口销,所述开口销的下部固定有支撑架,所述支撑架的下部右侧连接有压力调节机械器,所述压力调节机械器的左侧固定有压力调节控制板,所述压力调节控制板的内部连接有压力调节开关,所述压力调节开关的下部设有开关,所述开关的下部右侧连接有绕卷轴,所述绕卷轴的中间设有旋钮,所述旋钮的下部左侧固定有控制箱,所述电动机的右侧连接有插座,所述插座的外部固定有废料箱,所述固定螺钉的下部右侧设有压花辊,所述油管的下部左侧连接有绕卷轴控制器,所述绕卷轴控