
点胶控制方法及其系统.pdf

运升****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

点胶控制方法及其系统.pdf
本发明公开了一种点胶控制方法及其系统,适用于自动点胶装置,通过对工件及点胶机构的控制,实现了对工件进行自动化流水线的点胶作业,不仅能有效提高工作点胶的作业效率,且确保工件点胶成品的质量品质。并且通过在点胶作业完成后,控制点胶机构到达点胶工位进行刮胶作业以刮除点胶机构的出胶口处的残留胶,避免残留胶凝固影响下次点胶作业,确保作业环境洁净,同时通过在刮胶作业完成后,控制点胶机构到达封胶工位进行封胶作业以对点胶机构出胶口的开口表面的胶水进行密封,避免出胶口的开口表面的胶水凝固影响下次点胶作业的出胶效率和出胶质量,
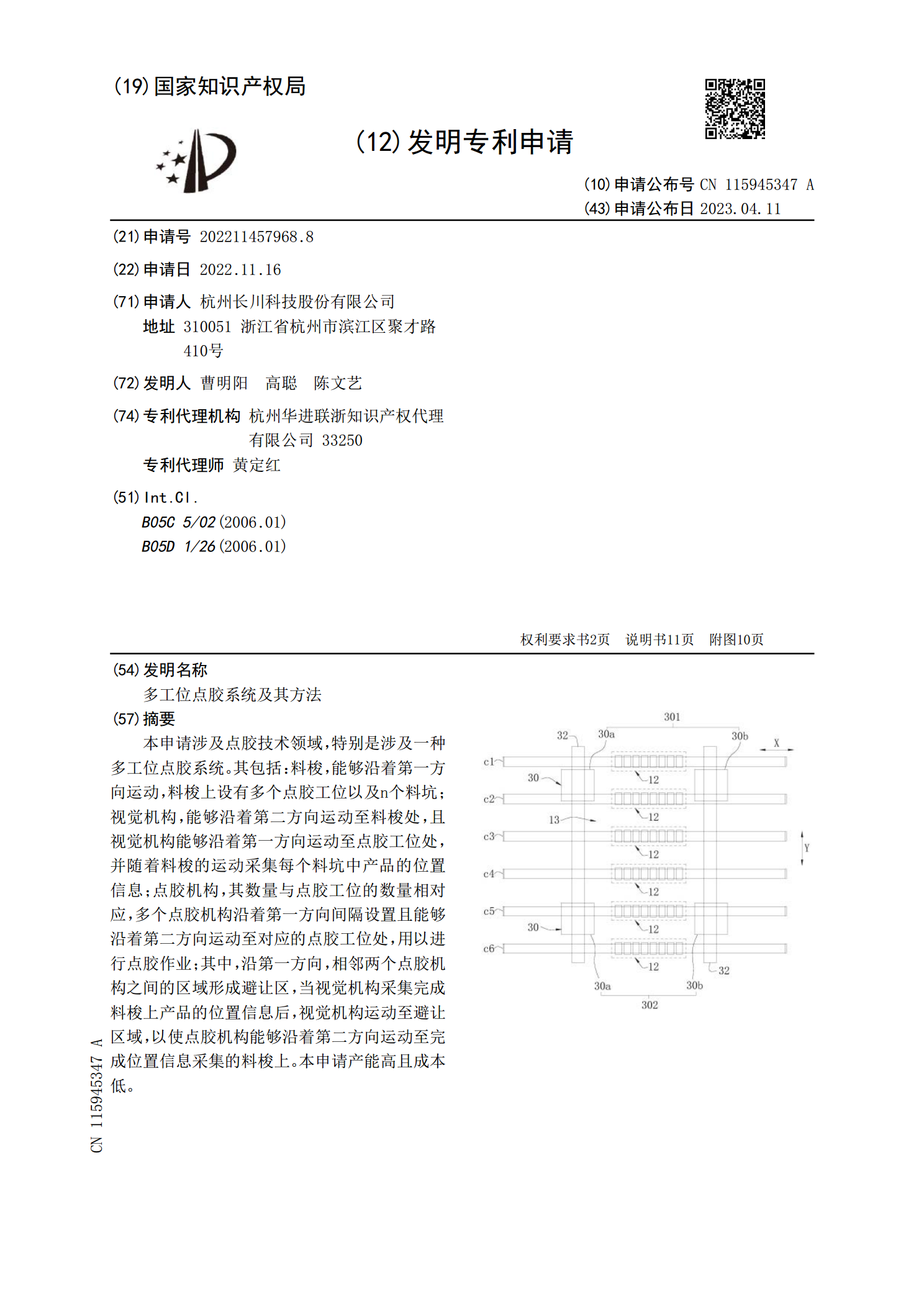
多工位点胶系统及其方法.pdf
本申请涉及点胶技术领域,特别是涉及一种多工位点胶系统。其包括:料梭,能够沿着第一方向运动,料梭上设有多个点胶工位以及n个料坑;视觉机构,能够沿着第二方向运动至料梭处,且视觉机构能够沿着第一方向运动至点胶工位处,并随着料梭的运动采集每个料坑中产品的位置信息;点胶机构,其数量与点胶工位的数量相对应,多个点胶机构沿着第一方向间隔设置且能够沿着第二方向运动至对应的点胶工位处,用以进行点胶作业;其中,沿第一方向,相邻两个点胶机构之间的区域形成避让区,当视觉机构采集完成料梭上产品的位置信息后,视觉机构运动至避让区域,

点胶控制系统及方法.pdf
本发明公开了一种点胶控制系统,其包括一触发指令接收装置以及一控制装置,其中,该触发指令接收装置用于接收一触发指令并将该触发指令送入该控制装置,该触发指令表示对指定的点胶对象执行一点胶操作的指令;该控制装置用于解析该触发指令并根据该触发指令调用对应于该点胶对象的点胶参数,以及根据该点胶参数控制一点胶装置对该点胶对象执行该点胶操作。本发明还公开了一种点胶控制方法。本发明有效解决电子产品点胶作业工艺制程控制的难点,提高了点胶操作的精确性且以较小的成本实现了自动化点胶操作,并且达到了购买大型自动化点胶设备所能达到

蠕动式点胶控制方法与系统研究.docx
蠕动式点胶控制方法与系统研究蠕动式点胶控制方法与系统研究背景介绍在工业自动化生产中,点胶技术通常用于制造精密化学品、医疗器械、电子元件等领域。为了确保产品质量和生产效率,点胶时需要对工艺参数和点胶路径进行精确控制。蠕动式点胶技术是其中一种常见的点胶方式。它可以实现连续、稳定的点胶流,且能够精确控制点胶量和路径。本文将重点探讨蠕动式点胶控制方法和系统的研究。蠕动式点胶控制方法蠕动式点胶是通过柱塞式驱动器或伺服电机控制胶枪的行进速度,实现点胶量的稳定和均匀。其控制方法主要分为两类:时间控制和位移控制。时间控制
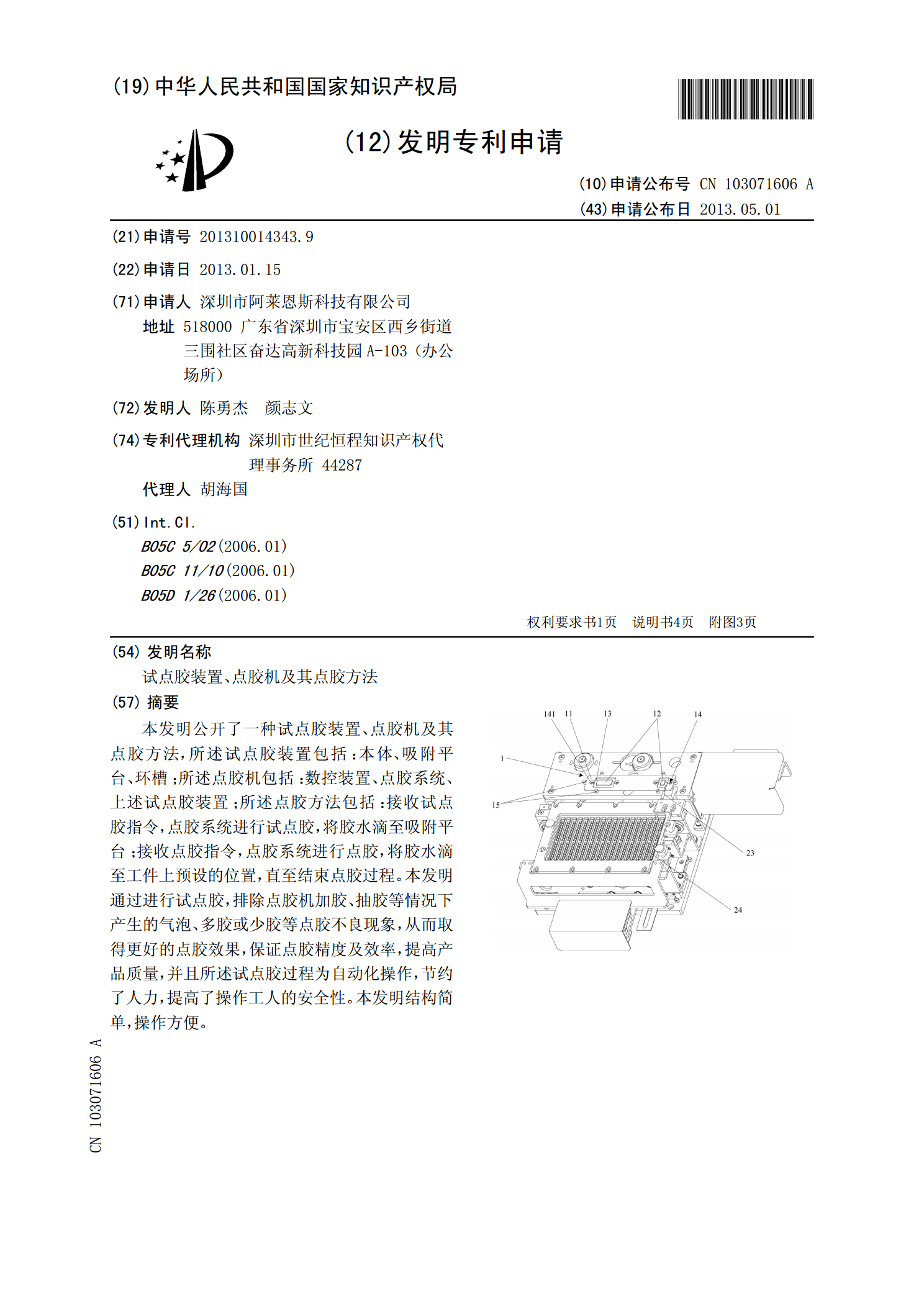
试点胶装置、点胶机及其点胶方法.pdf
本发明公开了一种试点胶装置、点胶机及其点胶方法,所述试点胶装置包括:本体、吸附平台、环槽;所述点胶机包括:数控装置、点胶系统、上述试点胶装置;所述点胶方法包括:接收试点胶指令,点胶系统进行试点胶,将胶水滴至吸附平台;接收点胶指令,点胶系统进行点胶,将胶水滴至工件上预设的位置,直至结束点胶过程。本发明通过进行试点胶,排除点胶机加胶、抽胶等情况下产生的气泡、多胶或少胶等点胶不良现象,从而取得更好的点胶效果,保证点胶精度及效率,提高产品质量,并且所述试点胶过程为自动化操作,节约了人力,提高了操作工人的安全性。本