
一种玻璃异形孔加工方法.pdf

飞舟****文章


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种玻璃异形孔加工方法.pdf
本发明属于玻璃材料异形孔加工技术领域,一种玻璃异形孔加工方法,步骤1、对异形孔的加工路径编辑;步骤2、通过激光器对待加工玻璃进行切割,激光器移动路径执行异形孔的加工路径,激光光束执行优化后的扫描路径,完成玻璃异形孔加工。当加工异形孔为封闭孔时,激光光束扫描路径的优化包括:xy平面内对扫描填充轨迹进行优化,对直角等特征进行圆角化、优化填充扫描轨迹的间距和整体切缝宽度;玻璃深度方向上进行采用上窄下宽的切缝,确保粉末排出和孔内余料脱落;采用螺旋式填充曲线并优化起末点扫描延迟。当加工异形孔为非封闭孔时,在距离非封

一种数据控制异形玻璃加工方法.pdf
一种数据控制异形玻璃加工方法,是由:龙门框架,移动平台,折叠步进/伺服机构,Y轴丝杠,X轴丝杠,Z轴丝杠,横向步进/伺服机构,上下步进/伺服机构,磨头机构,防水挡板,自动润滑系统,定位吸附盘,控制箱,抛光砂轮,精磨砂轮,粗磨砂轮,横向轨道构成;实现快速定位,一键式启动,自动对刀,自动换刀,三轴联动数据控制系统可在几分钟内快速完成粗磨、精磨、抛光等复杂异型玻璃的磨削功能,工作效率高,磨边效果理想,保障了操作人员的人身安全,降低了操作人员的劳动强度,使高档玻璃的加工效果更美观,加工工艺更精密。
一种玻璃盲孔加工方法.pdf
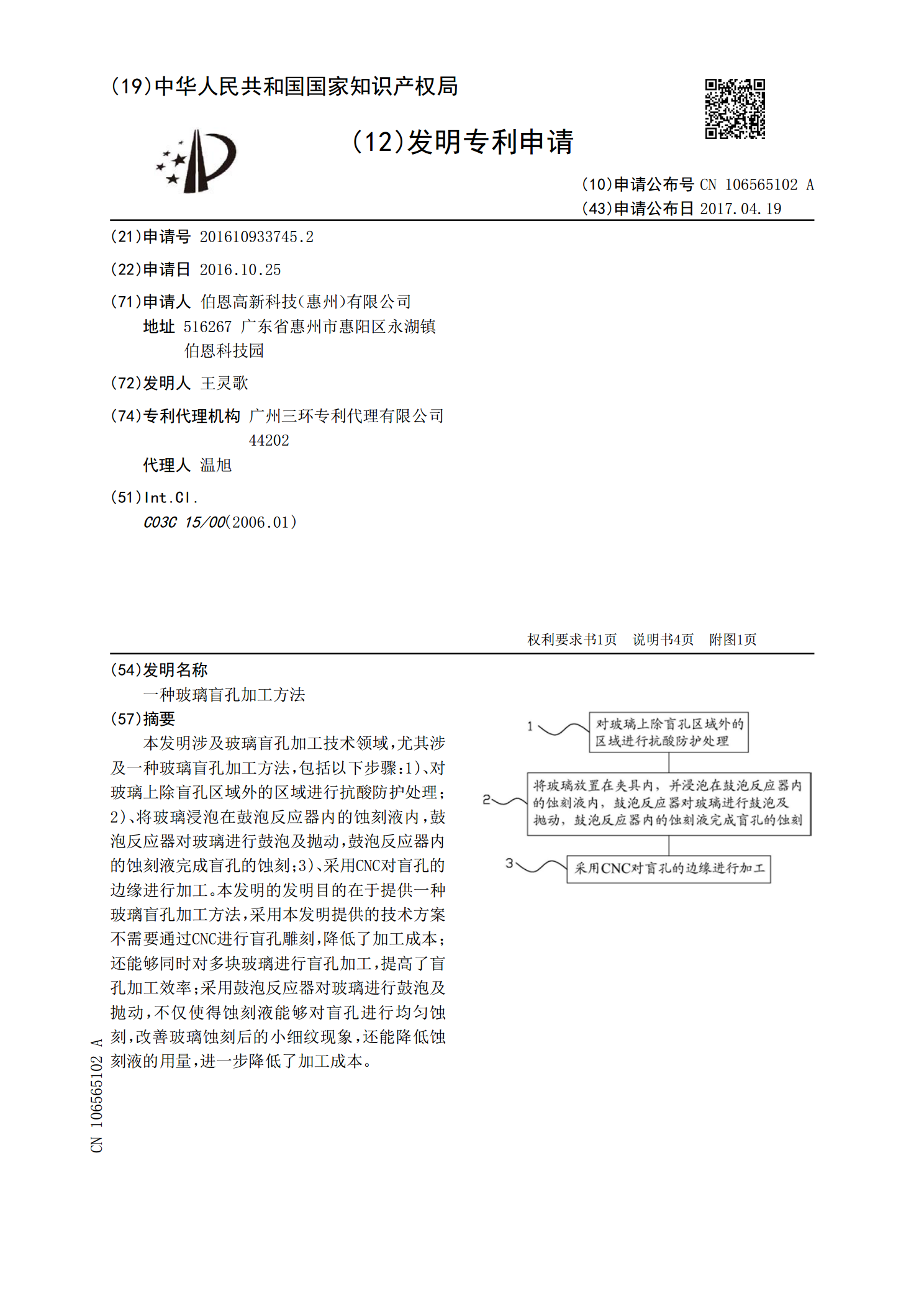
本发明涉及玻璃盲孔加工技术领域,尤其涉及一种玻璃盲孔加工方法,包括以下步骤:1)、对玻璃上除盲孔区域外的区域进行抗酸防护处理;2)、将玻璃浸泡在鼓泡反应器内的蚀刻液内,鼓泡反应器对玻璃进行鼓泡及抛动,鼓泡反应器内的蚀刻液完成盲孔的蚀刻;3)、采用CNC对盲孔的边缘进行加工。本发明的发明目的在于提供一种玻璃盲孔加工方法,采用本发明提供的技术方案不需要通过CNC进行盲孔雕刻,降低了加工成本;还能够同时对多块玻璃进行盲孔加工,提高了盲孔加工效率;采用鼓泡反应器对玻璃进行鼓泡及抛动,不仅使得蚀刻液能够对盲孔进行均
一种玻璃盲孔加工方法.pdf
本发明公开了一种玻璃盲孔加工方法,包括以下步骤:对玻璃上除盲孔区域外的区域进行抗酸防护;对盲孔区域进行蚀刻处理后清洗、抛光,所述蚀刻处理的方式为以1?15ml/min的速率、8?25s/次的频率将蚀刻液加入到加工区域。本发明的生产良品率远远大于CNC精雕机数控加工;并且蚀刻方法易于大批量生产加工,其生产成本也远远低于CNC精雕机数控加工。

异形孔加工的新方法.docx
异形孔加工的新方法异形孔加工的新方法【摘要】异形孔在工业制造中具有重要的应用价值,但由于其复杂形状和难以加工的特点,一直以来都存在着加工困难和高成本的问题。本论文通过分析目前异形孔加工中存在的问题,探讨了一种新的异形孔加工方法。该方法通过结合数控加工技术和先进的刀具设计,提高了加工效率和加工质量。同时,还通过实验验证了该方法的可行性,并对其优势和应用前景进行了讨论。【关键词】异形孔加工;数控加工技术;刀具设计;加工效率;加工质量1.引言异形孔是指具有非圆形或复杂形状的孔,常见于航空、汽车、电子等领域的零部