
钢轨伤损冷焊修复工艺.pdf

高格****gu


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
钢轨伤损冷焊修复工艺.pdf
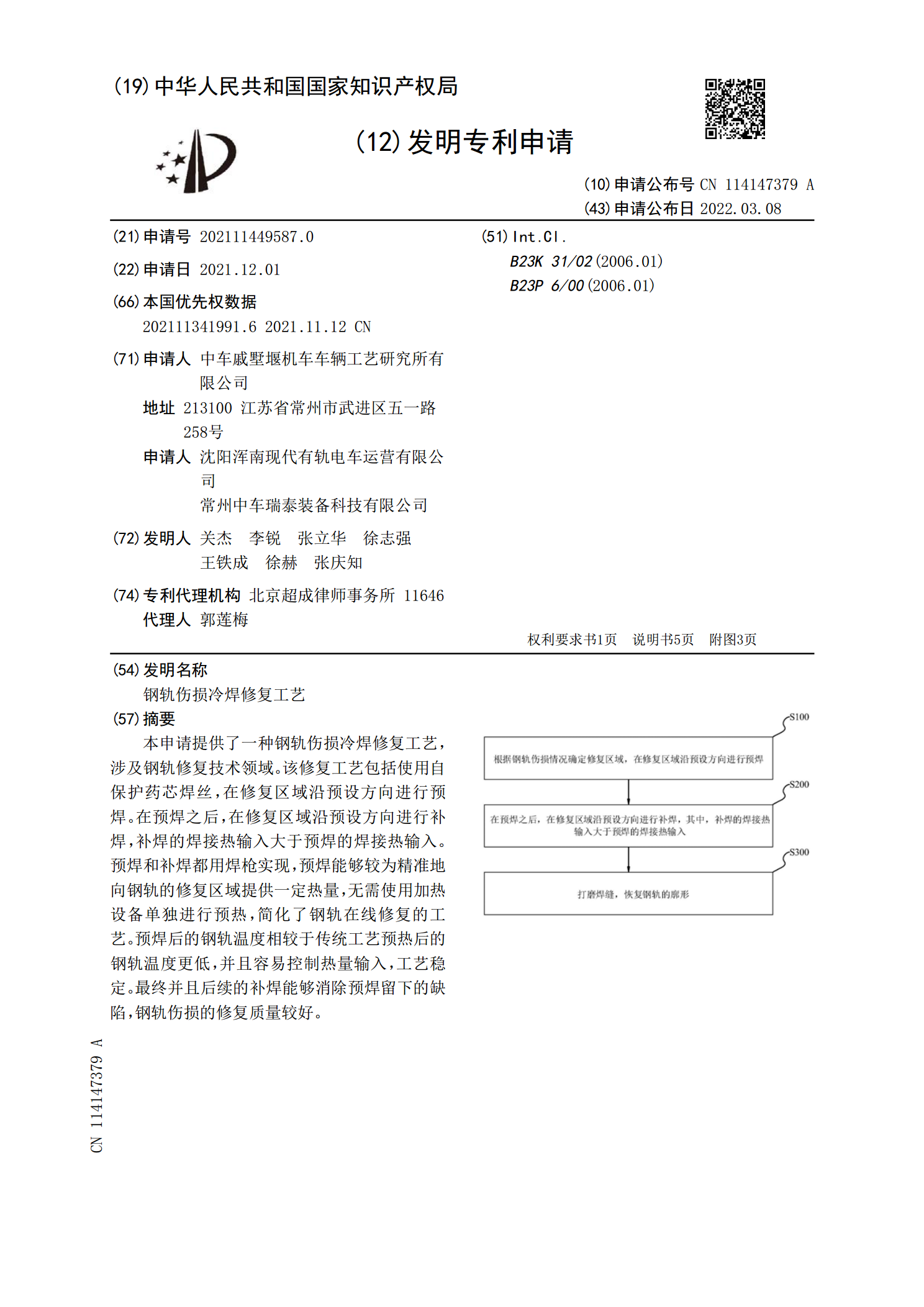
本申请提供了一种钢轨伤损冷焊修复工艺,涉及钢轨修复技术领域。该修复工艺包括使用自保护药芯焊丝,在修复区域沿预设方向进行预焊。在预焊之后,在修复区域沿预设方向进行补焊,补焊的焊接热输入大于预焊的焊接热输入。预焊和补焊都用焊枪实现,预焊能够较为精准地向钢轨的修复区域提供一定热量,无需使用加热设备单独进行预热,简化了钢轨在线修复的工艺。预焊后的钢轨温度相较于传统工艺预热后的钢轨温度更低,并且容易控制热量输入,工艺稳定。最终并且后续的补焊能够消除预焊留下的缺陷,钢轨伤损的修复质量较好。

铸铁件冷焊修复工艺.docx
铸铁件冷焊修复工艺铸铁件冷焊修复工艺摘要:铸铁是一种常见的金属材料,具有良好的硬度和耐磨性。然而,由于外界环境的影响和长期使用的损耗,铸铁件往往会出现断裂、裂纹等各种缺陷。传统的焊接修复方法可能会导致铸铁件继续发生变形或者裂纹扩展。冷焊修复工艺是一种适用于铸铁件修复的非热源修复技术,该工艺能够有效地修复铸铁件的缺陷并提高其使用寿命。本文将详细介绍铸铁件冷焊修复工艺的原理和应用,并探讨其在实际工程中的优势和问题。一、引言铸铁件常见的缺陷有裂纹、断裂以及局部磨损等。这些缺陷会对铸铁件的使用寿命和性能造成不良影
钢轨伤损标准.pdf
2006146铁路线路修理规则钢轨、尖轨、可动心轨、辙叉伤损标准第3.4.3条钢轨伤损按程度分为轻伤、重伤和折断三类;一、钢轨轻伤和重伤标准钢轨轻伤和重伤标准见表3.4.3—1、表—2和表—3;探伤人员、线路检查工长认为钢轨有伤损时,也可判为轻伤或重伤;二、钢轨折断标准钢轨折断是指发生下列情况之一者:1.钢轨全截面断裂;2.裂纹贯通整个轨头截面;3.裂纹贯通整个轨底截面;4.允许速度不大于160km/h区段钢轨顶面上有长度大于50mm且深度大于10mm的掉块,允许速度大于160km/h区段钢轨顶面上有长度

钢轨伤损标准.doc
.精选范本铁道部、铁运2006(146)铁路线路修理规则钢轨、尖轨、可动心轨、辙叉伤损标准第3.4.3条钢轨伤损按程度分为轻伤、重伤和折断三类。一、钢轨轻伤和重伤标准钢轨轻伤和重伤标准见表3.4.3—1、表3.4.3—2和表3.4.3—3。探伤人员、线路(检查)工长认为钢轨有伤损时,也可判为轻伤或重伤。二、钢轨折断标准钢轨折断是指发生下列情况之一者:1.钢轨全截面断裂;2.裂纹贯通整个轨头截面;3.裂纹贯通整个轨底截面;4.允许速度不大于160km/h区段钢轨顶面上有长度大于50mm且深度大

修复剪床铸铁臂的冷焊试验和工艺.docx
修复剪床铸铁臂的冷焊试验和工艺修复剪床铸铁臂的冷焊试验和工艺摘要:剪床铸铁臂在使用中可能会出现断裂或磨损等问题,为了修复这些问题,冷焊技术被广泛应用。本论文通过对剪床铸铁臂的冷焊试验进行研究,探索最合适的冷焊工艺,并提出了优化方案。研究结果表明,采用合适的冷焊工艺可以达到较好的修复效果,并提高剪床铸铁臂的耐用性。1.引言剪床铸铁臂是一种常用的工业设备,在使用过程中容易出现断裂和磨损等问题。为了修复这些问题,冷焊技术被广泛应用。冷焊是一种利用高温下熔化的焊膏对金属进行修复的方法,可以有效地修复和增强剪床铸铁