
一种引入焊接预变形的全熔透免清根工字钢焊接方法.pdf

春景****23

1/10

2/10

3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种引入焊接预变形的全熔透免清根工字钢焊接方法.pdf
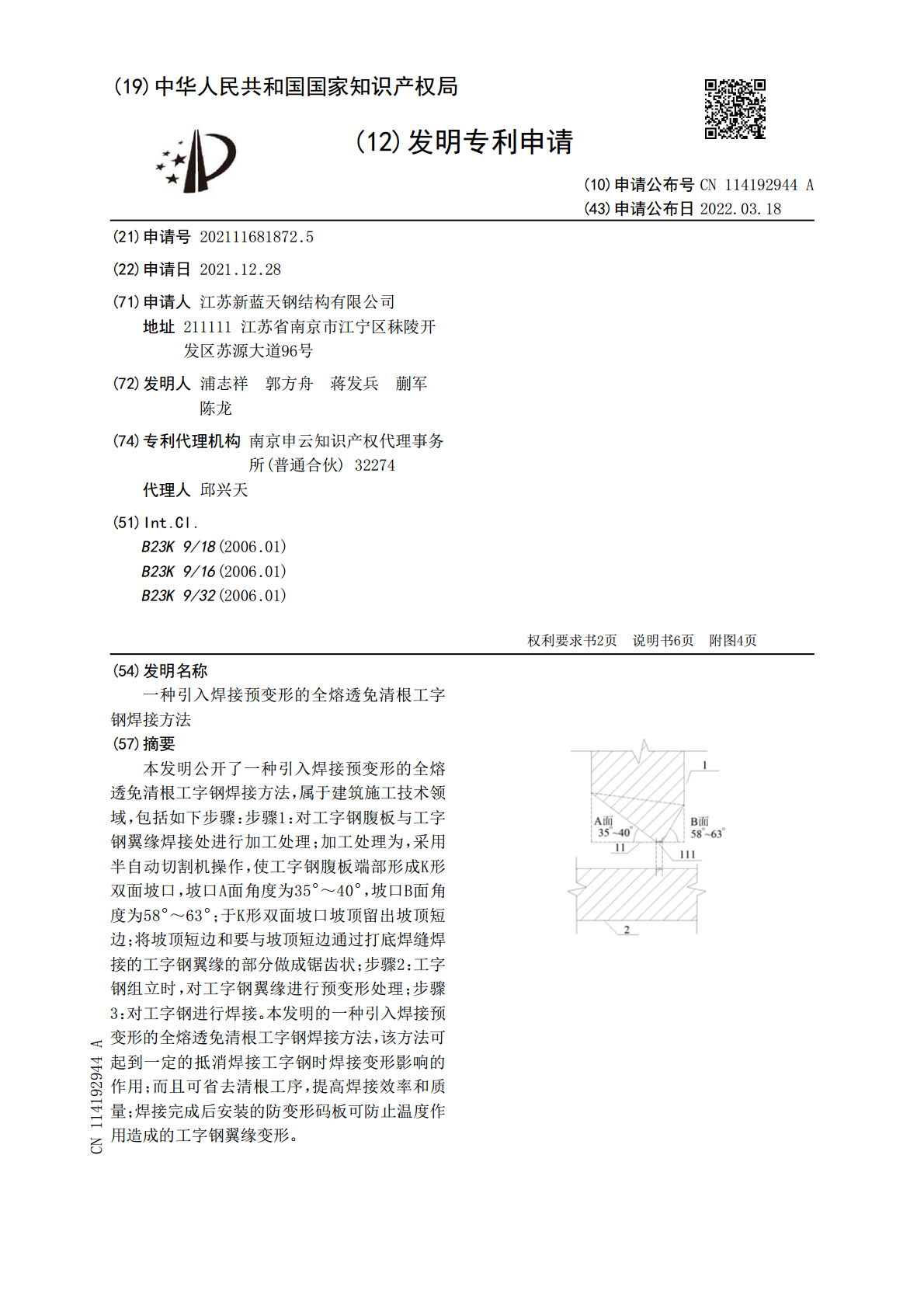
本发明公开了一种引入焊接预变形的全熔透免清根工字钢焊接方法,属于建筑施工技术领域,包括如下步骤:步骤1:对工字钢腹板与工字钢翼缘焊接处进行加工处理;加工处理为,采用半自动切割机操作,使工字钢腹板端部形成K形双面坡口,坡口A面角度为35°~40°,坡口B面角度为58°~63°;于K形双面坡口坡顶留出坡顶短边;将坡顶短边和要与坡顶短边通过打底焊缝焊接的工字钢翼缘的部分做成锯齿状;步骤2:工字钢组立时,对工字钢翼缘进行预变形处理;步骤3:对工字钢进行焊接。本发明的一种引入焊接预变形的全熔透免清根工字钢焊接方法,

T型钢全熔透免清根焊接方法.pdf
本发明公开了T型钢全熔透免清根焊接方法,钢结构焊接技术领域。包括以下几个步骤:在T型钢的腹板开设45‑50度的V形坡口,且钝边留3‑4mm;将腹板与T型钢的翼板无间隙组装,腹板与水平面夹角为25‑30度;根据母材性能,选择合适的焊丝及焊剂,在V形坡口的背面的焊缝处进行二氧化碳气体保护焊焊接;正面打底焊采用单丝埋弧焊进行焊接,焊丝与腹板夹角为60‑70度;第二道填充焊采用双丝埋弧焊进行焊接;在V形坡口的背面进行打底焊,背面打底焊采用双丝埋弧焊进行焊接,焊丝与腹板夹角为60‑70度;填充焊和盖面焊均采用双丝埋

H型钢或T型钢全熔透免清根焊接方法.pdf
本发明公开了一种H型钢或T型钢全熔透免清根焊接方法,即本方法在H型钢或T型钢腹板开45~60度的K型坡口,钝边留3~4mm,H型钢或T型钢设于船形胎架上,腹板与翼缘板组装无间隙,T型钢的腹板顶端设置定位板,船形胎架底边与地面夹角为20~50度,腹板与船形胎架底边平行;在腹板与翼缘板的K型坡口正面和背面进行打底焊,分别采用单丝和双丝埋弧焊进行焊接,焊丝与腹板夹角为60~70度并分别设定焊接参数;打底焊完成后进行填充焊和盖面焊,采用双丝埋弧焊进行焊接并设定焊接参数。本方法克服了传统免清根焊接方法的缺陷,免除了

厚钢板埋弧熔透焊免清根焊接方法及其坡口结构.pdf
本发明公开了厚钢板埋弧熔透焊免清根焊接方法及其坡口结构:(a)确定两块厚度相等的钢板的焊接坡口位置,更换探伤显示有缺陷的钢板;其中t为钢板的厚度;(b)对两块钢板切割下料;(c)开制对接坡口:t≤30mm,对接坡口开设为I型;30mm<t≤100mm,对接坡口开设为预留钝边X型坡口;(d)将两块钢板与双丝焊机组立就位,再对两块钢板进行预热;其中前丝为直流电、后丝为交流电;(e)进行埋弧焊正面焊接;(f)进行埋弧焊反面焊接;(g)在300~400℃的保温槽内进行焊后保温。本发明用以解决现有技术中厚度100m

一种免坡口免清根焊接工字型钢构件熔透焊缝的装置.pdf
本实用新型属于焊接设备技术领域,尤其是涉及一种免坡口免清根焊接工字型钢构件熔透焊缝的装置,包括承接架,所述承接架包括底板、第一接板和第二接板,所述底板设置有两块,两块底板上分别固定有第一接板和第二接板,第一接板和第二接板相互垂直并相交于底板设置,两块第一接板通过第一隔板连接,两块第二接板通过第二隔板连接,其中一侧的第一接板和第二接板的直角缺口上紧贴设置有三角板,三角板的长边面和第一接板上支撑有型材构件。该熔透焊缝装置无需双边开坡口、背侧碳弧气刨清根等步骤,操作简单快捷,省时省力,焊接效率高且焊接质量能够得