
窄间隙MAG/MIG自动焊接的两侧壁熔合控制装置.pdf

美丽****ka


1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

窄间隙MAG/MIG自动焊接的两侧壁熔合控制装置.pdf
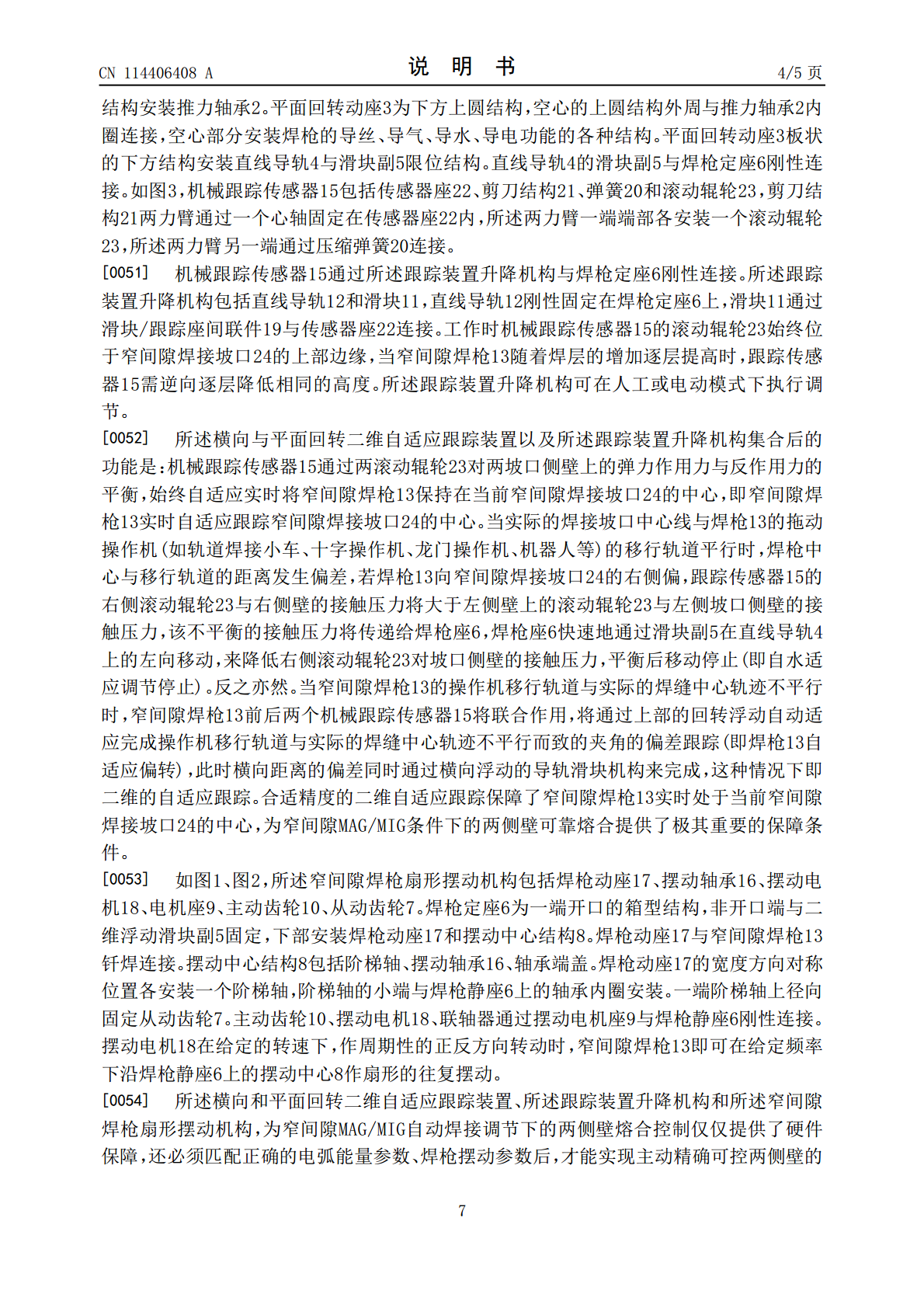
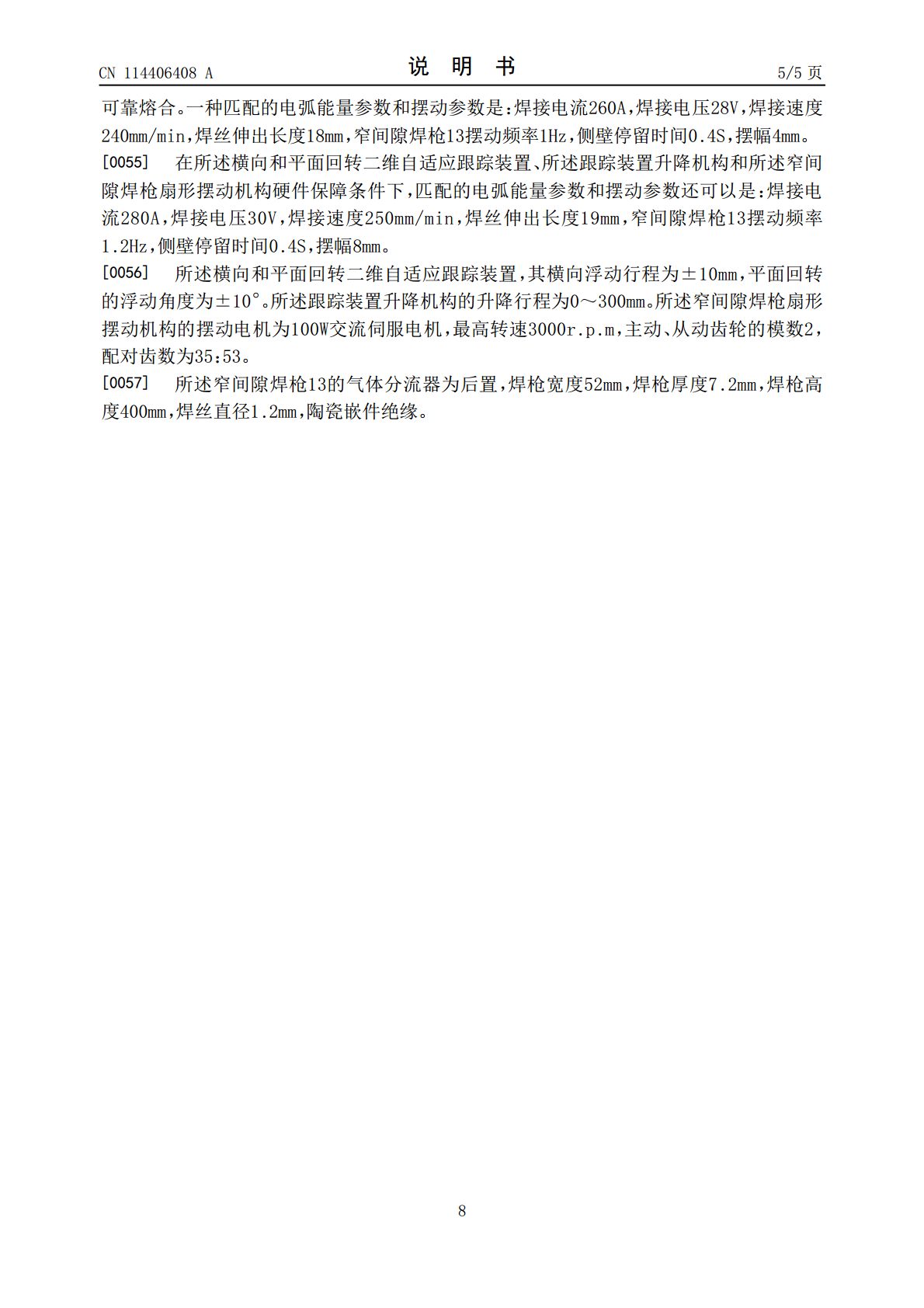
公开了一种窄间隙MAG/MIG自动焊接的两侧壁熔合控制装置,其包括横向和平面回转二维自适应跟踪装置、跟踪装置升降机构、窄间隙焊枪扇形摆动机构。本发明保留了窄间隙MAG/MIG焊接的小填充体积、较低的焊接热输入的技术优势;两侧壁熔合的可靠性和稳定性,可通过多种技术途径来实现主动、精确可控;窄间隙焊枪二维自适应跟踪当前的焊接坡口中心系统,具有极高的抗干扰能力,低成本高可靠性前提下实现了焊缝轨迹的智能跟踪;配套的优化工艺技术参数范围较宽,工艺应用的可行性极佳。

窄间隙埋弧焊接头熔合区弱化的研究.docx
窄间隙埋弧焊接头熔合区弱化的研究摘要:本文定位于窄间隙埋弧焊接头熔合区弱化的研究,通过对现有文献资料和实验研究的分析,归纳总结了影响窄间隙埋弧焊接头熔合区弱化的因素,提出了减小焊接产生熔合区扭曲的有效措施,并对窄间隙埋弧焊接头熔合区的弱化机理进行了探讨,为窄间隙埋弧焊接工艺的进一步研究和应用提供了参考。关键词:窄间隙埋弧焊接头、熔合区弱化、扭曲、措施、机理一、引言窄间隙埋弧焊接是一种常用于大型钢结构的焊接工艺,由于其具有优异的焊接效率和焊缝成形性能,已经被广泛应用于船舶、桥梁、压力容器等领域。然而,在窄间

窄间隙焊接.ppt
高效焊接方法一.什么是窄间隙焊接注意:窄间隙焊接不是一种常规意义上的焊接方法,而是一种焊接方式,是利用了现有的弧焊方法的一种特别技术多种焊接方法都可用窄间隙焊接(NG:NarrowGap)NG-SAW:考虑脱渣,已成熟,但不适于全位置焊NG-GMAW(MAG、CO2):适于全位置焊,但要解决飞溅和侧壁熔合问题(特别是横焊时),工艺规范区间较窄这两种方法占窄间隙焊接总量的60%以上NG-TIG:焊缝质量好,但效率低,主要用于不锈钢等特殊材料或进行打底焊,大约占10%NG-MAW和窄间隙电渣焊:应用较少NG-

窄间隙焊接技术.doc
焊接进展讲座A——结课作业姓名:袁亮文学号:09850324班级:焊接技术与工程3班学院:材料科学与工程学院窄间隙焊接技术摘要:随着材料的不断发展,越来越多的材料需要被焊接,为提高效率,出现了许多新型的焊接技术。关键词:窄间隙、焊接、气体保护窄间隙钨极氩弧焊此种焊接工艺基本不产生飞溅和熔渣,由于电弧的稳定性,也很少产生明显的焊接缺陷,并且也已确立向全位置焊接的应用。但是这一方法的缺点在于工作效率低,为了提高工作效率,对填充焊丝通电加热的同时,还应该采用热电阻线焊接法,这种方
窄间隙焊接设备.pdf
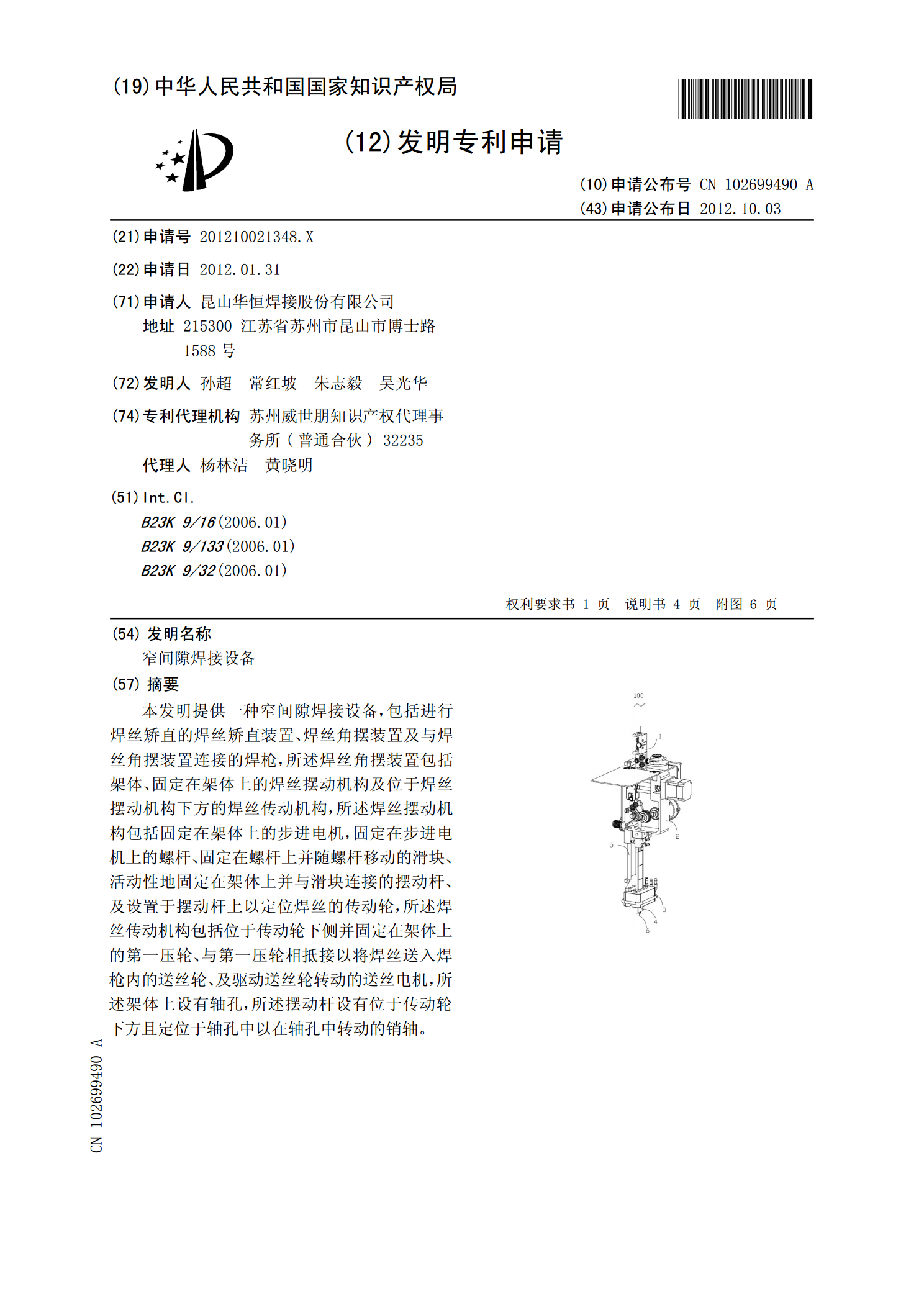
本发明提供一种窄间隙焊接设备,包括进行焊丝矫直的焊丝矫直装置、焊丝角摆装置及与焊丝角摆装置连接的焊枪,所述焊丝角摆装置包括架体、固定在架体上的焊丝摆动机构及位于焊丝摆动机构下方的焊丝传动机构,所述焊丝摆动机构包括固定在架体上的步进电机,固定在步进电机上的螺杆、固定在螺杆上并随螺杆移动的滑块、活动性地固定在架体上并与滑块连接的摆动杆、及设置于摆动杆上以定位焊丝的传动轮,所述焊丝传动机构包括位于传动轮下侧并固定在架体上的第一压轮、与第一压轮相抵接以将焊丝送入焊枪内的送丝轮、及驱动送丝轮转动的送丝电机,所述架体