
一种耐蒸煮铝箔封口膜及其生产方法.pdf

一条****丹淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种耐蒸煮铝箔封口膜及其生产方法.pdf
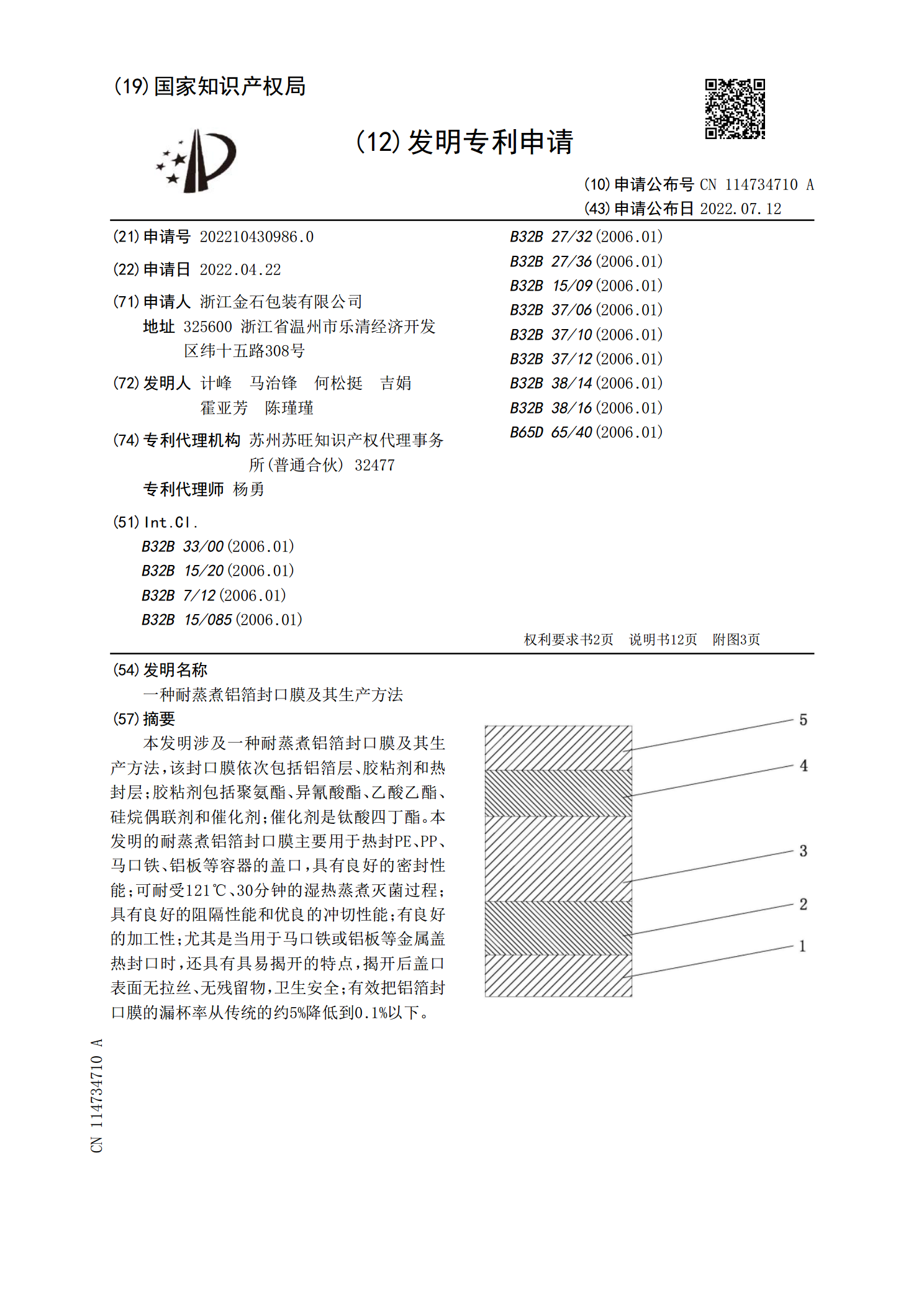
本发明涉及一种耐蒸煮铝箔封口膜及其生产方法,该封口膜依次包括铝箔层、胶粘剂和热封层;胶粘剂包括聚氨酯、异氰酸酯、乙酸乙酯、硅烷偶联剂和催化剂;催化剂是钛酸四丁酯。本发明的耐蒸煮铝箔封口膜主要用于热封PE、PP、马口铁、铝板等容器的盖口,具有良好的密封性能;可耐受121℃、30分钟的湿热蒸煮灭菌过程;具有良好的阻隔性能和优良的冲切性能;有良好的加工性;尤其是当用于马口铁或铝板等金属盖热封口时,还具有具易揭开的特点,揭开后盖口表面无拉丝、无残留物,卫生安全;有效把铝箔封口膜的漏杯率从传统的约5%降低到0.1%

一种耐蒸煮复合袋及其使用方法.pdf
本发明公开了一种耐蒸煮复合袋及其使用方法,属于食品包装技术领域,包括包装袋以及若干支撑板,若干支撑板上均设有若干贯穿支撑板的预留通孔,支撑板上的预留通孔配合有导热钉,包装带的一侧边上设有通孔A以及分别与通孔A相配合的通孔B,包装袋的另一侧边也设有通孔A与通孔B,包装袋的两侧分别设有若干组通孔A与通孔B,贯穿包装袋两侧的通孔A与通孔B设有拉绳。本发明拉绳拉紧可使包装袋紧紧包裹食物,使食物在蒸煮时不会因蒸煮而松散,保护食物的完整,在蒸煮时导热钉吸收热量对食品内部进行加热,使食品均匀受热不会出现蒸煮过后食品内部

一种耐蒸煮无溶剂胶及其制备方法.pdf
本发明涉及聚氨酯复合胶技术领域,尤其是一种耐蒸煮无溶剂胶及其制备方法,通过双组份复合胶的原料成分以及双组份混合时候采用摩尔比为NCO/OH=1.3~2.0混合而成,使得其中无需加入溶剂,避免了溶剂在复合胶中的残留,提高了复合胶的品质,并且得到的复合胶的初始粘接力高,在130℃下能够持续20min无变化,能够满足众多食品包装的需求,尤其适用于多种基材之间的粘接,尤其是PET/PE,PE/CPP以及PE/Al之间剥离强度较高。

一种耐长期蒸煮的鸡精调味料及其制备方法.pdf
本发明提出一种耐长期蒸煮的鸡精调味料及其制备方法,包括以下原料:食用盐、谷氨酸钠、呈味核苷酸二钠、糖、食用香精、食用胶、麦芽糊精和淀粉。通过对原料的选取以及配比的限定,使得调味料可以在长期沸腾情况下逐步释放风味,满足消费者在长期蒸煮应用时对风味的需求,同时解决了鸡精调味料在长期沸腾情况下的糊锅现象,提高了消费者在使用鸡精调味料的满意程度。

一种双组分无溶剂铝箔类耐135℃高温蒸煮胶粘剂的制备方法.pdf
本申请公开了一种双组分无溶剂铝箔类耐135℃高温蒸煮胶粘剂的制备方法。本发明利用一种双组分聚氨酯胶粘剂包括A组分和B组分,A组分和B组分按比例混合均匀后,即得到一种双组分无溶剂铝箔类耐135℃高温蒸煮胶粘剂,然后与铝箔层拉伸复合进行蒸煮测试。本发明一种双组分无溶剂铝箔类耐135℃高温蒸煮胶粘剂能保证所得复合袋的密封性和耐蒸煮性,且解决了粘合剂中溶剂残留的问题,因此,本发明是一种可用于包装食品、医药、医疗器具,并能经受高温蒸气加热杀菌的复合膜袋。