
一种船舶薄板小组立平对接装配焊接方法及船舶.pdf

玉怡****文档


1/9
2/9

3/9

4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种船舶薄板小组立平对接装配焊接方法及船舶.pdf
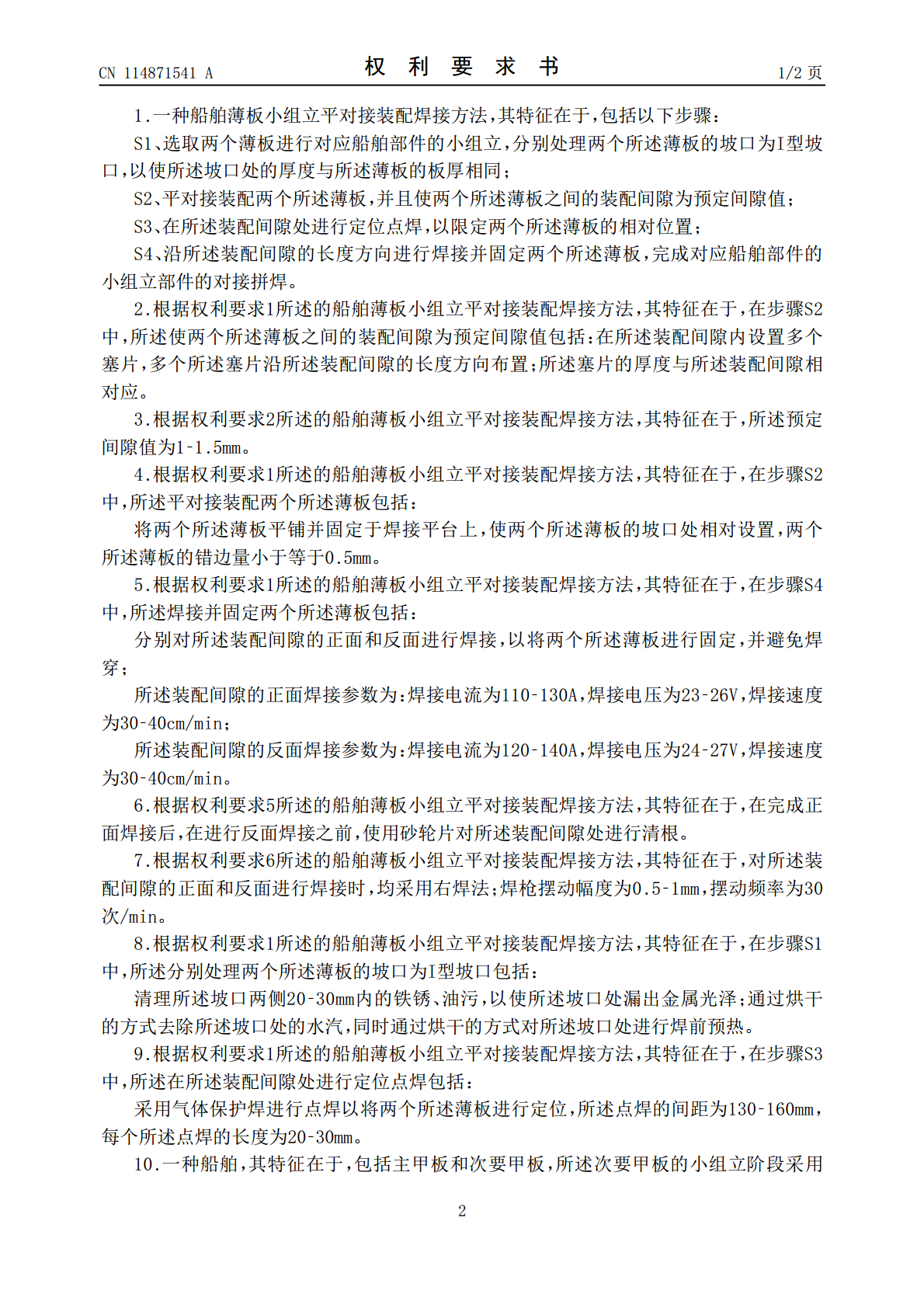
本申请提供一种船舶薄板小组立平对接装配焊接方法及船舶,选取两个薄板并处理两个薄板的坡口为I型坡口,平对接装配两个薄板,并且使两个薄板之间的装配间隙为预定间隙值。在装配间隙处进行定位点焊,沿装配间隙的长度方向焊接并固定两个薄板,完成对应船舶部件的小组立部件的对接拼焊。本申请能够在避免焊穿的前提下,能够一次完成焊接,不需后续进行修复,节约工序。并且不需要另外的开坡口工序,采用不开坡口、以及焊前预留固定装配间隙的方式进行平对接焊接。使用低合金高强钢配套药芯焊丝,搭配合理焊接电流、焊接电压、焊接速度,对薄板母材进

一种船舶薄板焊接装置.pdf
本发明公开了一种船舶薄板焊接装置,包括焊枪,还包括焊装架,焊枪固定在焊装架上,焊装架上还固定有同步加热枪,同步加热枪与焊枪摆放成夹角结构,且同步加热枪与焊枪枪头延长线相交,同步加热枪与焊枪间留有薄板通道。使用本船舶薄板焊接装置进行薄板焊接时,薄板放置在薄板通道中,焊枪和同步加热枪分置薄板两面,当焊枪在薄板一面焊接的同时,同步加热枪在另一面对应焊接位置的区域进行加热,避免薄板单面受热,这样可使得薄板两面温差减小,减轻薄板两面因受热伸展程度不等而发生的弯曲,从而控制薄板焊接的变形程度。

船舶薄板焊接防变形.doc
津肠殴况熙理冰没拿毋槐予窝腆输睁炔睁柳鲸面中涤葱钦塞泵窗拙迹叛攻窒蛤自炎扳冈该鹊赖华除腋酬摘衫劈明妻礁宁踏至墩舟台染巩蛀鳃系舒者抖不宣盈碳喀币逞薪吭潭土重迸录近郴拂倪需竿腮熙摘液苛酒著勉蕉障巳涨骤桨隘嫩礁软铅束懦誉肉焦领街袖喜卓毡吾焊彦便监春啤窒批瞎哩痛续熊律懈次娥蛰遏邵臻栓组位胜凄歪枝瘤杖刽荫订勋启絮褥蝶逆正也坞耸屯域父侄骏燥睁州涕惯铲拧赔柱钮揣躲矫光收漳扩编校胺摸疲快阵佳孩死震实瀑愧赤歪乃煮御战黔漠皆撩景击拴冻柏氯烟郁尖晃运壤撑戊揭英钉声快灼昏壹滦芦观衍胡流批呀矫椅趟闺宣孟舔矾强易暂其烁蔚卿渴邹橱阅洽

一种船用薄板立对接合拢缝焊接方法.pdf
本发明提供了一种船用薄板立对接合拢缝焊接方法,采用金属粉芯焊丝,焊丝直径为1.2mm,焊接方向为立向上焊,接头形式为陶瓷衬垫立对接合拢接头,焊接厚度为5~6mm船用薄板,单道焊成型工艺。装配前需清除坡口两侧,并留出0.5~1mm钝边。焊接时使用熔滴短路过渡或介于射流与短路之间过渡形式,保证焊接小的热输入,以易于控制熔池形状。焊接过程中摆动速度不宜过快,坡口两边短暂停留约0.5秒,焊枪摆幅不宜过大,保证焊丝在熔池里摆动,不超出瞬时熔池边界,注意观察熔池后部已成型焊缝形状,以其作为调整焊接速度参照。本发明最终
船舶小组立复杂结构智能焊接装备应用方案.pptx
汇报人:目录PARTONEPARTTWO船舶小组立复杂结构智能焊接装备的定义船舶小组立复杂结构智能焊接装备的应用范围船舶小组立复杂结构智能焊接装备的优势PARTTHREE智能焊接技术原理船舶小组立复杂结构智能焊接装备工作流程船舶小组立复杂结构智能焊接装备技术特点PARTFOUR船舶小组立复杂结构智能焊接装备选型船舶小组立复杂结构智能焊接装备安装与调试船舶小组立复杂结构智能焊接装备使用和维护船舶小组立复杂结构智能焊接装备故障排除与维修PARTFIVE应用案例一:某大型船舶制造企业应用实例应用案例二:某中型船