
一种异型件圆弧面打孔、铣环槽工装.pdf

静芙****可爱

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种异型件圆弧面打孔、铣环槽工装.pdf
本申请公开了加工工装技术领域的一种异型件圆弧面打孔、铣环槽工装,包括工装本体和四个固定机构,所述工装本体为内部留有V型空腔的立方体状,且工装本体的顶部为敞口设置,所述工装本体内设有两块用于异形件定位的稳定块;所述工装本体相对的两端均设有连接板,其中一个连接板上设有连接轴,连接轴的中心处设有第一连接孔,另一块连接板的中心处设有第二连接孔;四个所述固定机构设置在所述工装本体的顶部,且四个固定机构呈矩形阵列分布,每个所述固定机构包括压板,压板活动连接在工装本体上,压板用于固定异形件。本方案解决了现在的异形件加工
一种多面打孔铣槽设备.pdf
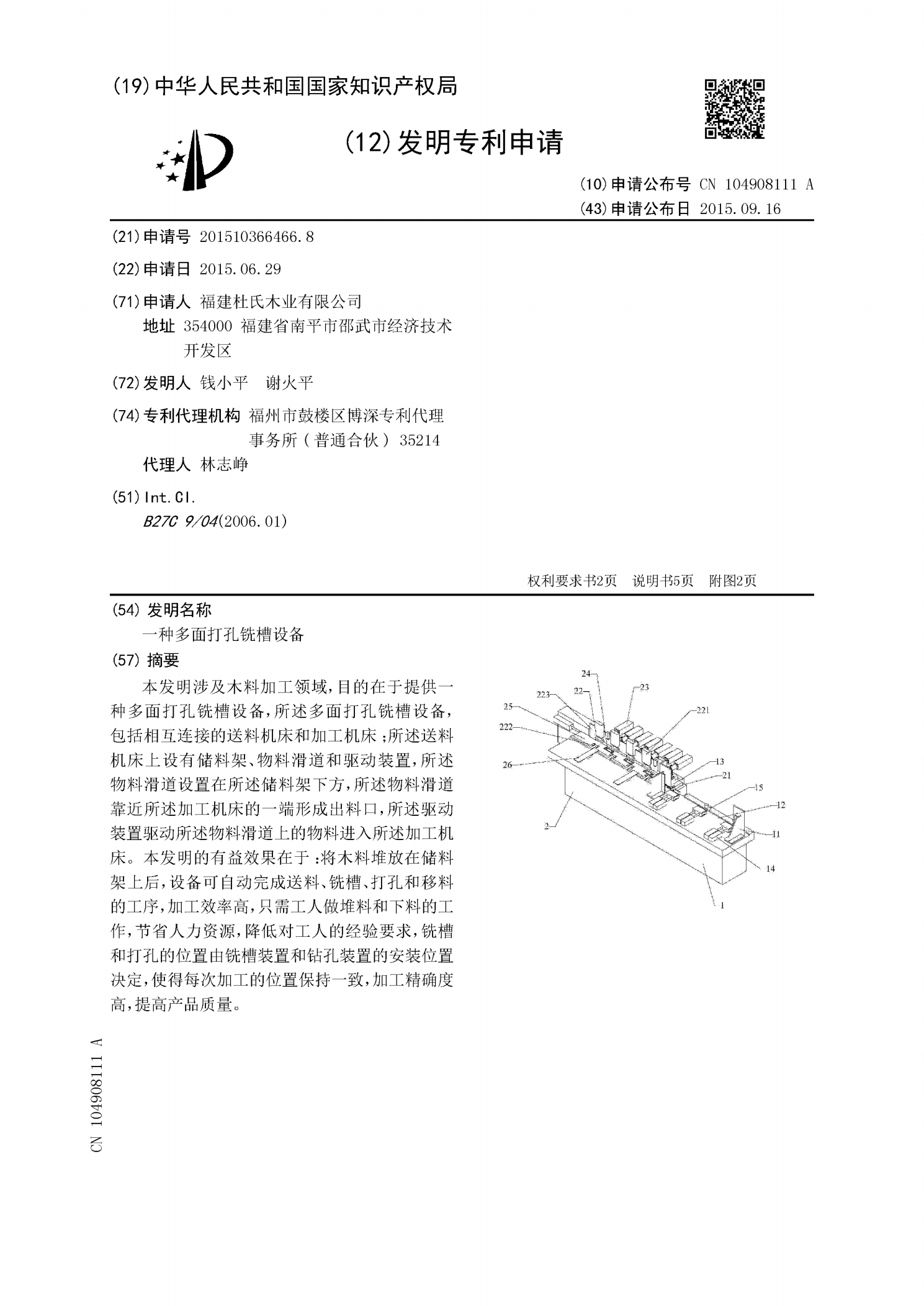
本发明涉及木料加工领域,目的在于提供一种多面打孔铣槽设备,所述多面打孔铣槽设备,包括相互连接的送料机床和加工机床;所述送料机床上设有储料架、物料滑道和驱动装置,所述物料滑道设置在所述储料架下方,所述物料滑道靠近所述加工机床的一端形成出料口,所述驱动装置驱动所述物料滑道上的物料进入所述加工机床。本发明的有益效果在于:将木料堆放在储料架上后,设备可自动完成送料、铣槽、打孔和移料的工序,加工效率高,只需工人做堆料和下料的工作,节省人力资源,降低对工人的经验要求,铣槽和打孔的位置由铣槽装置和钻孔装置的安装位置决定
一种自动打孔铣槽机.pdf
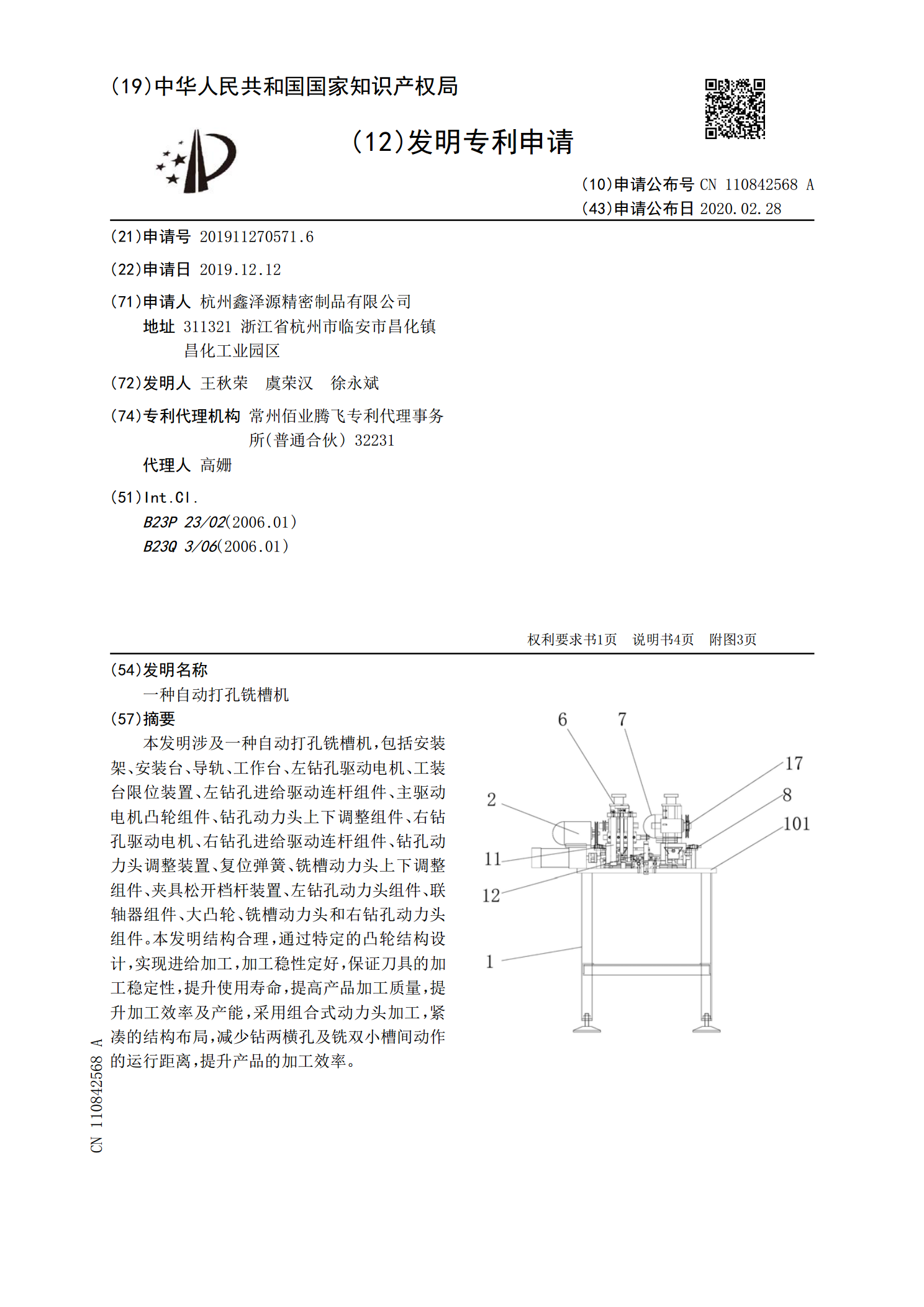
本发明涉及一种自动打孔铣槽机,包括安装架、安装台、导轨、工作台、左钻孔驱动电机、工装台限位装置、左钻孔进给驱动连杆组件、主驱动电机凸轮组件、钻孔动力头上下调整组件、右钻孔驱动电机、右钻孔进给驱动连杆组件、钻孔动力头调整装置、复位弹簧、铣槽动力头上下调整组件、夹具松开档杆装置、左钻孔动力头组件、联轴器组件、大凸轮、铣槽动力头和右钻孔动力头组件。本发明结构合理,通过特定的凸轮结构设计,实现进给加工,加工稳性定好,保证刀具的加工稳定性,提升使用寿命,提高产品加工质量,提升加工效率及产能,采用组合式动力头加工,紧
一种铣面打孔夹具.pdf
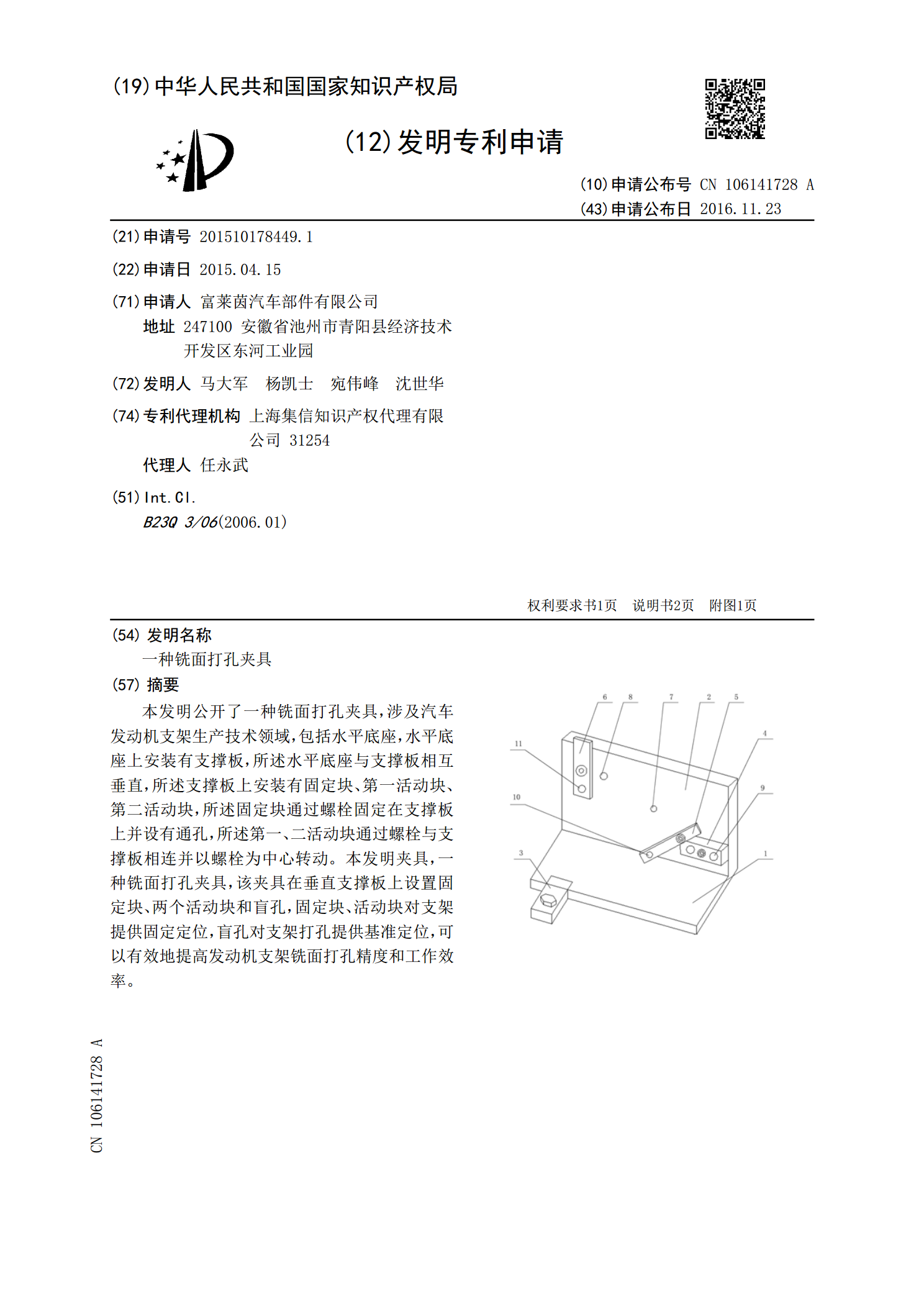
本发明公开了一种铣面打孔夹具,涉及汽车发动机支架生产技术领域,包括水平底座,水平底座上安装有支撑板,所述水平底座与支撑板相互垂直,所述支撑板上安装有固定块、第一活动块、第二活动块,所述固定块通过螺栓固定在支撑板上并设有通孔,所述第一、二活动块通过螺栓与支撑板相连并以螺栓为中心转动。本发明夹具,一种铣面打孔夹具,该夹具在垂直支撑板上设置固定块、两个活动块和盲孔,固定块、活动块对支架提供固定定位,盲孔对支架打孔提供基准定位,可以有效地提高发动机支架铣面打孔精度和工作效率。
一种铣槽用工装.pdf
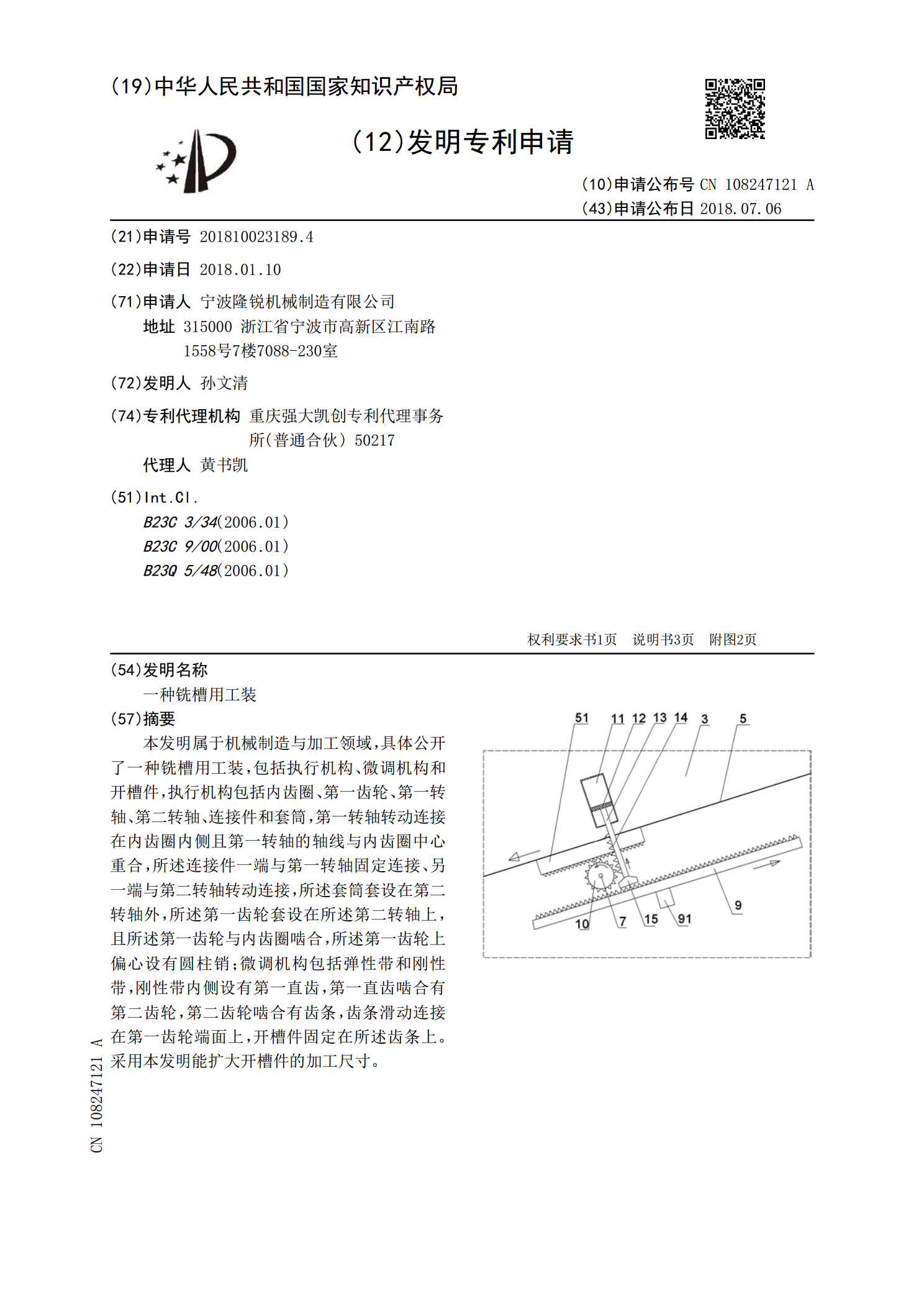
本发明属于机械制造与加工领域,具体公开了一种铣槽用工装,包括执行机构、微调机构和开槽件,执行机构包括内齿圈、第一齿轮、第一转轴、第二转轴、连接件和套筒,第一转轴转动连接在内齿圈内侧且第一转轴的轴线与内齿圈中心重合,所述连接件一端与第一转轴固定连接、另一端与第二转轴转动连接,所述套筒套设在第二转轴外,所述第一齿轮套设在所述第二转轴上,且所述第一齿轮与内齿圈啮合,所述第一齿轮上偏心设有圆柱销;微调机构包括弹性带和刚性带,刚性带内侧设有第一直齿,第一直齿啮合有第二齿轮,第二齿轮啮合有齿条,齿条滑动连接在第一齿轮