
电弧增材设备、电弧增材设备的控制方法和存储介质.pdf

猫巷****熙柔


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电弧增材设备、电弧增材设备的控制方法和存储介质.pdf
本发明公开了一种电弧增材设备、电弧增材设备的控制方法和存储介质,应用于增材制造领域,电弧增材设备包括:增材焊枪用于熔化丝材以对待加工的工件进行增材;机械振动装置设置于工件下方;超声辅助装置设置于增材焊枪的侧方;控制装置用于控制超声辅助装置在增材焊枪下方形成超声场并在增材焊枪对待增材位置焊接时,分别在增材焊枪焊接过程以及结束时控制机械振动装置在不同模式下进行机械振动。在增材焊枪焊接过程中,机械振动能够减少热应力的积累,在增材焊枪结束工作后,另一模式的机械振动产生能够对工件中残留的应力进行削弱,两种不同模式的
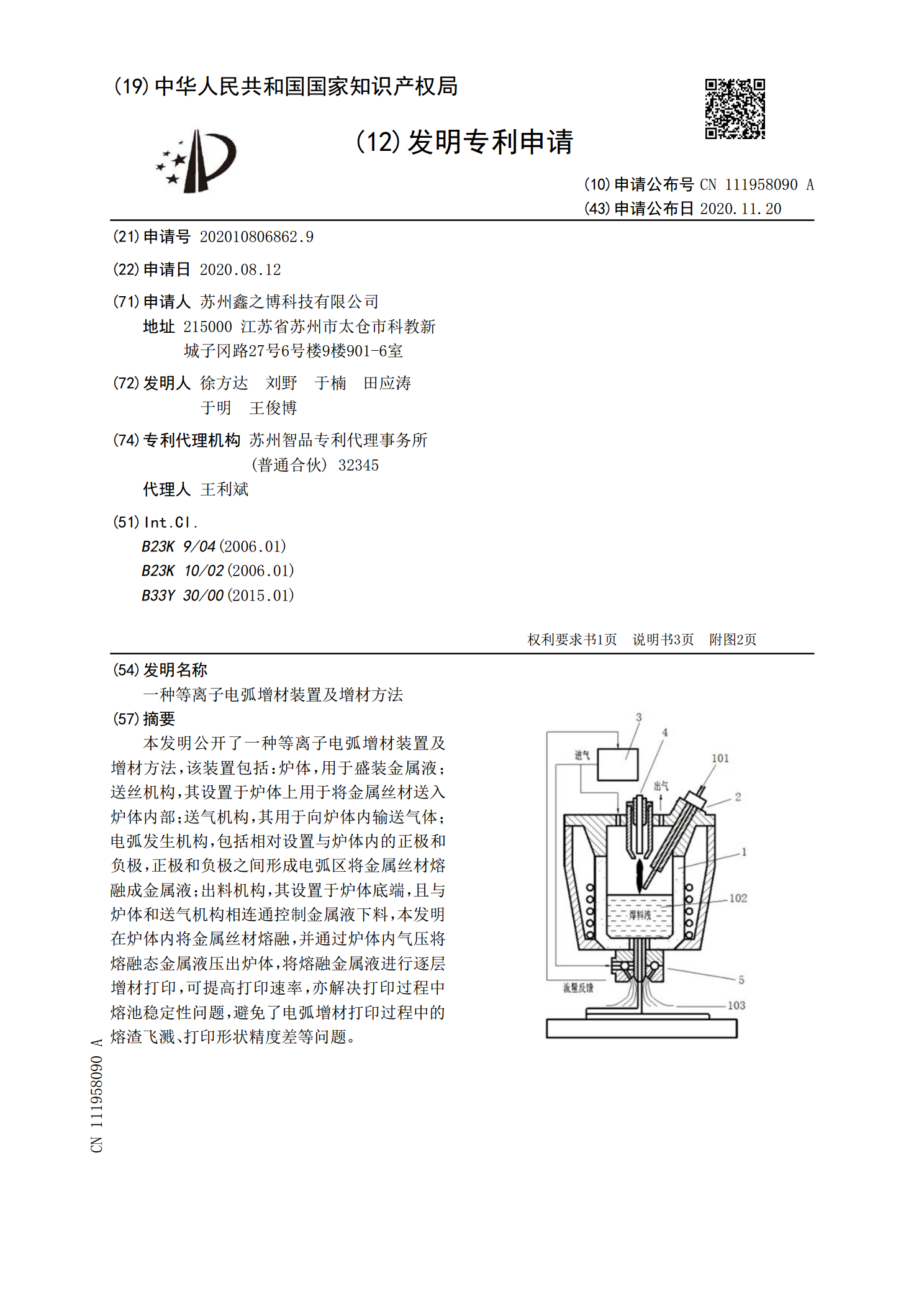
一种等离子电弧增材装置及增材方法.pdf
本发明公开了一种等离子电弧增材装置及增材方法,该装置包括:炉体,用于盛装金属液;送丝机构,其设置于炉体上用于将金属丝材送入炉体内部;送气机构,其用于向炉体内输送气体;电弧发生机构,包括相对设置与炉体内的正极和负极,正极和负极之间形成电弧区将金属丝材熔融成金属液;出料机构,其设置于炉体底端,且与炉体和送气机构相连通控制金属液下料,本发明在炉体内将金属丝材熔融,并通过炉体内气压将熔融态金属液压出炉体,将熔融金属液进行逐层增材打印,可提高打印速率,亦解决打印过程中熔池稳定性问题,避免了电弧增材打印过程中的熔渣飞
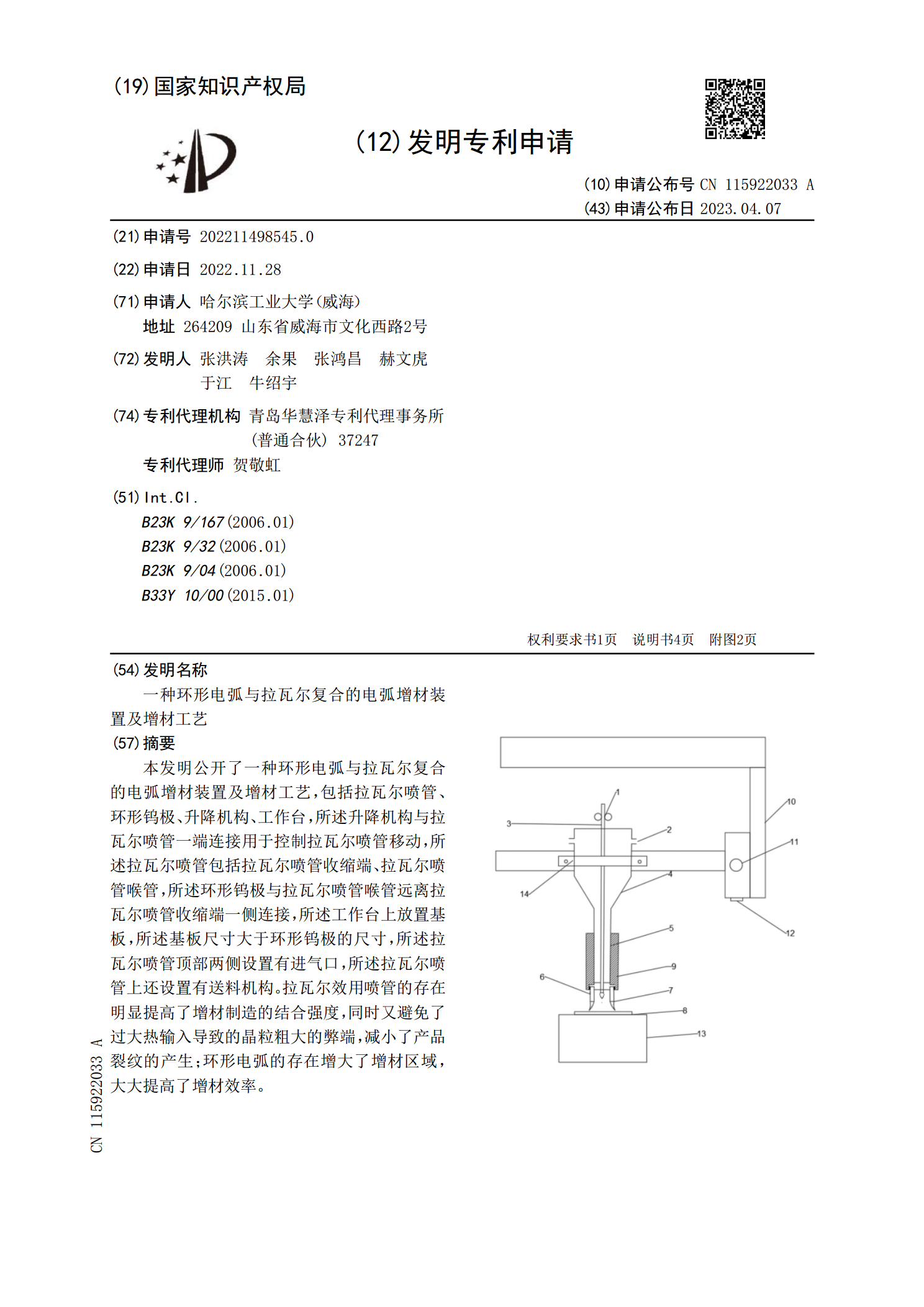
一种环形电弧与拉瓦尔复合的电弧增材装置及增材工艺.pdf
本发明公开了一种环形电弧与拉瓦尔复合的电弧增材装置及增材工艺,包括拉瓦尔喷管、环形钨极、升降机构、工作台,所述升降机构与拉瓦尔喷管一端连接用于控制拉瓦尔喷管移动,所述拉瓦尔喷管包括拉瓦尔喷管收缩端、拉瓦尔喷管喉管,所述环形钨极与拉瓦尔喷管喉管远离拉瓦尔喷管收缩端一侧连接,所述工作台上放置基板,所述基板尺寸大于环形钨极的尺寸,所述拉瓦尔喷管顶部两侧设置有进气口,所述拉瓦尔喷管上还设置有送料机构。拉瓦尔效用喷管的存在明显提高了增材制造的结合强度,同时又避免了过大热输入导致的晶粒粗大的弊端,减小了产品裂纹的产生
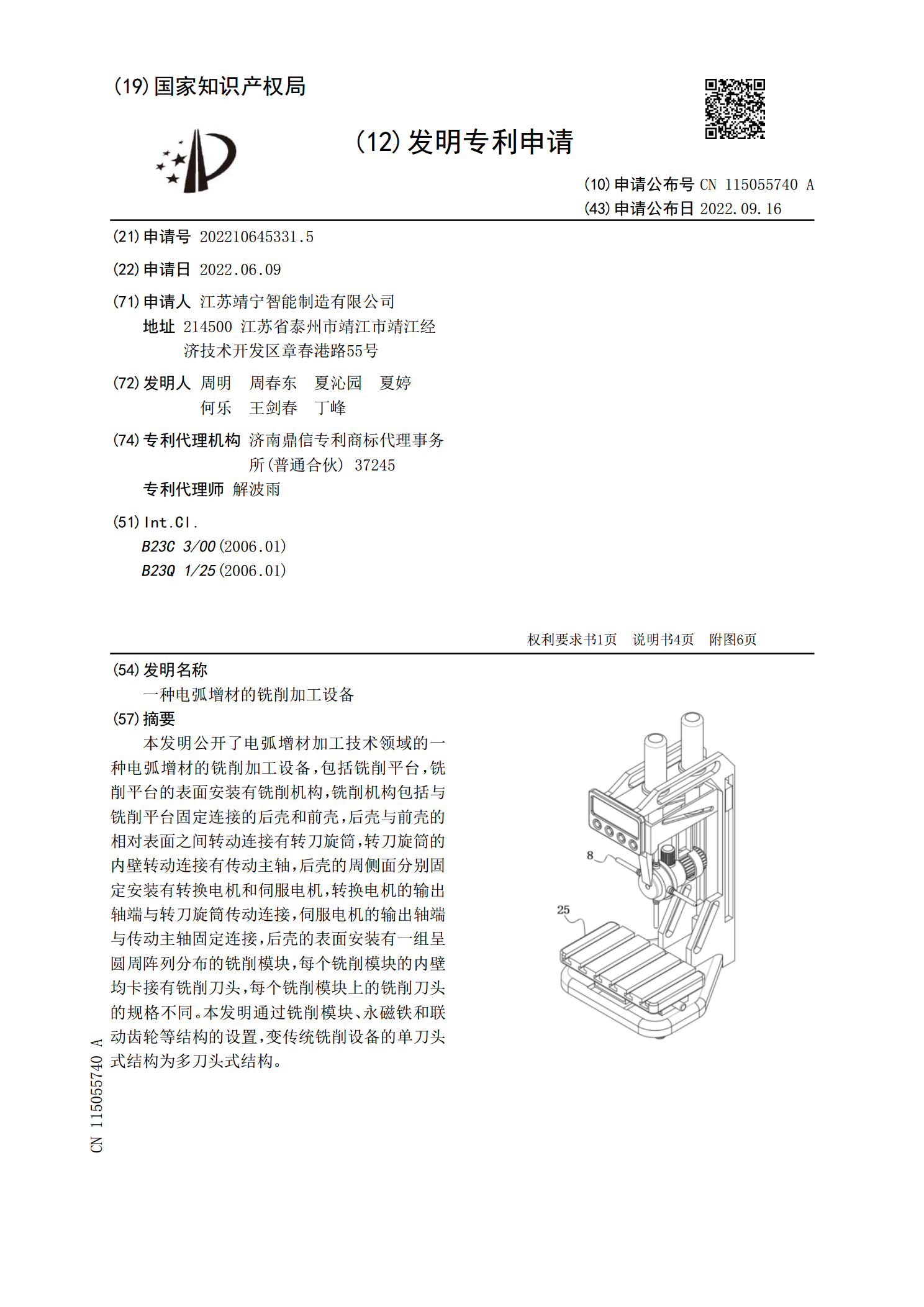
一种电弧增材的铣削加工设备.pdf
本发明公开了电弧增材加工技术领域的一种电弧增材的铣削加工设备,包括铣削平台,铣削平台的表面安装有铣削机构,铣削机构包括与铣削平台固定连接的后壳和前壳,后壳与前壳的相对表面之间转动连接有转刀旋筒,转刀旋筒的内壁转动连接有传动主轴,后壳的周侧面分别固定安装有转换电机和伺服电机,转换电机的输出轴端与转刀旋筒传动连接,伺服电机的输出轴端与传动主轴固定连接,后壳的表面安装有一组呈圆周阵列分布的铣削模块,每个铣削模块的内壁均卡接有铣削刀头,每个铣削模块上的铣削刀头的规格不同。本发明通过铣削模块、永磁铁和联动齿轮等结构

电弧增材制造设备设计与工艺研究.pptx
电弧增材制造设备设计与工艺研究目录添加章节标题电弧增材制造技术概述技术原理和发展历程设备分类和应用领域技术优势和局限性电弧增材制造设备设计设备总体设计关键部件设计人机交互设计设备性能评估电弧增材制造工艺研究工艺流程和参数优化金属粉末的选择与处理熔滴过渡与控制层间温度场与应力场研究电弧增材制造材料性能材料成分与组织结构力学性能与耐磨性抗腐蚀性能与抗氧化性功能性与复合性研究电弧增材制造应用案例航空航天领域应用汽车工业领域应用模具领域应用医疗器械领域应用电弧增材制造技术展望技术发展趋势与方向未来应用领域拓展技术