
一种环形电弧与拉瓦尔复合的电弧增材装置及增材工艺.pdf

Th****84

1/8
2/8

3/8

4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种环形电弧与拉瓦尔复合的电弧增材装置及增材工艺.pdf
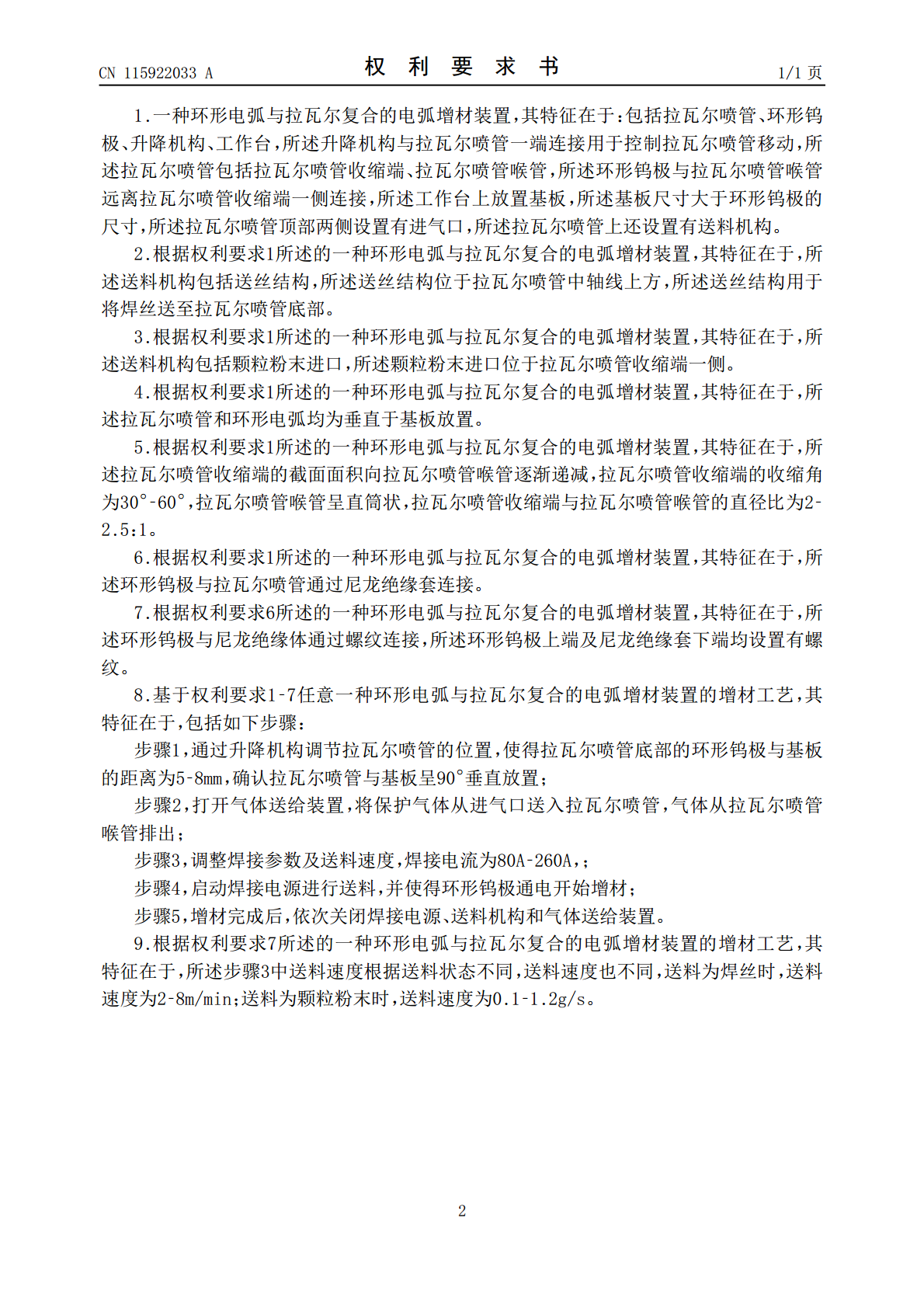
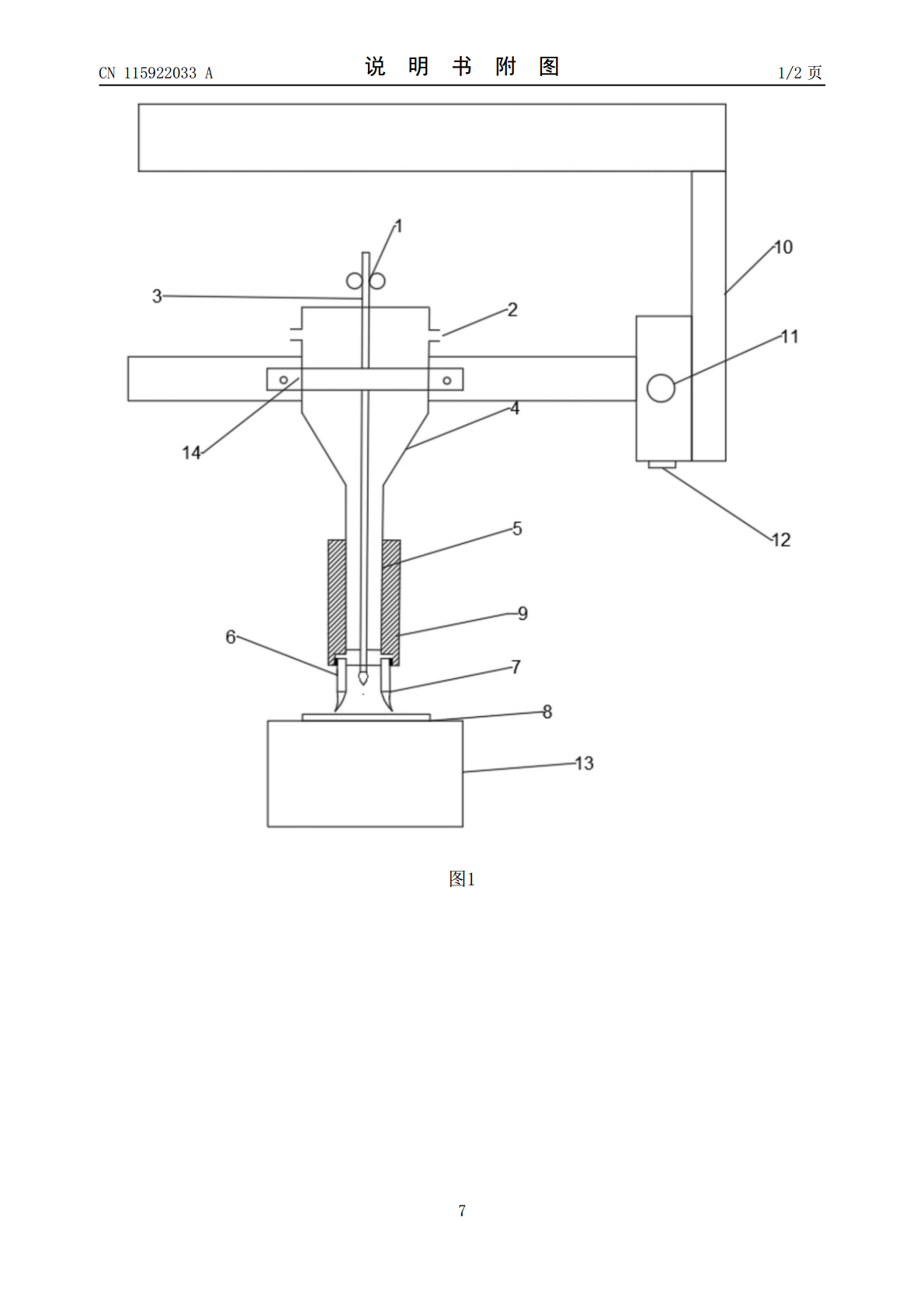
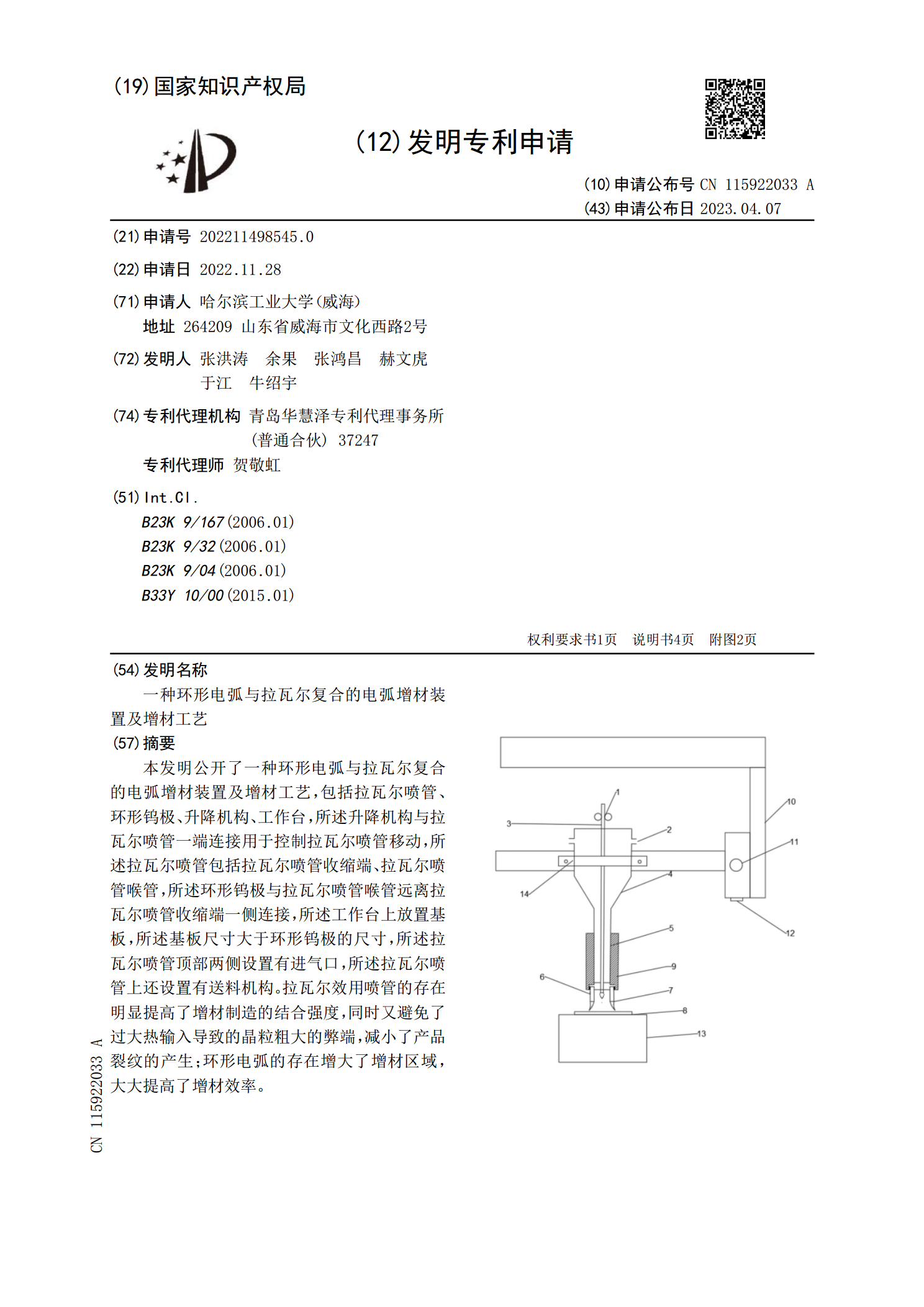
本发明公开了一种环形电弧与拉瓦尔复合的电弧增材装置及增材工艺,包括拉瓦尔喷管、环形钨极、升降机构、工作台,所述升降机构与拉瓦尔喷管一端连接用于控制拉瓦尔喷管移动,所述拉瓦尔喷管包括拉瓦尔喷管收缩端、拉瓦尔喷管喉管,所述环形钨极与拉瓦尔喷管喉管远离拉瓦尔喷管收缩端一侧连接,所述工作台上放置基板,所述基板尺寸大于环形钨极的尺寸,所述拉瓦尔喷管顶部两侧设置有进气口,所述拉瓦尔喷管上还设置有送料机构。拉瓦尔效用喷管的存在明显提高了增材制造的结合强度,同时又避免了过大热输入导致的晶粒粗大的弊端,减小了产品裂纹的产生
一种等离子电弧增材装置及增材方法.pdf
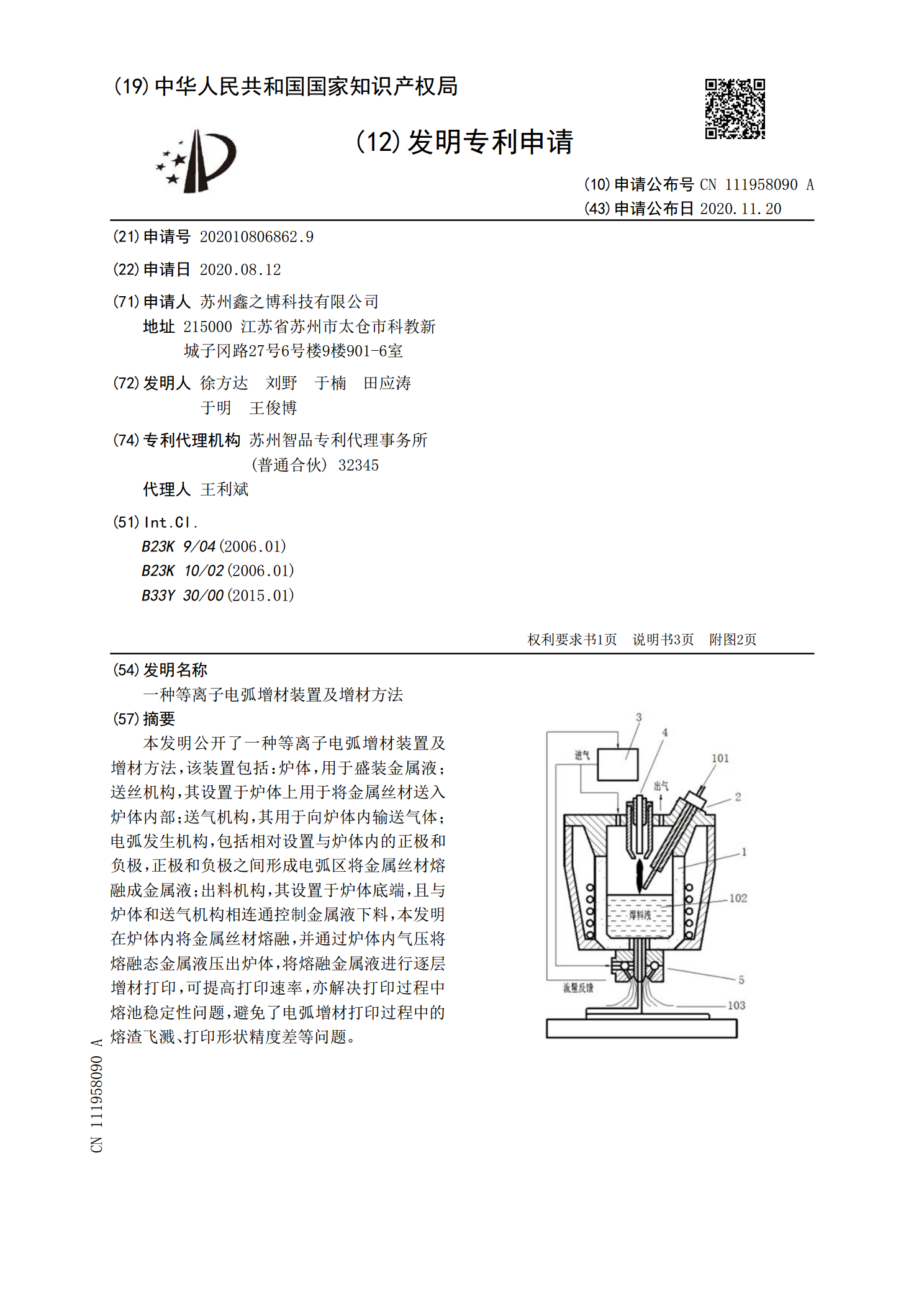
本发明公开了一种等离子电弧增材装置及增材方法,该装置包括:炉体,用于盛装金属液;送丝机构,其设置于炉体上用于将金属丝材送入炉体内部;送气机构,其用于向炉体内输送气体;电弧发生机构,包括相对设置与炉体内的正极和负极,正极和负极之间形成电弧区将金属丝材熔融成金属液;出料机构,其设置于炉体底端,且与炉体和送气机构相连通控制金属液下料,本发明在炉体内将金属丝材熔融,并通过炉体内气压将熔融态金属液压出炉体,将熔融金属液进行逐层增材打印,可提高打印速率,亦解决打印过程中熔池稳定性问题,避免了电弧增材打印过程中的熔渣飞

电弧增材设备、电弧增材设备的控制方法和存储介质.pdf
本发明公开了一种电弧增材设备、电弧增材设备的控制方法和存储介质,应用于增材制造领域,电弧增材设备包括:增材焊枪用于熔化丝材以对待加工的工件进行增材;机械振动装置设置于工件下方;超声辅助装置设置于增材焊枪的侧方;控制装置用于控制超声辅助装置在增材焊枪下方形成超声场并在增材焊枪对待增材位置焊接时,分别在增材焊枪焊接过程以及结束时控制机械振动装置在不同模式下进行机械振动。在增材焊枪焊接过程中,机械振动能够减少热应力的积累,在增材焊枪结束工作后,另一模式的机械振动产生能够对工件中残留的应力进行削弱,两种不同模式的

电弧增材制造工艺及其应用.docx
电弧增材制造工艺及其应用1.电弧增材制造工艺概述电弧增材制造(ElectronBeamAdditiveManufacturing,EBAM)是一种通过电弧加热熔化金属丝或粉末并逐层堆积成形的新型制造技术。它具有速度快、材料利用率高、成本低、精度高等优点,被认为是未来制造业的重要发展方向。电弧增材制造的基本原理是将电极(通常为钨丝)放置在工件上方,然后在两电极之间产生电弧,使金属丝或粉末在电弧高温下熔化并沉积在工件表面。随着电弧的不断移动,金属丝或粉末被逐层堆积,最终形成所需的三维结构。由于电弧温度高达几千
一种摆动式电弧增材打印装置.pdf
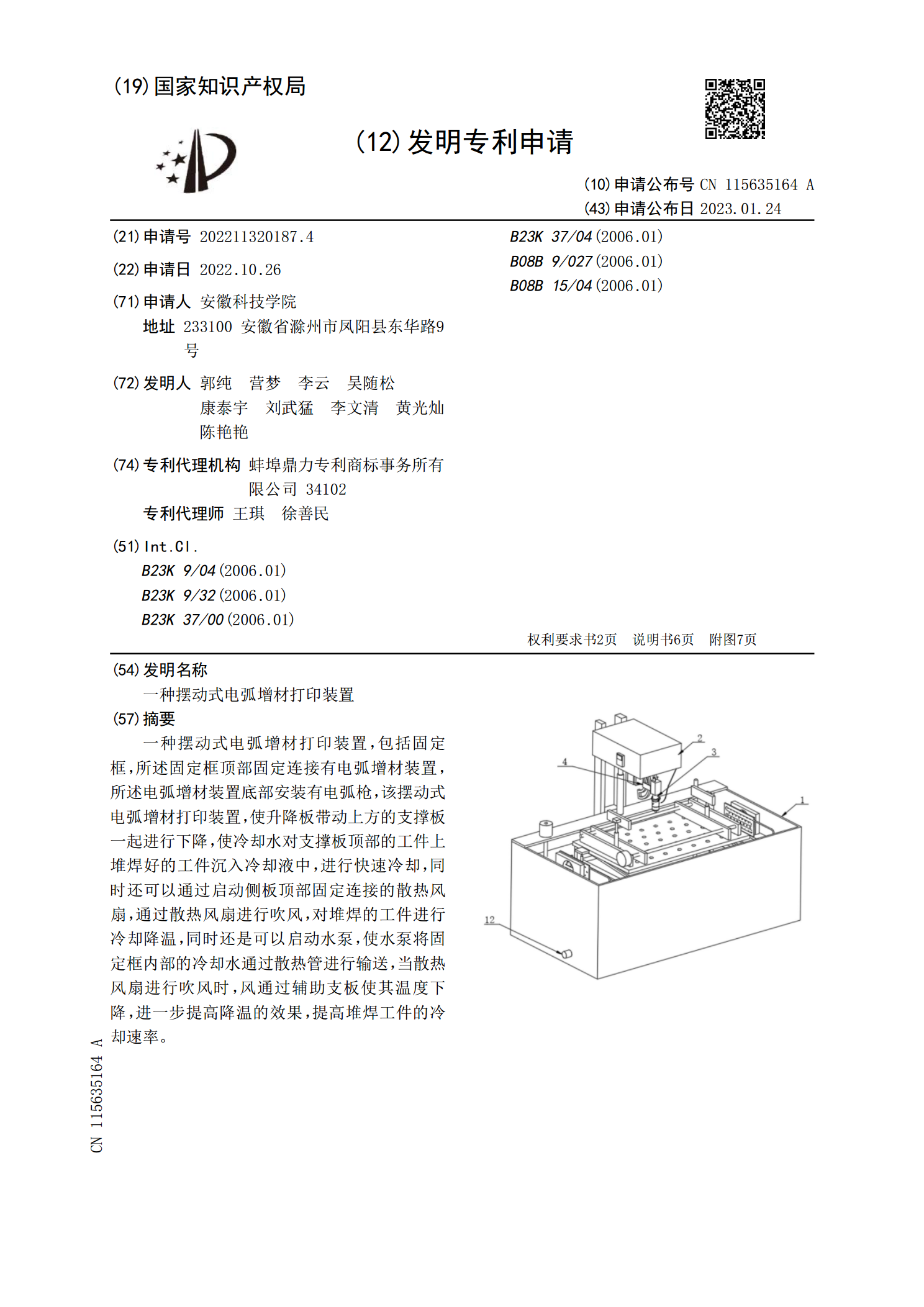
一种摆动式电弧增材打印装置,包括固定框,所述固定框顶部固定连接有电弧增材装置,所述电弧增材装置底部安装有电弧枪,该摆动式电弧增材打印装置,使升降板带动上方的支撑板一起进行下降,使冷却水对支撑板顶部的工件上堆焊好的工件沉入冷却液中,进行快速冷却,同时还可以通过启动侧板顶部固定连接的散热风扇,通过散热风扇进行吹风,对堆焊的工件进行冷却降温,同时还是可以启动水泵,使水泵将固定框内部的冷却水通过散热管进行输送,当散热风扇进行吹风时,风通过辅助支板使其温度下降,进一步提高降温的效果,提高堆焊工件的冷却速率。