
一种斜三瓣填料的车铣复合加工方法.pdf

邻家****文章


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种斜三瓣填料的车铣复合加工方法.pdf
一种斜三瓣填料的车铣复合加工方法,包括粗车外径以及端面留余量,再进行精密磨削两端面到位;再依次加工内径以及外部造成到位,最后加工外经以及R槽到位。本申请中采用先加工端面的方式,通过端面磨削的方式将尺寸要求较高的端面进行磨削加工,后续的内径与外形造型同时加工完成后,再统一加工多个工件的外径尺寸,即可满足大批量的快速化、高效化的生产。
一种车铣复合加工中心.pdf
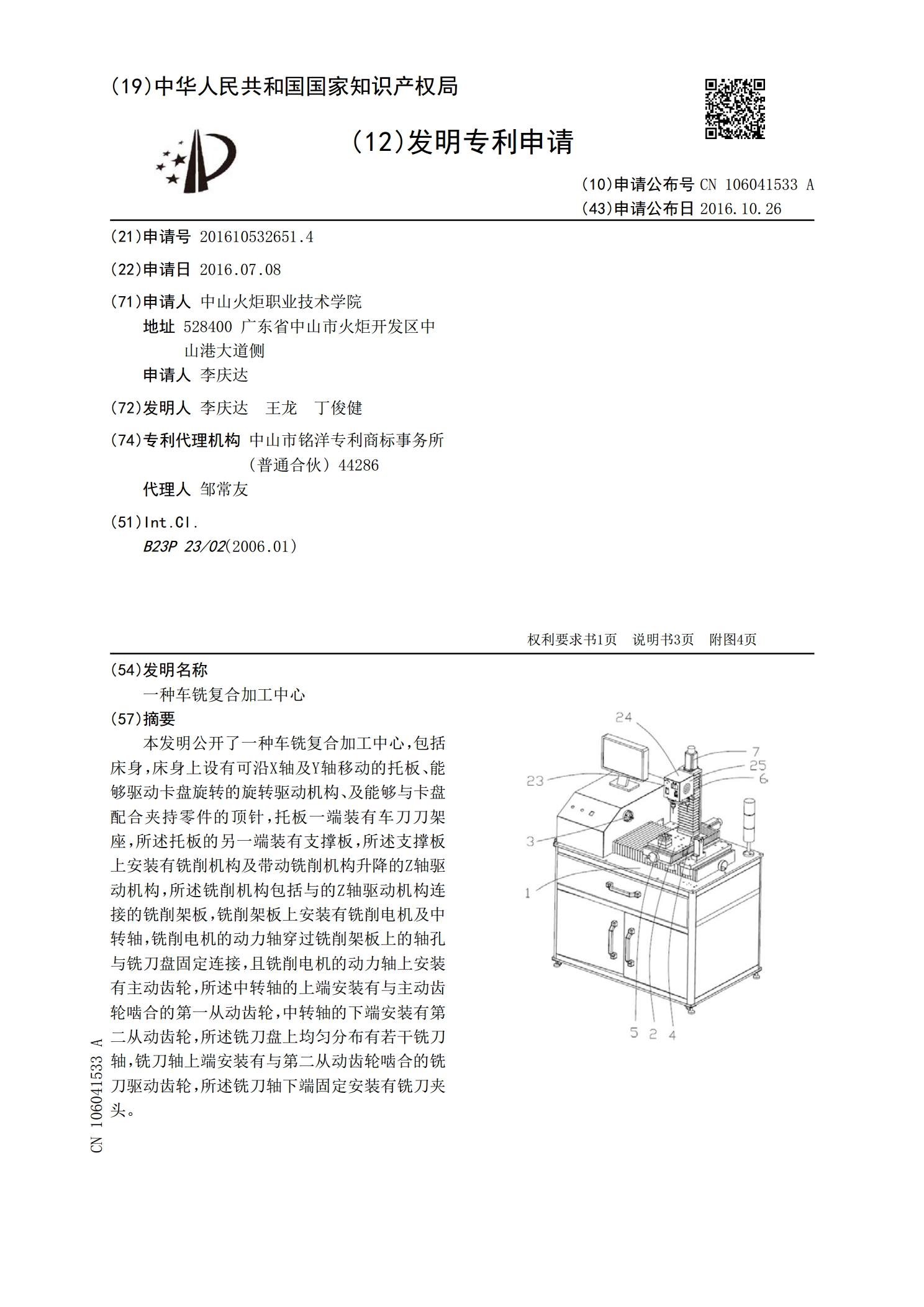
本发明公开了一种车铣复合加工中心,包括床身,床身上设有可沿X轴及Y轴移动的托板、能够驱动卡盘旋转的旋转驱动机构、及能够与卡盘配合夹持零件的顶针,托板一端装有车刀刀架座,所述托板的另一端装有支撑板,所述支撑板上安装有铣削机构及带动铣削机构升降的Z轴驱动机构,所述铣削机构包括与的Z轴驱动机构连接的铣削架板,铣削架板上安装有铣削电机及中转轴,铣削电机的动力轴穿过铣削架板上的轴孔与铣刀盘固定连接,且铣削电机的动力轴上安装有主动齿轮,所述中转轴的上端安装有与主动齿轮啮合的第一从动齿轮,中转轴的下端安装有第二从动齿轮

一种车铣复合加工设备.pdf
本发明公开了一种车铣复合加工设备,包括:机械手;分别设置在所述机械手两侧的一车床组件和一铣床组件;以及靠近所述机械手设置的一换刀架机构;其中,所述铣床组件包括一夹持有工件且驱使工件旋转的主轴箱机构、一当铣削所述工件的侧壁时抵顶在所述工件顶部以使工件平稳旋转的尾顶机构、一当铣削所述工件的顶端面时周向抱紧所述工件的抱夹机构,所述抱夹机构位于所述尾顶机构的下方,所述工件上成型有一沿其轴向分布的中心孔。该车铣复合加工设备具有结构简单、加工效率高的优点。
一种车铣复合加工中心.pdf
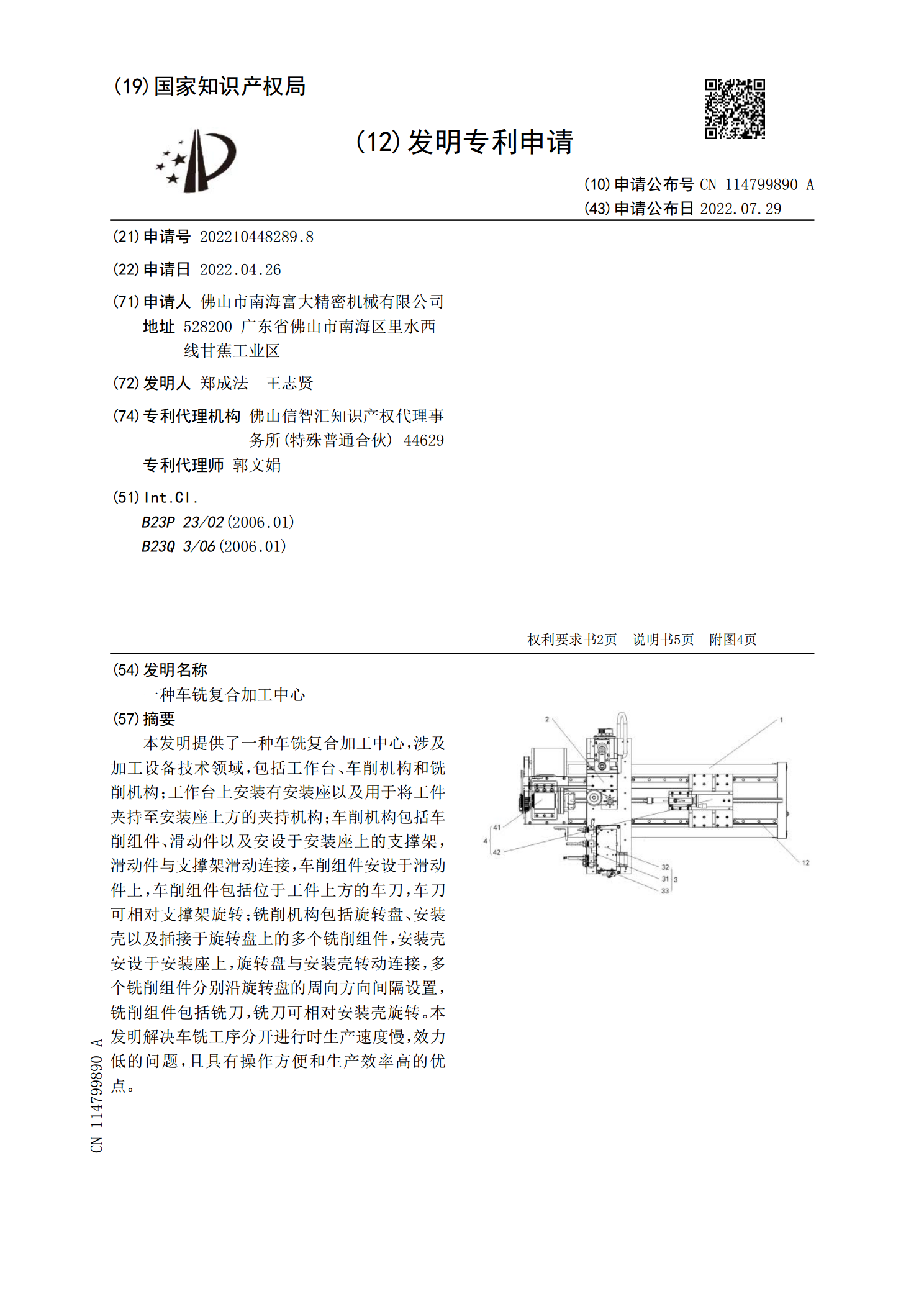
本发明提供了一种车铣复合加工中心,涉及加工设备技术领域,包括工作台、车削机构和铣削机构;工作台上安装有安装座以及用于将工件夹持至安装座上方的夹持机构;车削机构包括车削组件、滑动件以及安设于安装座上的支撑架,滑动件与支撑架滑动连接,车削组件安设于滑动件上,车削组件包括位于工件上方的车刀,车刀可相对支撑架旋转;铣削机构包括旋转盘、安装壳以及插接于旋转盘上的多个铣削组件,安装壳安设于安装座上,旋转盘与安装壳转动连接,多个铣削组件分别沿旋转盘的周向方向间隔设置,铣削组件包括铣刀,铣刀可相对安装壳旋转。本发明解决车

车铣复合加工工艺.docx
车铣复合加工工艺车铣复合加工工艺一、引言车铣复合加工工艺是指在同一设备上实现车削和铣削操作的加工方式。这一工艺既能提高加工效率,又能节省加工设备和生产成本,因此在现代制造中得到了广泛的应用。本论文将从工艺流程、特点和应用领域三个方面来详细阐述车铣复合加工工艺。二、工艺流程车铣复合加工工艺的基本流程包括:工件装夹、刀具选择、加工路径规划、参数设定和加工过程监控。具体流程如下:1.工件装夹:根据零件的形状和尺寸,选择合适的装夹夹具,并采用合适的夹紧方式保证工件的稳定装夹。2.刀具选择:根据工件的加工要求,选择