
用于激光焊接两个带涂层工件的方法.pdf

鹏飞****可爱


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于激光焊接两个带涂层工件的方法.pdf
一种用于激光焊接两个带涂层工件(101,102)、特别是涂覆有锌的钢板的方法,上部工件(101)和下部工件(102)彼此上下定位,其中,在第一方法步骤中,激光束(104)从上部工件(101)的侧面扫过彼此上下定位的工件(101,102),并且工件(101,102)在其彼此面对的侧上的涂层(101b,102a)至少部分地沿损耗轨迹(112)蒸发,并且其中,在第二方法步骤中,激光束(105)再次从上部工件(101)的该侧面扫过彼此上下定位的工件(101,102),并且两个工件(101,102)的材料在损耗轨迹

用于焊接工件的激光接合方法和激光接合装置.pdf
用于以激光透射方法连接由塑料或带有其它材料的塑料构成的不同工件的激光接合方法和激光接合装置,其带有施加压力的夹紧设备,所述夹紧设备将第一工件和第二工件至少在所述工件局部塑化之后彼此挤压;带有具有掩膜结构的掩膜,其仅在连接接触面的区域中对于激光而言是可透过的,其中,至少面向激光源的工件由三维的成形部件形成,其至少在面向夹紧元件的第一轮廓侧上和/或在面向第二工件的第二轮廓侧上是不平的,并且其中,夹紧元件在其用于第一工件的贴靠侧处与第一工件的第一轮廓侧相匹配。根据本发明,所述掩膜结构构造在夹紧元件的面向第一工件

用于激光加工工件的方法和用于激光加工工件的设备.pdf
提供了一种激光加工工件的方法,其中a)生成加工激光束并使用至少一个光学元件将加工激光束成像在工件上;b)使用成像加工激光束加工工件并在工件中生成切割间隙;c)在步骤b)期间监测至少一个切割间隙的几何参数;以及d)在步骤c)期间调节所监测的切割间隙的几何参数,以用于与切割间隙的几何参数的目标值相协调。还提供了一种用于激光加工工件的设备。
用于给工件设置涂层的方法和涂层设备.pdf
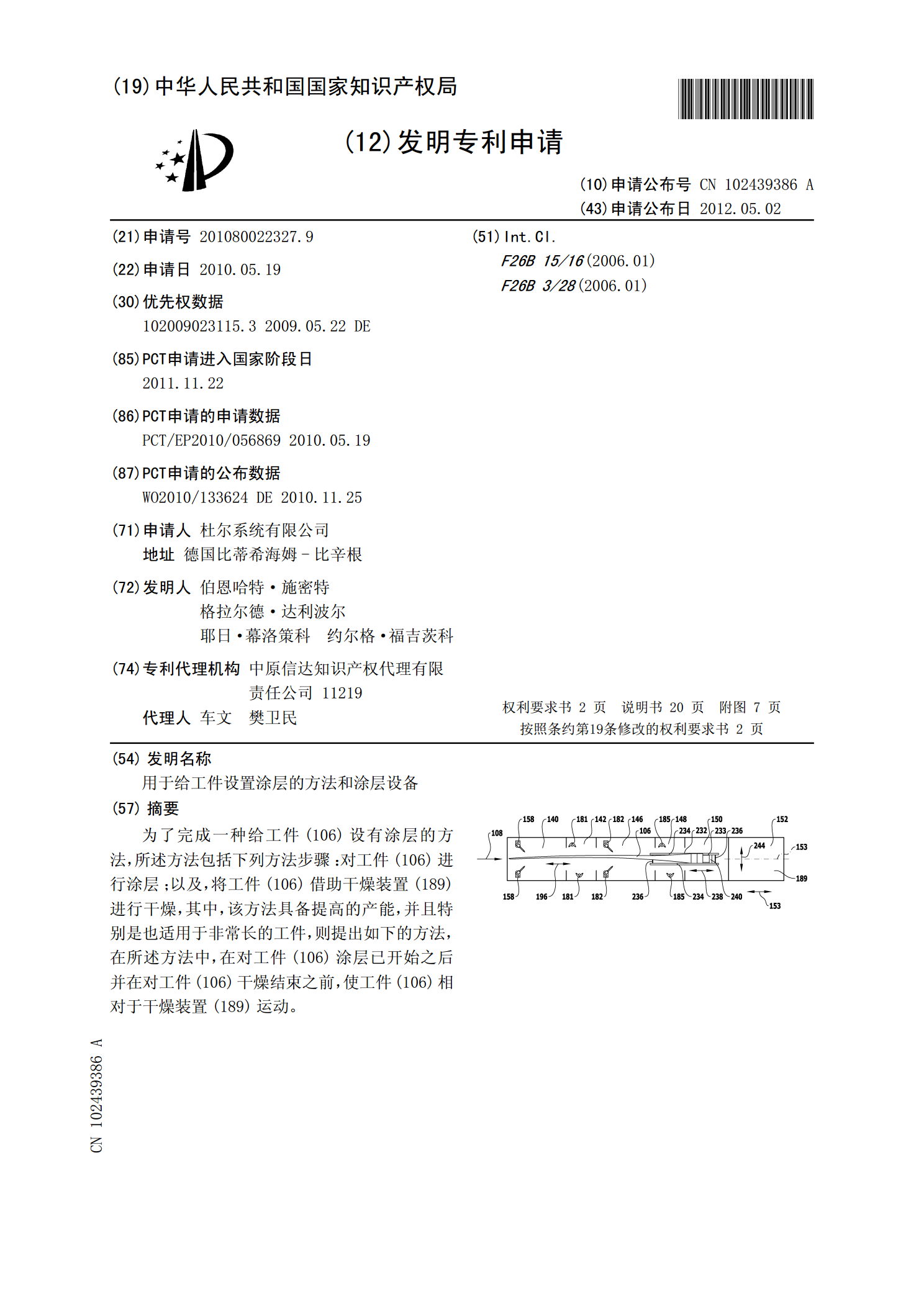
为了完成一种给工件(106)设有涂层的方法,所述方法包括下列方法步骤:对工件(106)进行涂层;以及,将工件(106)借助干燥装置(189)进行干燥,其中,该方法具备提高的产能,并且特别是也适用于非常长的工件,则提出如下的方法,在所述方法中,在对工件(106)涂层已开始之后并在对工件(106)干燥结束之前,使工件(106)相对于干燥装置(189)运动。
用于工件的焊接设备以及焊接方法.pdf
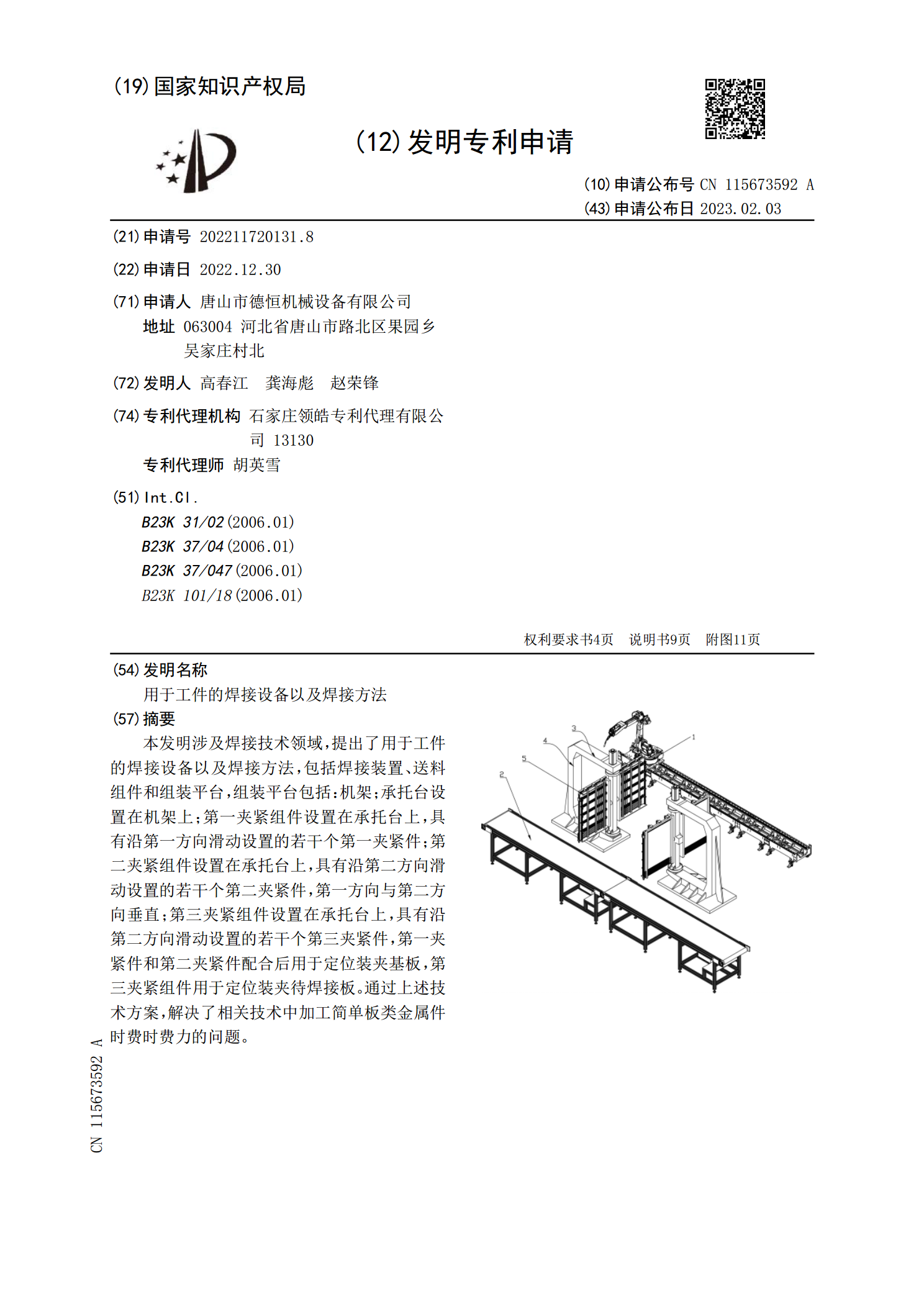
本发明涉及焊接技术领域,提出了用于工件的焊接设备以及焊接方法,包括焊接装置、送料组件和组装平台,组装平台包括:机架;承托台设置在机架上;第一夹紧组件设置在承托台上,具有沿第一方向滑动设置的若干个第一夹紧件;第二夹紧组件设置在承托台上,具有沿第二方向滑动设置的若干个第二夹紧件,第一方向与第二方向垂直;第三夹紧组件设置在承托台上,具有沿第二方向滑动设置的若干个第三夹紧件,第一夹紧件和第二夹紧件配合后用于定位装夹基板,第三夹紧组件用于定位装夹待焊接板。通过上述技术方案,解决了相关技术中加工简单板类金属件时费时费