
一种贮箱长筒段焊接工艺.pdf

静芙****可爱


1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种贮箱长筒段焊接工艺.pdf
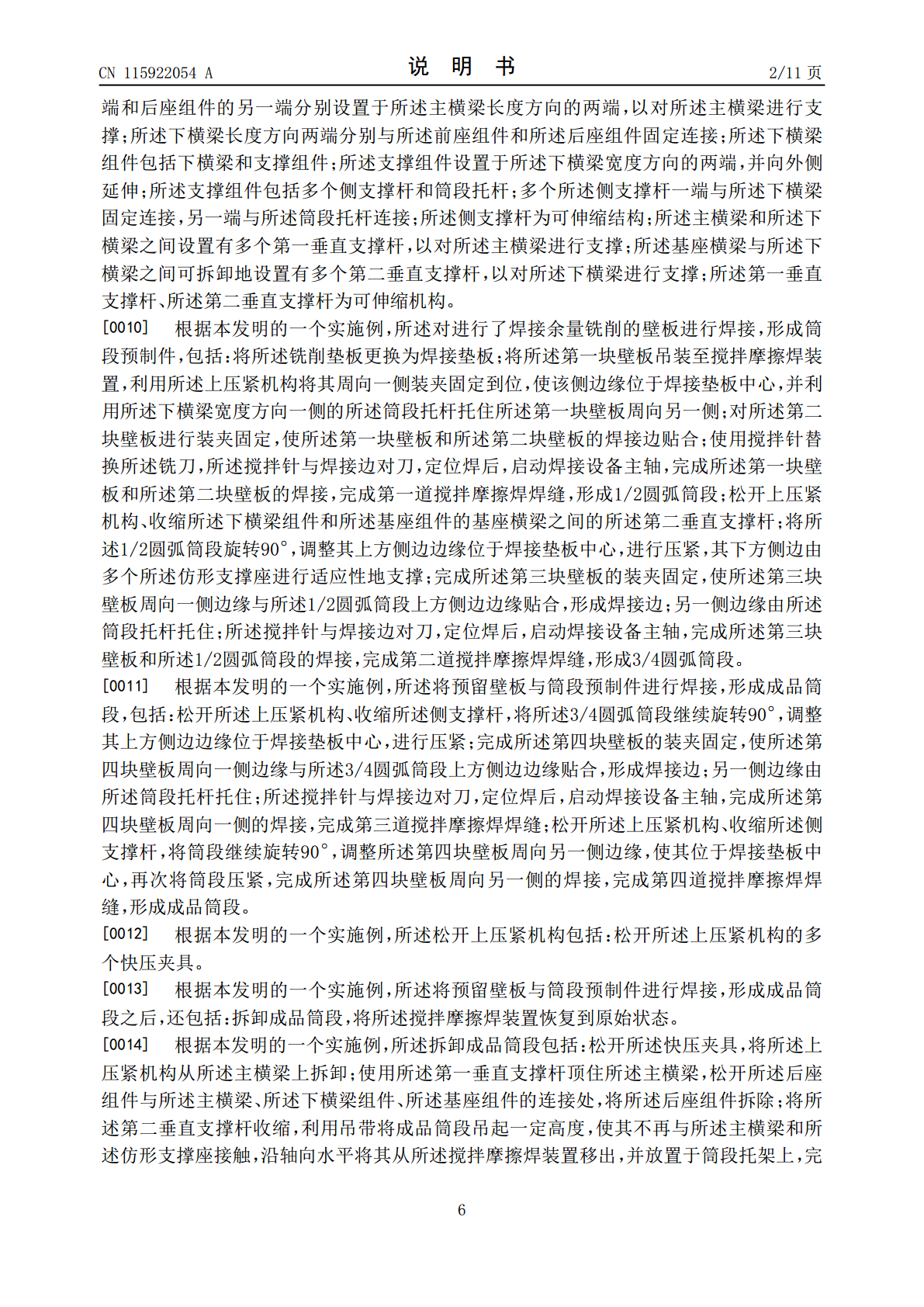
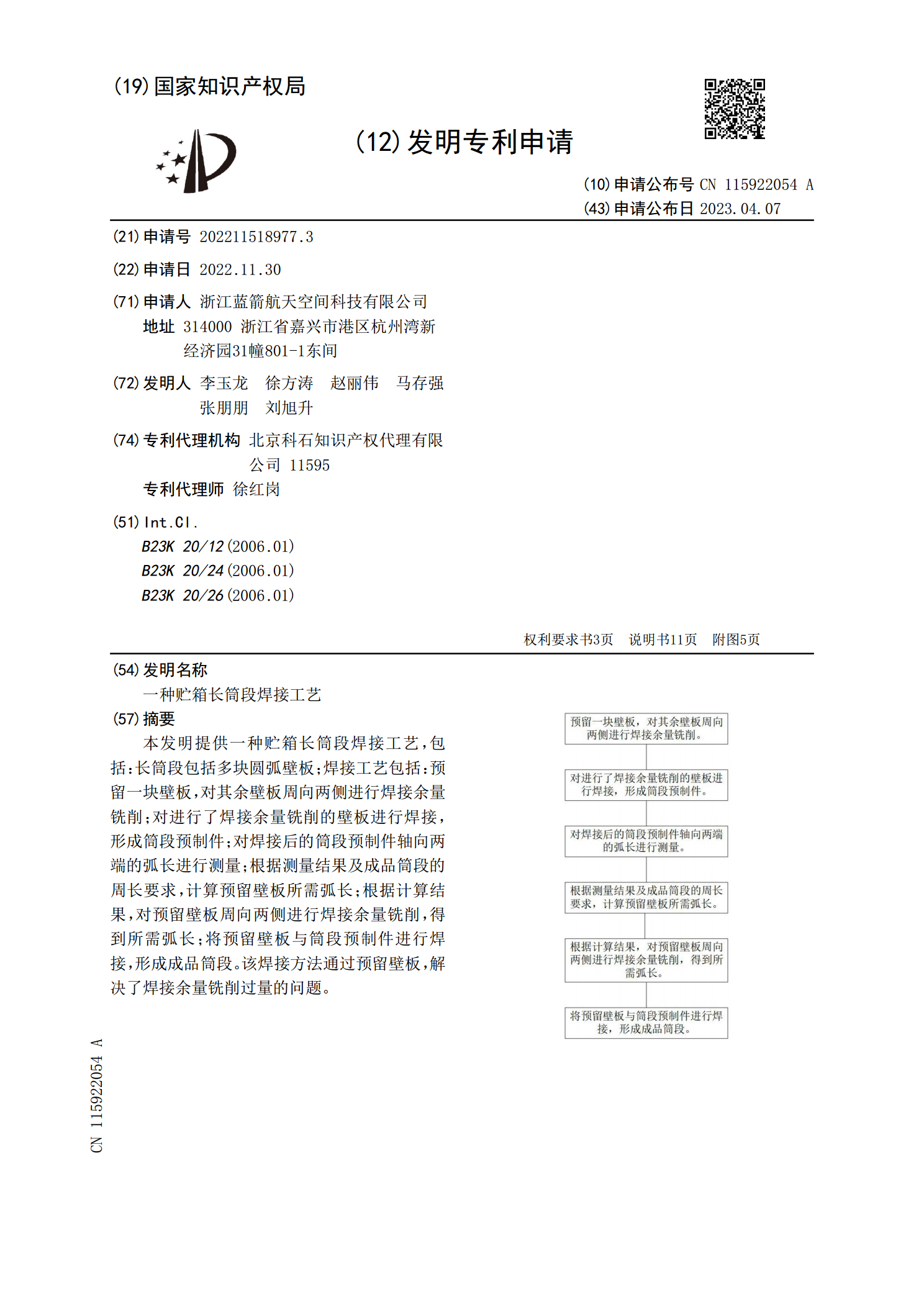
本发明提供一种贮箱长筒段焊接工艺,包括:长筒段包括多块圆弧壁板;焊接工艺包括:预留一块壁板,对其余壁板周向两侧进行焊接余量铣削;对进行了焊接余量铣削的壁板进行焊接,形成筒段预制件;对焊接后的筒段预制件轴向两端的弧长进行测量;根据测量结果及成品筒段的周长要求,计算预留壁板所需弧长;根据计算结果,对预留壁板周向两侧进行焊接余量铣削,得到所需弧长;将预留壁板与筒段预制件进行焊接,形成成品筒段。该焊接方法通过预留壁板,解决了焊接余量铣削过量的问题。
一种贮箱筒段的环缝内撑装置.pdf
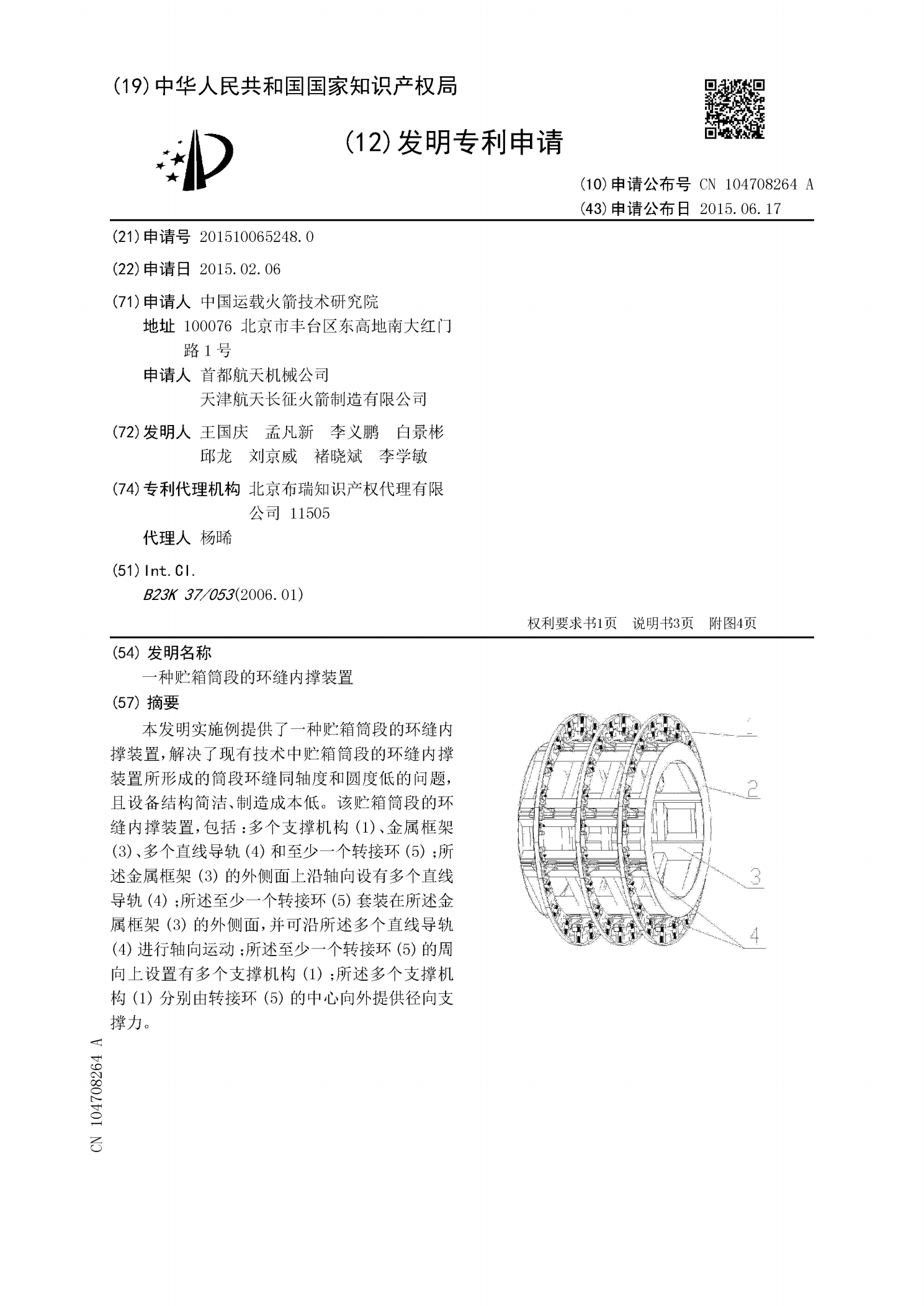
本发明实施例提供了一种贮箱筒段的环缝内撑装置,解决了现有技术中贮箱筒段的环缝内撑装置所形成的筒段环缝同轴度和圆度低的问题,且设备结构简洁、制造成本低。该贮箱筒段的环缝内撑装置,包括:多个支撑机构(1)、金属框架(3)、多个直线导轨(4)和至少一个转接环(5);所述金属框架(3)的外侧面上沿轴向设有多个直线导轨(4);所述至少一个转接环(5)套装在所述金属框架(3)的外侧面,并可沿所述多个直线导轨(4)进行轴向运动;所述至少一个转接环(5)的周向上设置有多个支撑机构(1);所述多个支撑机构(1)分别由转接环

一种用于贮箱筒段双机环焊的内撑装置及方法.pdf
本发明公开一种用于贮箱筒段双机环焊的内撑装置及方法,装置包括伞形撑杆、伞形动力压环、定心立柱、内撑推杆、内撑架、剪刀形系统、主外撑块、液压伸缩撑杆、副外撑块、主副连接块、卡块系统、定位塞、转动环套和贮箱筒段,所述剪刀形系统包括滚珠丝杠、剪刀柄和剪刀刃;卡块系统包括锥形圆头塞、楔形挡块、滑块弹簧、滑块基座、卡块弹簧、卡块基座和定位杆。在有内撑需求时,动力压环下滑,伞形撑杆与剪刀形系统全面张开,主外撑块张开并沿横向转动,液压伸缩撑杆调整副外撑块位置使之相互压紧撑圆,随后拆掉内部机构只保留外撑圆以方便筒段内部搅
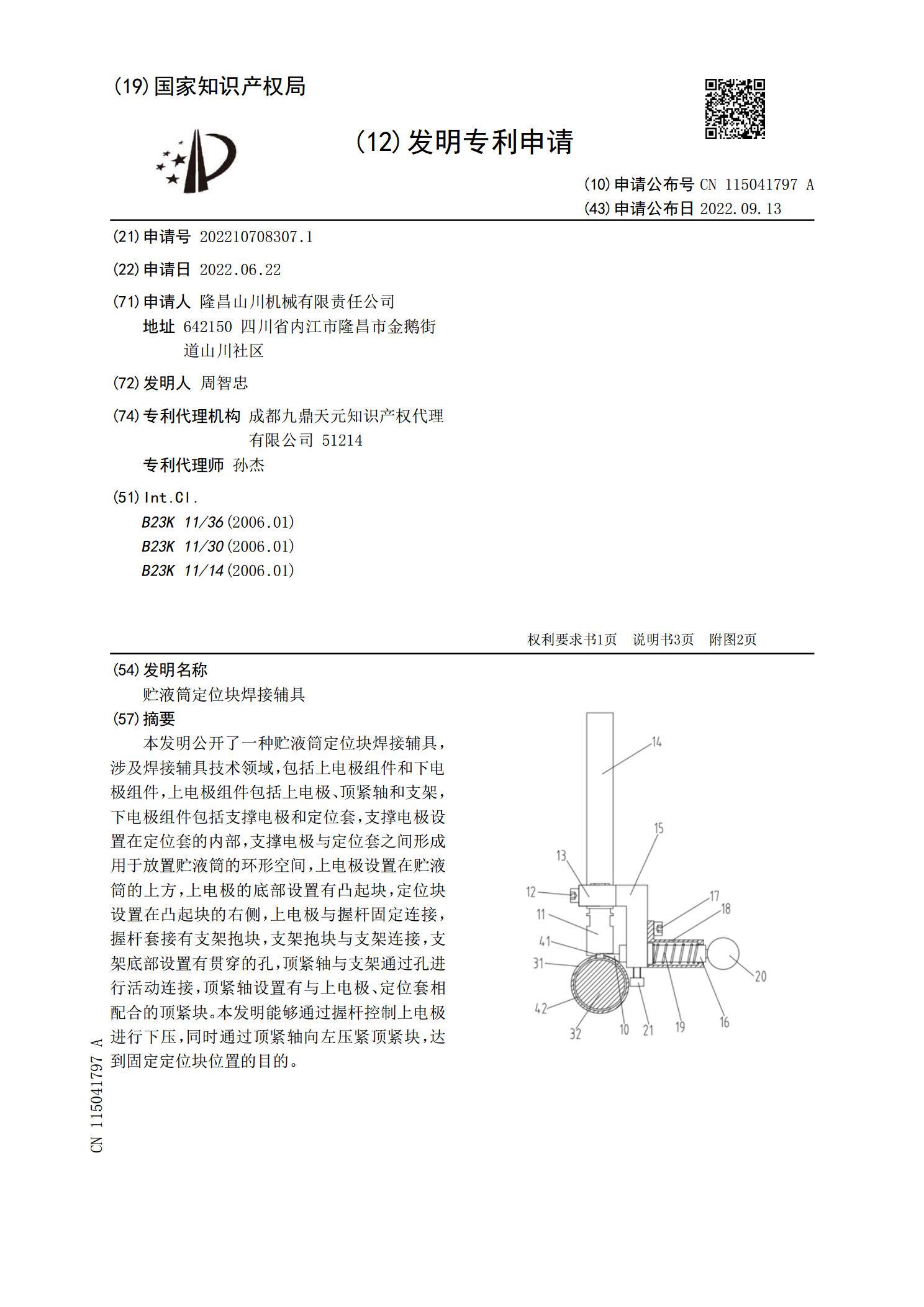
贮液筒定位块焊接辅具.pdf
本发明公开了一种贮液筒定位块焊接辅具,涉及焊接辅具技术领域,包括上电极组件和下电极组件,上电极组件包括上电极、顶紧轴和支架,下电极组件包括支撑电极和定位套,支撑电极设置在定位套的内部,支撑电极与定位套之间形成用于放置贮液筒的环形空间,上电极设置在贮液筒的上方,上电极的底部设置有凸起块,定位块设置在凸起块的右侧,上电极与握杆固定连接,握杆套接有支架抱块,支架抱块与支架连接,支架底部设置有贯穿的孔,顶紧轴与支架通过孔进行活动连接,顶紧轴设置有与上电极、定位套相配合的顶紧块。本发明能够通过握杆控制上电极进行下压
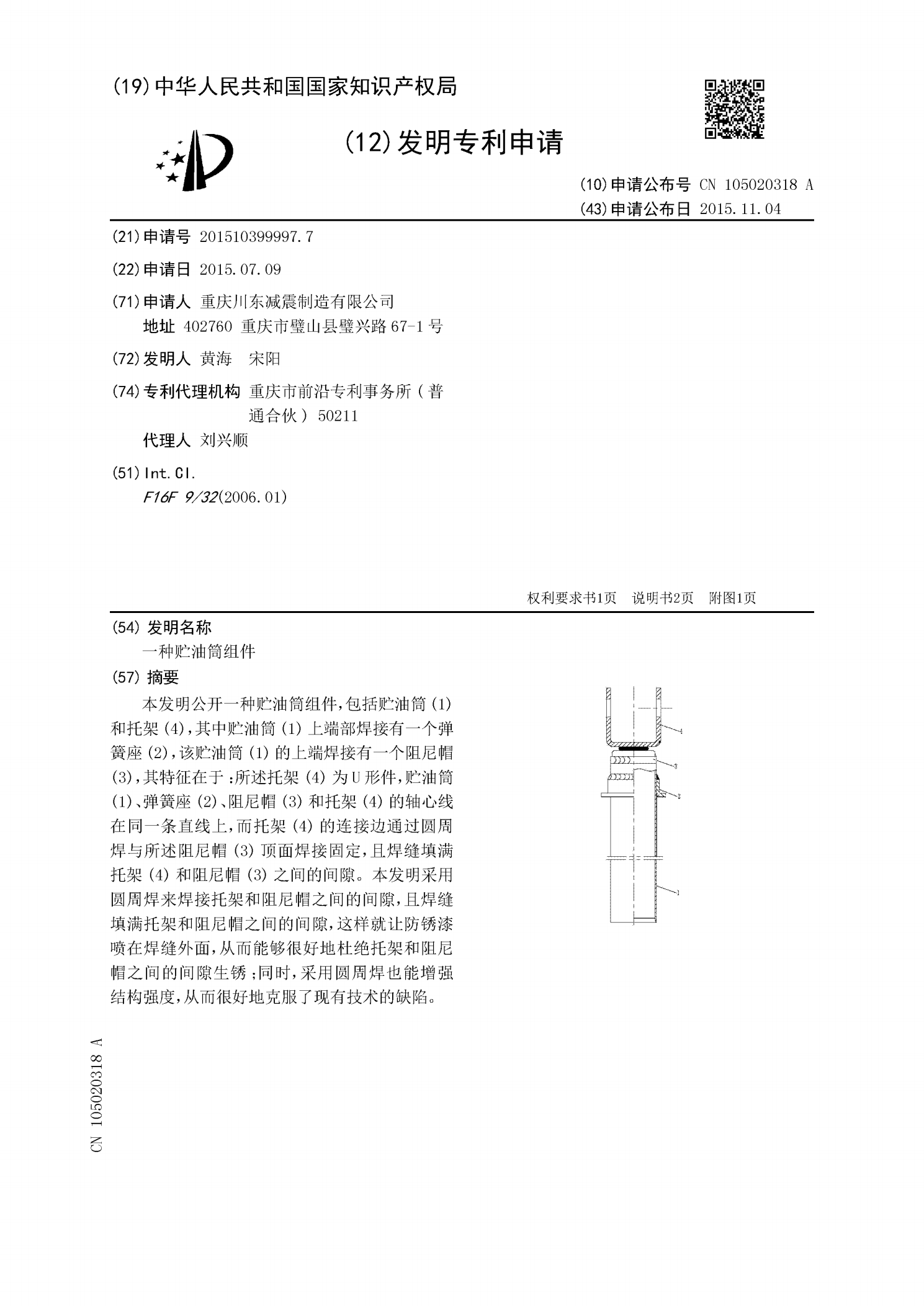
一种贮油筒组件.pdf
本发明公开一种贮油筒组件,包括贮油筒(1)和托架(4),其中贮油筒(1)上端部焊接有一个弹簧座(2),该贮油筒(1)的上端焊接有一个阻尼帽(3),其特征在于:所述托架(4)为U形件,贮油筒(1)、弹簧座(2)、阻尼帽(3)和托架(4)的轴心线在同一条直线上,而托架(4)的连接边通过圆周焊与所述阻尼帽(3)顶面焊接固定,且焊缝填满托架(4)和阻尼帽(3)之间的间隙。本发明采用圆周焊来焊接托架和阻尼帽之间的间隙,且焊缝填满托架和阻尼帽之间的间隙,这样就让防锈漆喷在焊缝外面,从而能够很好地杜绝托架和阻尼帽之间的