
用于内燃机的活塞以及活塞的制造方法.pdf

猫巷****婉慧


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于内燃机的活塞以及活塞的制造方法.pdf
本发明涉及一种制造用于内燃机的活塞(10、110、210)的方法,该活塞由第一活塞组件(11、111、211)和第二活塞组件(12、112、212)构成,其特征为具有以下步骤:a)制造由调质钢或者沉淀硬化钢制成的、具有至少一个接合面(29、31)的第一活塞组件(11、111、211)的坯件(211′);b)制造由调质钢或者沉淀硬化钢制成的、具有至少一个接合面(32、33)的第二活塞组件(12、112、212)的坯件(212′);c)对坯件(211′、212′)调质处理;d)将第一活塞组件(11、111、2

内燃机用活塞、该活塞的制造装置以及制造方法.pdf
一种活塞,具备:冠部2,其具有界定燃烧室的冠面2a;推力侧和反推力侧的裙部3a、3b,其与冠部一体设置,并且沿着气缸壁面滑动;一对围裙部4a、4a,其从一对裙部的圆周方向连结;凹部6,其形成在冠部的与冠面位于相反侧的背面,在两个裙部之间沿着大致长度方向形成;多个凸部7,其一体地设置在凹部的底面,沿着一对裙部的排列方向延伸;各凸部的长度方向的至少一端缘一体连结于与一端缘对置的凹部的内侧面。由此,在铸造时,能够消除在冠部背面对凸部进行成型的模具的凹部底部侧的空气残留从而得到对模具成形面的充分的复制性。

制造内燃机的活塞的方法以及通过所述方法制造的活塞.pdf
本发明涉及一种制造具有至少两个活塞部件(11,18;111,118)的内燃机的活塞(10,110)的方法,其中至少两个活塞部件(11,18;111,118)沿着它们的对应的接合表面(23a,24a,23b,24b)经由至少一个沿径向或沿轴向的圆周激光焊接缝(21,22;121,122)彼此连接,所述方法包括以下方法步骤:a)将所述至少两个活塞部件(11,18;111,118)沿着它们的对应的接合表面(23a,24a,23b,24b)对齐,b)激活针对深度焊接方法设计的激光器(25,27),并且使由所述激光

用于内燃机活塞的活塞环及其制造方法.pdf
本发明涉及一种用于制造内燃机活塞(10)的活塞环(30、130、230)的方法,该活塞环具有环背(31)、上部环侧壁(32)、下部环侧壁(33)和工作面(42),该方法借助以下处理步骤进行:(a)提供一种具有环背(31’)、上部环侧壁(32’)、下部环侧壁(33’)和外部侧面(34’)的环形钢坯(30’),(b)沿着外部侧面(34’)成型不对称凸球状的轮廓(35)并且在下部环侧壁(33’)的区域中的外部侧面(34’)中成型径向向外延伸的突出部(36),(c)用涂料涂覆外部侧面(34’),(d)切除突出部(
活塞的制造方法以及活塞.pdf
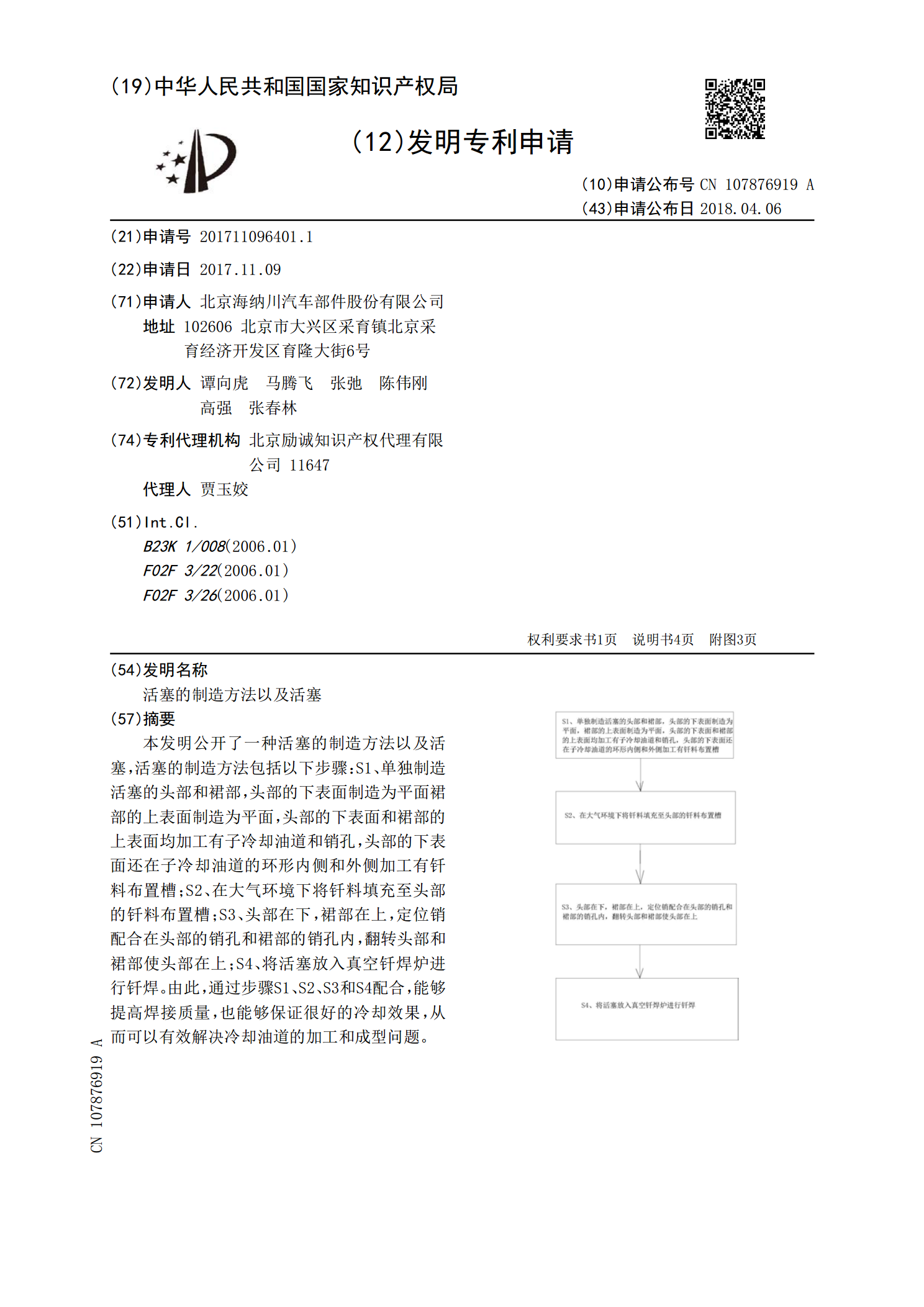
本发明公开了一种活塞的制造方法以及活塞,活塞的制造方法包括以下步骤:S1、单独制造活塞的头部和裙部,头部的下表面制造为平面裙部的上表面制造为平面,头部的下表面和裙部的上表面均加工有子冷却油道和销孔,头部的下表面还在子冷却油道的环形内侧和外侧加工有钎料布置槽;S2、在大气环境下将钎料填充至头部的钎料布置槽;S3、头部在下,裙部在上,定位销配合在头部的销孔和裙部的销孔内,翻转头部和裙部使头部在上;S4、将活塞放入真空钎焊炉进行钎焊。由此,通过步骤S1、S2、S3和S4配合,能够提高焊接质量,也能够保证很好的冷