
摩擦假捻盘.pdf

猫巷****正德


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

摩擦假捻盘.pdf
本发明涉及拉伸假捻机的假捻装置,更详细地,涉及通过将由大量聚酯或尼龙等连续的长纤维构成的被称为POY的丝状体直接与盘外周面接触,用来对该POY进行搓捻的耐久性优异的拉伸假捻机的摩擦假捻盘。本发明的摩擦假捻盘为在拉伸假捻机的假捻装置中使用的摩擦假捻盘,其特征在于,作为摩擦假捻部件,由将结合17~44重量%丙烯腈的氢化丁腈橡胶进行过氧化物硫化而成的橡胶部件构成,且该过氧化物硫化橡胶部件在25℃、依据JIS?K6253的测定方法下的橡胶硬度,以JIS-A硬度计为65~95,用依据JIS?K7244-4(ISO6
摩擦假捻装置.pdf
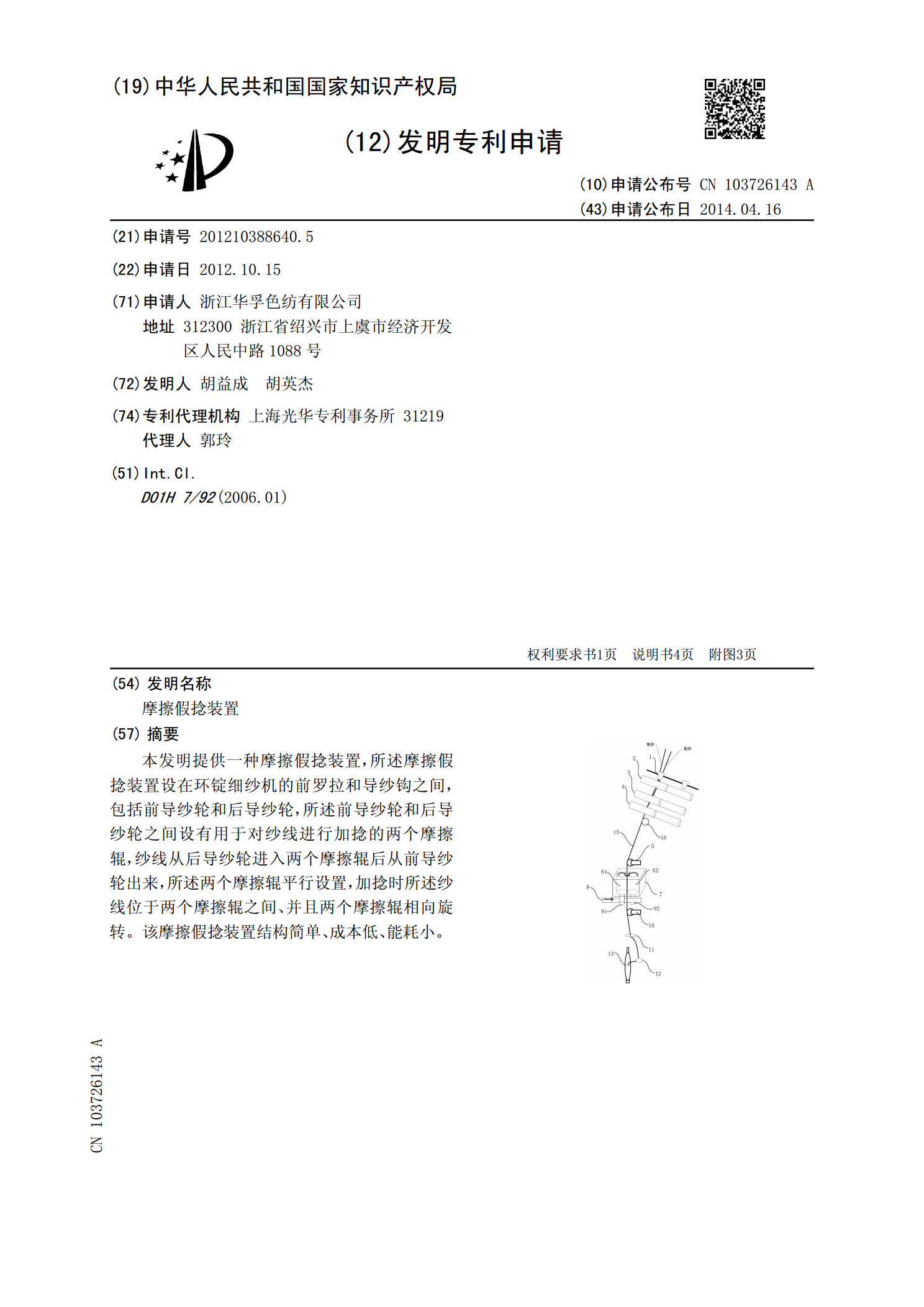
本发明提供一种摩擦假捻装置,所述摩擦假捻装置设在环锭细纱机的前罗拉和导纱钩之间,包括前导纱轮和后导纱轮,所述前导纱轮和后导纱轮之间设有用于对纱线进行加捻的两个摩擦辊,纱线从后导纱轮进入两个摩擦辊后从前导纱轮出来,所述两个摩擦辊平行设置,加捻时所述纱线位于两个摩擦辊之间、并且两个摩擦辊相向旋转。该摩擦假捻装置结构简单、成本低、能耗小。

摩擦式假捻器轴承的应用.docx
摩擦式假捻器轴承的应用摩擦式假捻器轴承在纺织行业中扮演着重要的角色,是纺织机械中的关键组成部分。它的应用可以帮助纺织工业实现高效生产,提升生产效率,提高产品质量。本文将从摩擦式假捻器轴承的定义、结构、工作原理、优点、应用和发展趋势等方面进行讨论。一、摩擦式假捻器轴承的定义摩擦式假捻器轴承是指在纺纱加工中,由摩擦驱动的轴承系统,主要用于控制纱的加捻量,以保证生产出高品质的纱线。二、摩擦式假捻器轴承的结构摩擦式假捻器轴承主要由架体、驱动轮、轴承、传动轴等组成。其中,架体是由铝合金或不锈钢制成的,可以承受高速转

一种摩擦式假捻器轴承.pdf
本发明公开一种摩擦式假捻器轴承,其包括外圈和芯轴,外圈内部设有外沟道,其两端设有密封槽;芯轴上设有内沟道;在位于芯轴与外圈之间且套设在芯轴上套有轴承保持架、在轴承保持架的兜孔装有若干钢球、钢球与芯轴的内沟道和外圈的外沟道相匹配,外圈密封槽装有密封圈和密封片,芯轴上密封圈的外端套有套圈,套圈外端面距外圈同向端面距离为H,密封片外端的芯轴上设有同步齿。本发明的优点是:由于采用了直接在芯轴上设有同步齿,解决同步齿轮与芯轴松动脱落的现象,同时可以减少同步齿轮零件和缩短芯轴的长度,节约生产成本。

一种摩擦假捻装置及其运行方法.pdf
本发明公开了一种摩擦假捻装置及其运行方法,包括相互平行、各自保持同步的两组轴,每根轴上安装有摩擦盘,每组轴中的一根传动轴上设有摩擦轮,两个所述摩擦轮之间由龙带穿过驱动两组轴异向转动,两组轴还通过同步机构实现同向转动。本发明通过两组轴上的摩擦轮及龙带实现两组摩擦盘的异向捻向,通过另一同步机构实现同向捻向,可根据工艺需要设定,灵活方便;此外改变捻向时,龙带保持同方向传动,无需改变方向,通过摩擦轮与轴的联接方式来实现假捻器的反向旋转,适合后道加工同捻向丝或异捻向丝的合股或不合股的单根丝的生产。