
焊接工艺评定报告对接.doc

春兰****89


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

焊接工艺评定报告对接.doc
焊接工艺评定指导书工程名称焊接工艺评定指导书编号HY母材钢号Q235-A规格200x500x4供货状态热轧生产厂家舞钢焊接材料生产厂家牌号类型直径(mm)烘干制度(0C/H)备注CO2焊丝天津大桥ER50-6-------1.2-------------焊剂或气体--------------CO2--------------焊剂-----------------------------------焊接方法CO2气体保护焊焊接位置平焊焊接设备型号NBC—500电源及极性直流正接预热温度(℃)层间温度(℃)后
焊接工艺评定报告对接.doc
焊接工艺评定指导书工程名称焊接工艺评定指导书编号HY母材钢号Q235-A规格200x500x4供货状态热轧生产厂家舞钢焊接材料生产厂家牌号类型直径(mm)烘干制度(0C/H)备注CO2焊丝天津大桥ER50-6-------1.2-------------焊剂或气体--------------CO2--------------焊剂-----------------------------------焊接方法CO2气体保护焊焊接位置平焊焊接设备型号NBC—500电源及极性直流正接预热温度(℃)层间温度(℃)后
焊接工艺评定报告对接.doc
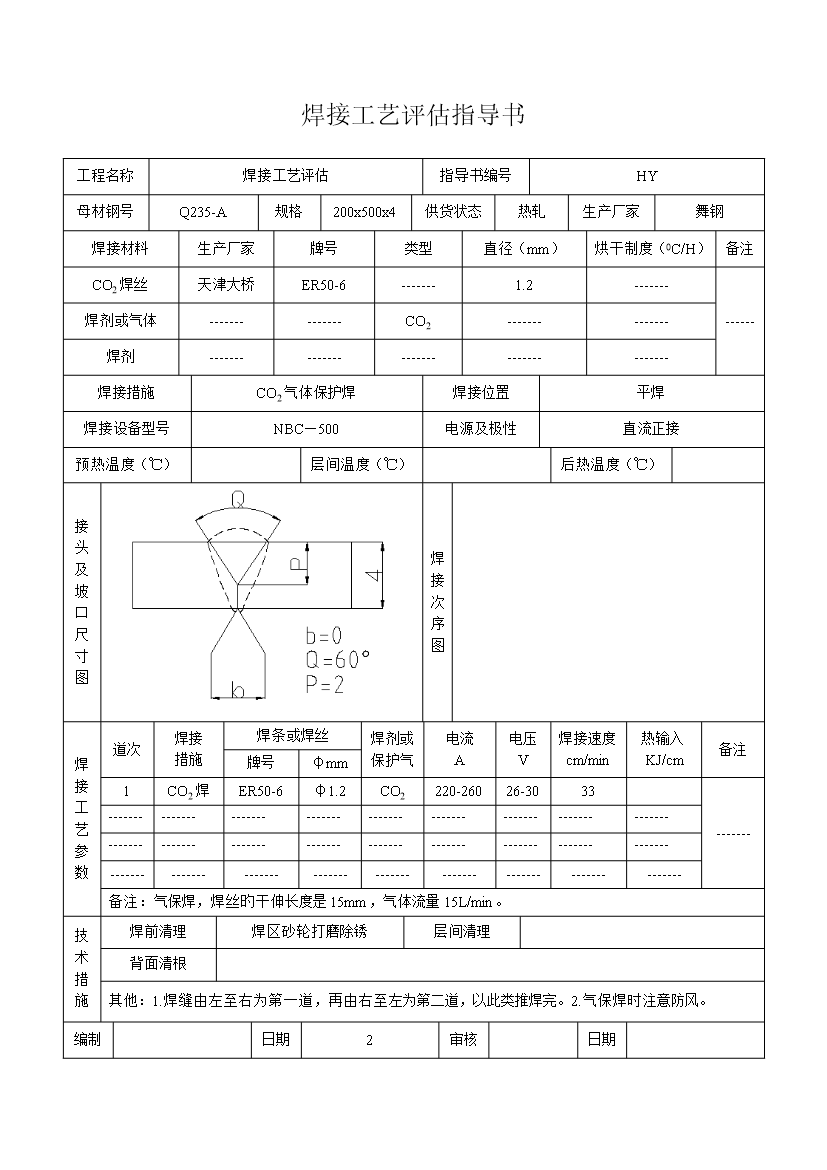
焊接工艺评估指导书工程名称焊接工艺评估指导书编号HY母材钢号Q235-A规格200x500x4供货状态热轧生产厂家舞钢焊接材料生产厂家牌号类型直径(mm)烘干制度(0C/H)备注CO2焊丝天津大桥ER50-6-------1.2-------------焊剂或气体--------------CO2--------------焊剂-----------------------------------焊接措施CO2气体保护焊焊接位置平焊焊接设备型号NBC—500电源及极性直流正接预热温度(℃)层间温度(℃)后
焊接工艺评定报告对接.doc
焊接工艺评定指导书工程名称焊接工艺评定指导书编号HY母材钢号Q235-A规格200x500x4供货状态热轧生产厂家舞钢焊接材料生产厂家牌号类型直径(mm)烘干制度(0C/H)备注CO2焊丝天津大桥ER50-6-------1.2-------------焊剂或气体--------------CO2--------------焊剂-----------------------------------焊接方法CO2气体保护焊焊接位置平焊焊接设备型号NBC—500电源及极性直流正接预热温度(℃)层间温度(℃)后

板对接焊缝焊接工艺评定报告.docx
xxx公司焊接工艺评定编号:PQR151-Fe1-1-SMAW-12编制:审核:批准:目录一、焊接工艺评定任务书()二、预焊接工艺指导书()三、焊接工艺评定报告()四、附件(检验和材料报告)()焊接工艺评定任务书工程单位:xxx公司委托编号:PQR151焊接位置:立焊(3G)委托日期:2011.10.20接头型式:V型对接接头编号:PQR151机械化程度(手工、半自动、自动)手工焊接方法:SMAW保护焊:/执行标准NB/T47014要求完成日期:2011.11.4检验项目检验标准评定指标检验项目检验标准评