
板对接焊缝焊接工艺评定报告.docx

鹏飞****可爱


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

板对接焊缝焊接工艺评定报告.docx
xxx公司焊接工艺评定编号:PQR151-Fe1-1-SMAW-12编制:审核:批准:目录一、焊接工艺评定任务书()二、预焊接工艺指导书()三、焊接工艺评定报告()四、附件(检验和材料报告)()焊接工艺评定任务书工程单位:xxx公司委托编号:PQR151焊接位置:立焊(3G)委托日期:2011.10.20接头型式:V型对接接头编号:PQR151机械化程度(手工、半自动、自动)手工焊接方法:SMAW保护焊:/执行标准NB/T47014要求完成日期:2011.11.4检验项目检验标准评定指标检验项目检验标准评

板对接焊缝焊接工艺评定报告.docx
xxx公司焊接工艺评定编号:PQR151-Fe1-1-SMAW-12编制:审核:批准:目录一、焊接工艺评定任务书()二、预焊接工艺指导书()三、焊接工艺评定报告()四、附件(检验和材料报告)()焊接工艺评定任务书工程单位:xxx公司委托编号:PQR151焊接位置:立焊(3G)委托日期:2011.10.20接头型式:V型对接接头编号:PQR151机械化程度(手工、半自动、自动)手工焊接方法:SMAW保护焊:/执行标准NB/T47014要求完成日期:2011.11.4检验项目检验标准评定指标检验项目检验标准评

板对接焊缝焊接工艺评定报告.docx
xxx公司焊接工艺评定编号:PQR151-Fe1-1-SMAW-12编制:审核:批准:目录一、焊接工艺评定任务书()二、预焊接工艺指导书()三、焊接工艺评定报告()四、附件(检验和材料报告)()焊接工艺评定任务书工程单位:xxx公司委托编号:PQR151焊接位置:立焊(3G)委托日期:2011.10.20接头型式:V型对接接头编号:PQR151机械化程度(手工、半自动、自动)手工焊接方法:SMAW保护焊:/执行标准NB/T47014要求完成日期:2011.11.4检验项目检验标准评定指标检验项目检验标准评
对接焊缝、角焊缝焊接工艺评定规则.doc
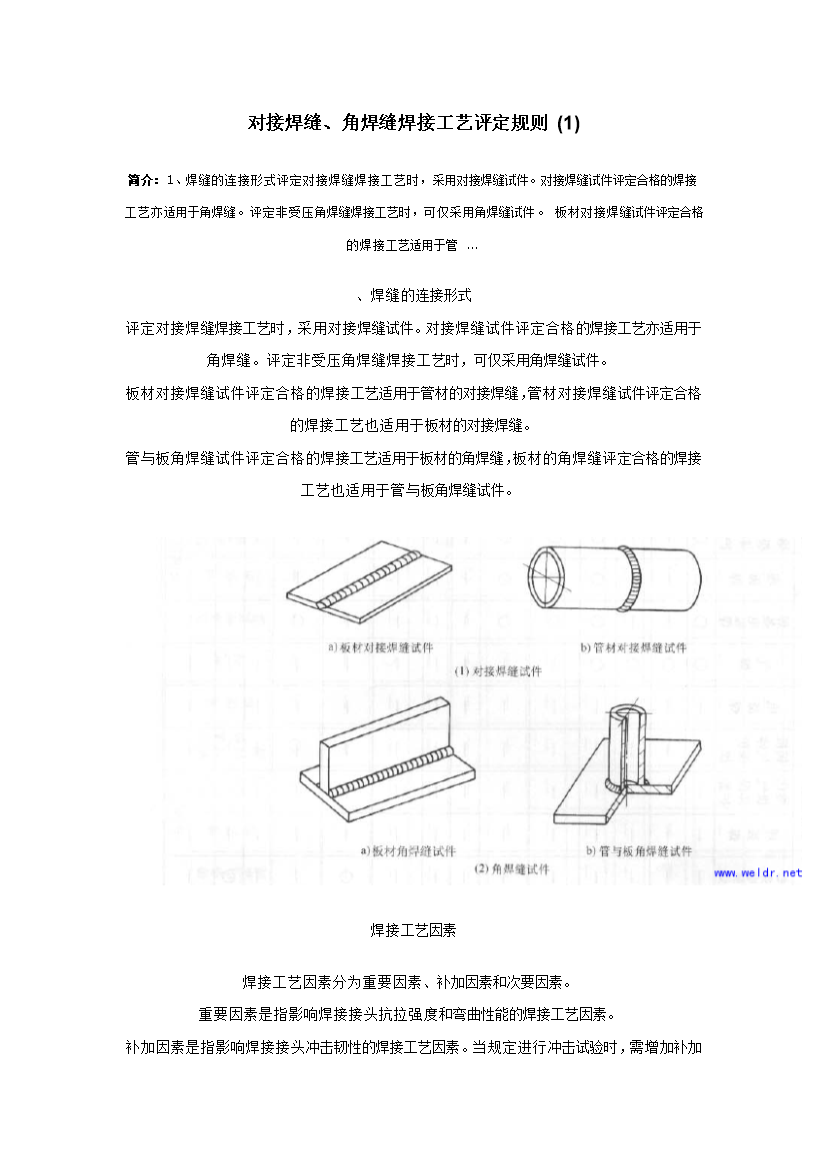
对接焊缝、角焊缝焊接工艺评定规则(1)简介:1、焊缝的连接形式评定对接焊缝焊接工艺时,采用对接焊缝试件。对接焊缝试件评定合格的焊接工艺亦适用于角焊缝。评定非受压角焊缝焊接工艺时,可仅采用角焊缝试件。板材对接焊缝试件评定合格的焊接工艺适用于管...、焊缝的连接形式评定对接焊缝焊接工艺时,采用对接焊缝试件。对接焊缝试件评定合格的焊接工艺亦适用于角焊缝。评定非受压角焊缝焊接工艺时,可仅采用角焊缝试件。板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,管材对接焊缝试件评定合格的焊接工艺也适用于板材的对接焊缝

对接焊缝角焊缝焊接基本工艺评定指导规则.doc
对接焊缝、角焊缝焊接工艺评估规则(1)简介:1、焊缝连接形式评估对接焊缝焊接工艺时,采用对接焊缝试件。对接焊缝试件评估合格焊接工艺亦合用于角焊缝。评估非受压角焊缝焊接工艺时,可仅采用角焊缝试件。板材对接焊缝试件评估合格焊接工艺合用于管...、焊缝连接形式评估对接焊缝焊接工艺时,采用对接焊缝试件。对接焊缝试件评估合格焊接工艺亦合用于角焊缝。评估非受压角焊缝焊接工艺时,可仅采用角焊缝试件。板材对接焊缝试件评估合格焊接工艺合用于管材对接焊缝,管材对接焊缝试件评估合格焊接工艺也合用于板材对接焊缝。管与板角焊缝试件